
产品加工工艺及表面处理.ppt

胜利****实阿

1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

产品加工工艺及表面处理.ppt
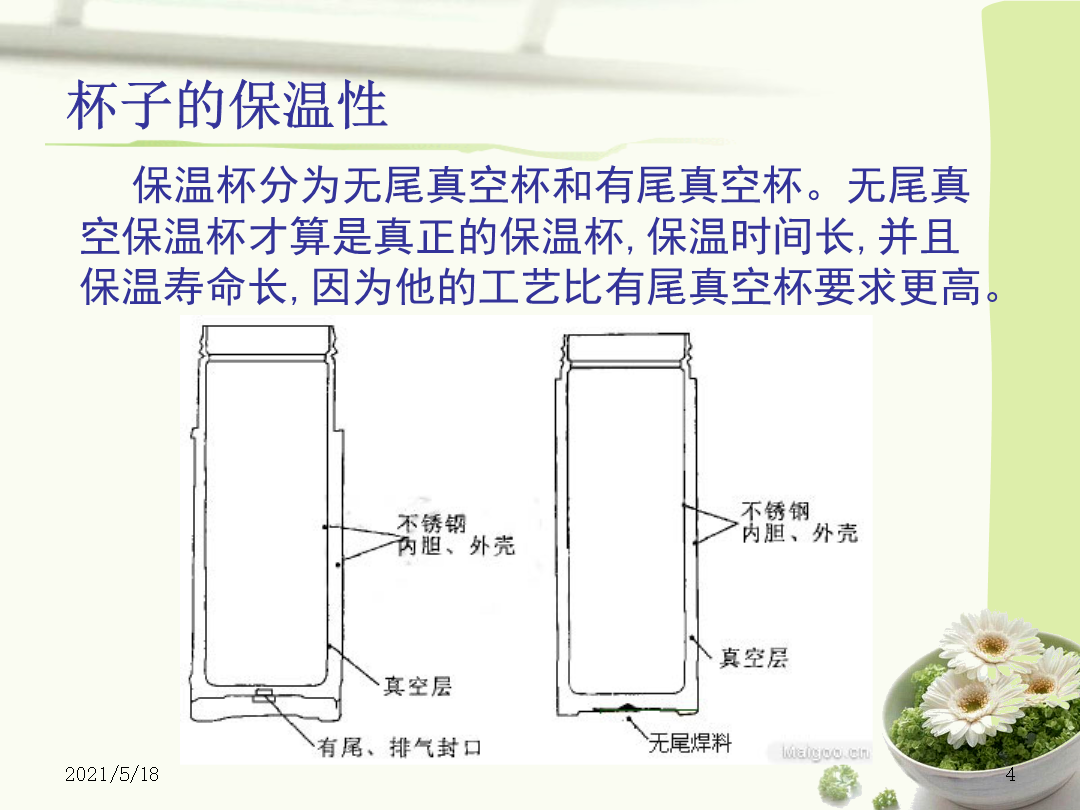
设计材料工艺学——产品加工工艺及表面处理保温杯制作工艺及表面处理保温杯一般是由陶瓷或不锈钢加上真空层做成的盛水的容器,顶部有盖,密封严实,真空绝热层能使装在内部的水等液体延缓散热,以达到保温的目的。杯子的保温性保温杯大致可以分为杯盖(上盖和按钮),外壳,内胆,底垫,橡胶圈等部分外壳:由于保温杯对外壳的要求不高,较多采用不锈钢,塑料(PP、PC、ABS等),木材。杯盖:上盖的选材大多与外壳材质一致。按钮:多选用ABS或PVC。内胆:根据原理的不同,内胆可使用玻璃镀金属(多镀铝,银,少镀铜),紫砂,陶瓷,骨瓷
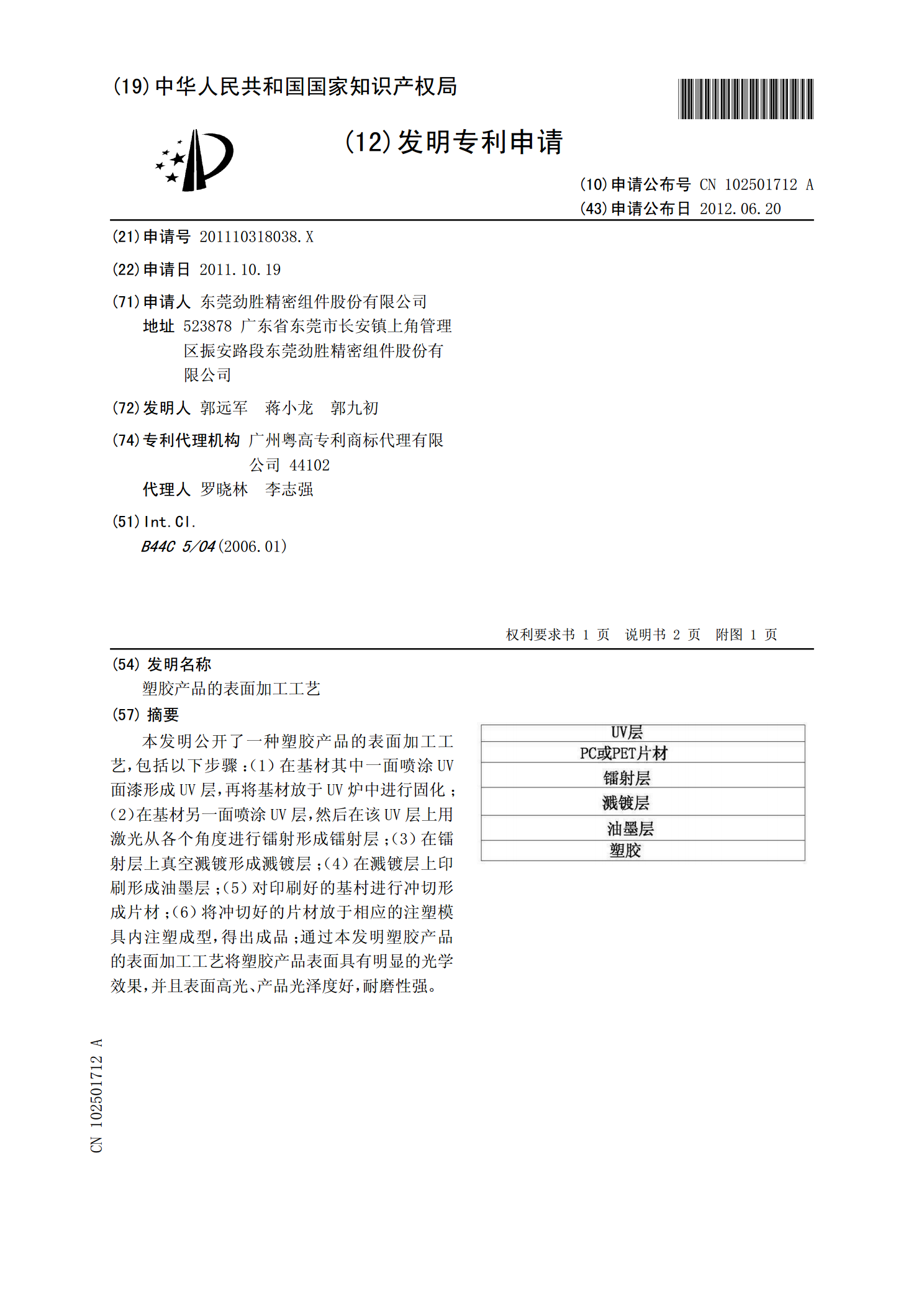
塑胶产品的表面加工工艺.pdf
本发明公开了一种塑胶产品的表面加工工艺,包括以下步骤:(1)在基材其中一面喷涂UV面漆形成UV层,再将基材放于UV炉中进行固化;(2)在基材另一面喷涂UV层,然后在该UV层上用激光从各个角度进行镭射形成镭射层;(3)在镭射层上真空溅镀形成溅镀层;(4)在溅镀层上印刷形成油墨层;(5)对印刷好的基村进行冲切形成片材;(6)将冲切好的片材放于相应的注塑模具内注塑成型,得出成品;通过本发明塑胶产品的表面加工工艺将塑胶产品表面具有明显的光学效果,并且表面高光、产品光泽度好,耐磨性强。

