
塑胶产品的表面加工工艺.pdf

论文****可爱

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
塑胶产品的表面加工工艺.pdf
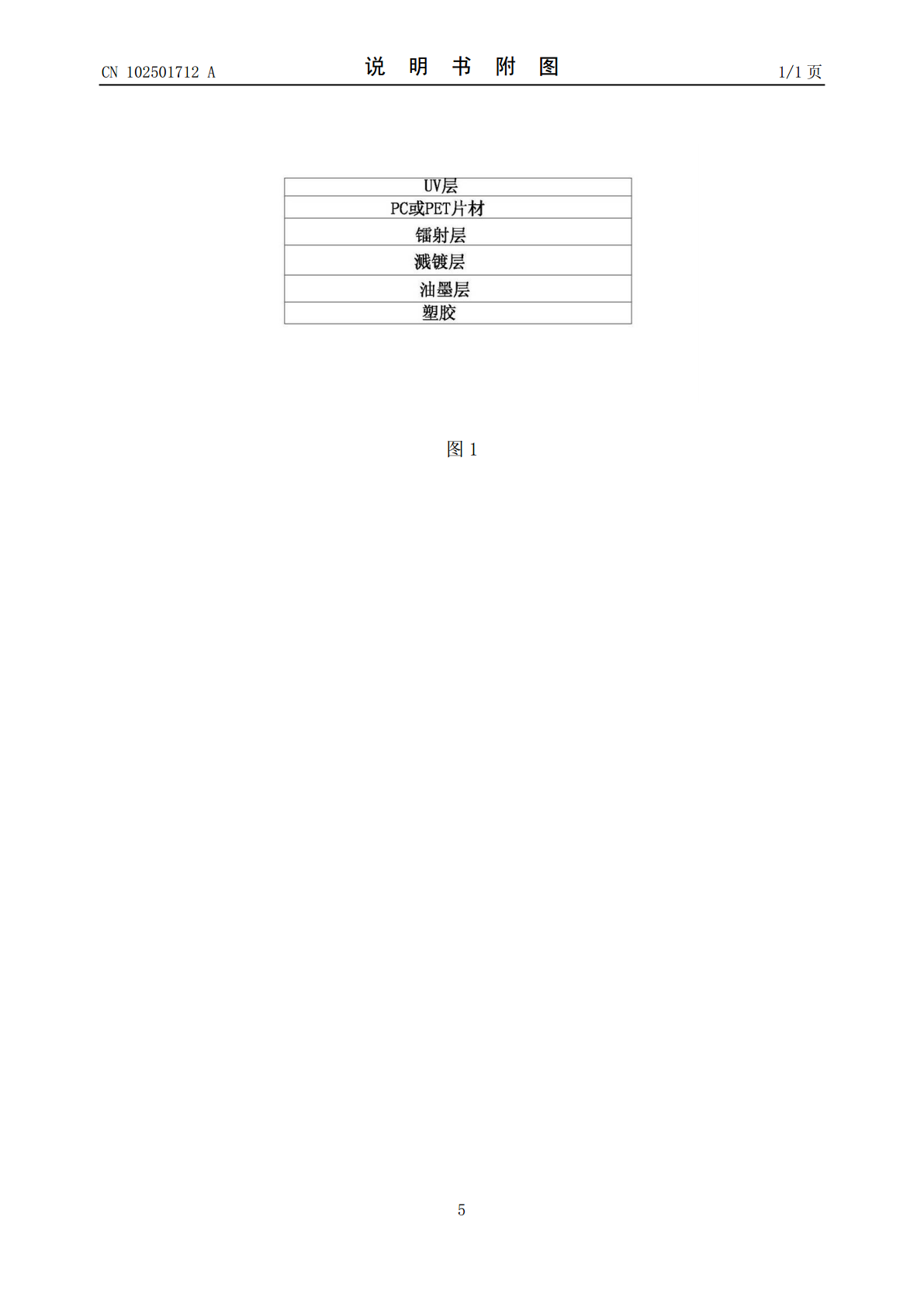
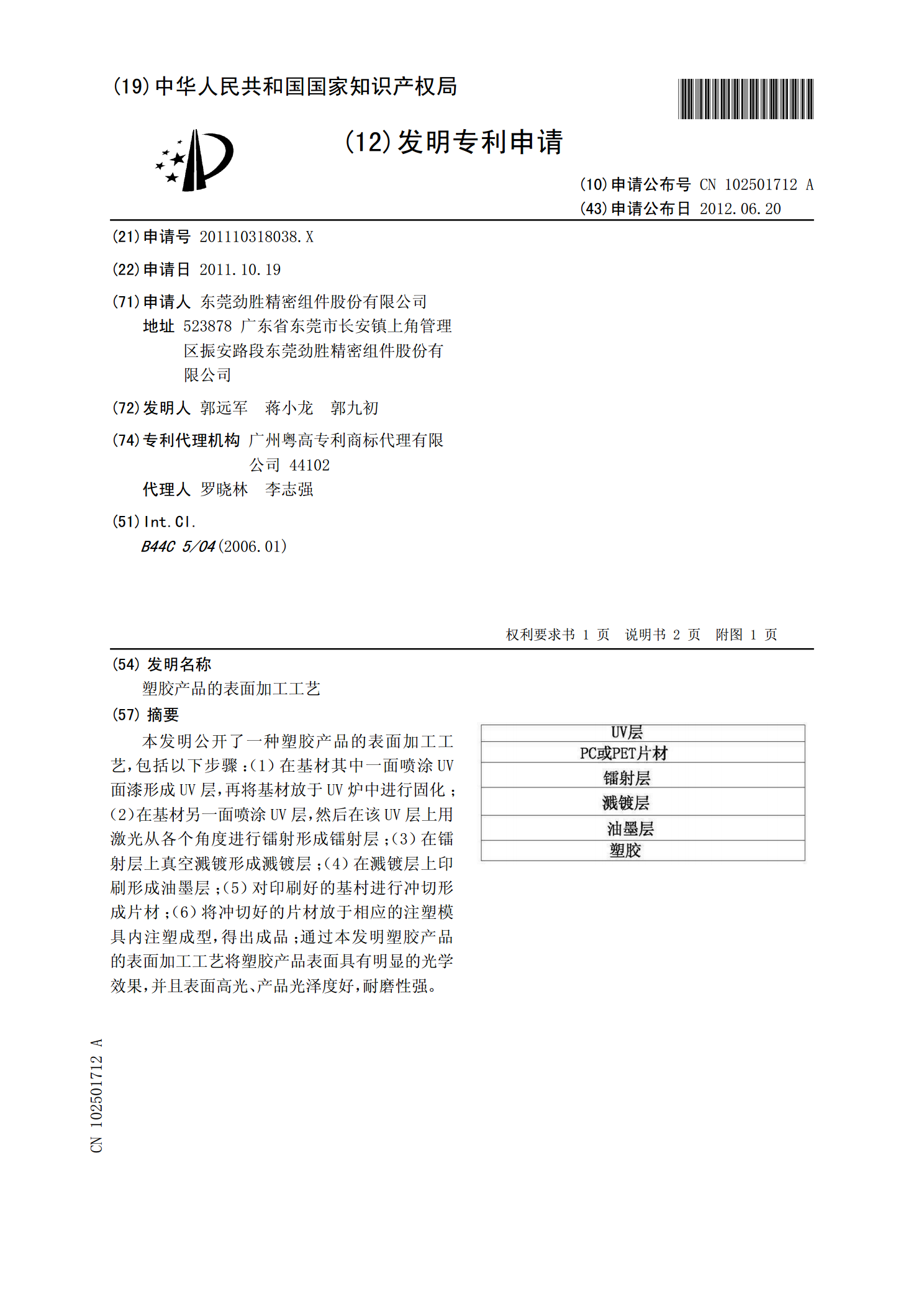
本发明公开了一种塑胶产品的表面加工工艺,包括以下步骤:(1)在基材其中一面喷涂UV面漆形成UV层,再将基材放于UV炉中进行固化;(2)在基材另一面喷涂UV层,然后在该UV层上用激光从各个角度进行镭射形成镭射层;(3)在镭射层上真空溅镀形成溅镀层;(4)