机械加工工艺与表面处理总结.docx
机械加工工艺与表面处理总结1、锯床下料2、车外圆,打中径孔,双边留0.3mm余量。3、淬火、深冷4、无心磨外圆到Ø12.085、线切割内孔Ø5.976、外圆磨一个穿心轴,穿心轴上有中心孔,装夹加工同心度、圆柱度。7、平磨两端8、研磨内孔9、精车两端止口10、研磨两端止口。1、下料Ø62x602、外圆及锥面双边留0.3mm磨量,其余尺寸加工到位。长度留0.3mm磨量。3、槽开粗,双边留0.3mm磨量,螺孔到位,12.0槽打穿丝孔。4、攻牙5、热处理HRC48-526、以芯轴装夹校正外圆,磨削锥面,端面,以及

机械加工工艺与表面处理总结.docx
机械加工工艺与表面处理总结1、锯床下料2、车外圆,打中径孔,双边留0.3mm余量。3、淬火、深冷4、无心磨外圆到Ø12.085、线切割内孔Ø5.976、外圆磨一个穿心轴,穿心轴上有中心孔,装夹加工同心度、圆柱度。7、平磨两端8、研磨内孔9、精车两端止口10、研磨两端止口。1、下料Ø62x602、外圆及锥面双边留0.3mm磨量,其余尺寸加工到位。长度留0.3mm磨量。3、槽开粗,双边留0.3mm磨量,螺孔到位,12.0槽打穿丝孔。4、攻牙5、热处理HRC48-526、以芯轴装夹校正外圆,磨削锥面,端面,以及

机械加工工艺与表面处理总结.docx
机械加工工艺与表面处理总结1、锯床下料2、车外圆,打中径孔,双边留0.3mm余量。3、淬火、深冷4、无心磨外圆到Ø12.085、线切割内孔Ø5.976、外圆磨一个穿心轴,穿心轴上有中心孔,装夹加工同心度、圆柱度。7、平磨两端8、研磨内孔9、精车两端止口10、研磨两端止口。1、下料Ø62x602、外圆及锥面双边留0.3mm磨量,其余尺寸加工到位。长度留0.3mm磨量。3、槽开粗,双边留0.3mm磨量,螺孔到位,12.0槽打穿丝孔。4、攻牙5、热处理HRC48-526、以芯轴装夹校正外圆,磨削锥面,端面,以及