在溅镀层上印刷形成油墨层;(5)对印刷好的基村进行冲切形成片材;(6)将冲切好的片材放于相应的注塑模具内注塑成型,得出成品;通过本发明塑胶产品的表面加工工艺将塑胶产品表面具有明显的光学效果,并且表面高光、产品光泽度好,耐磨性强。

塑胶产品的表面处理工艺.pdf
本发明公开了一种塑胶产品的表面处理工艺,包括以下步骤:1)在基材表面涂布UV面漆,并对该UV面漆表面进行压纹,将基材放于UV炉中固化,使基材表面形成UV压纹层;2)对UV压纹层进行真空溅射电镀NCVM形成NCVM层;3)在真空溅射电镀NCVM层上印刷油墨层;4)对印刷好的基材进行冲切而形成片材;5)将冲切好的片材放置于相应注塑模具内注塑,得出成品;本发明的处理工艺操作简单,实施成本较低,加工出的产品立体感强,产品表面高光、高硬度,广泛适用于各种产品结构。
扣件表面加工工艺.pdf
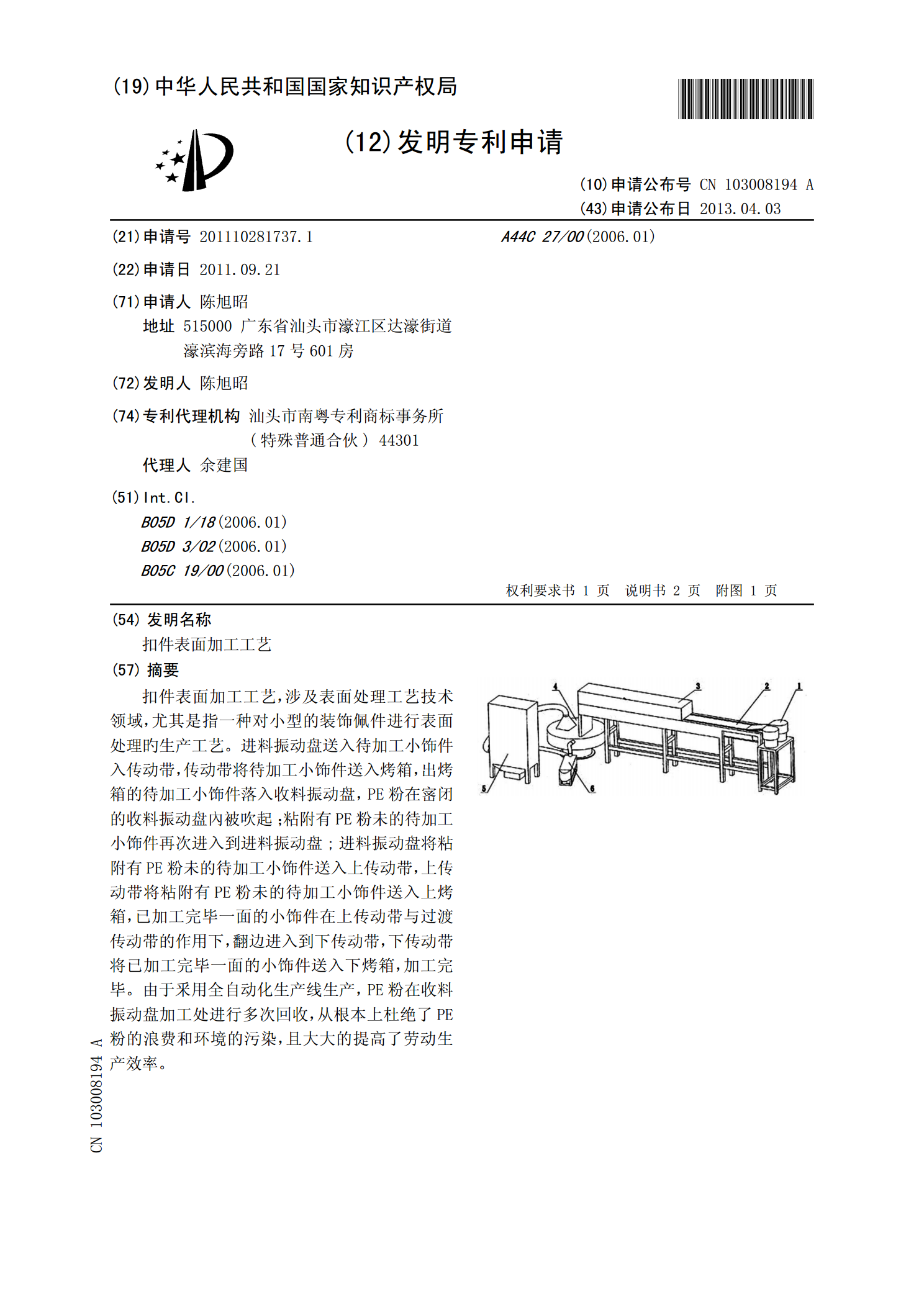
扣件表面加工工艺,涉及表面处理工艺技术领域,尤其是指一种对小型的装饰佩件进行表面处理旳生产工艺。进料振动盘送入待加工小饰件入传动带,传动带将待加工小饰件送入烤箱,出烤箱的待加工小饰件落入收料振动盘,PE粉在宻闭的收料振动盘內被吹起;粘附有PE粉未的待加工小饰件再次进入到进料振动盘;进料振动盘将粘附有PE粉未的待加工小饰件送入上传动带,上传动带将粘附有PE粉未的待加工小饰件送入上烤箱,已加工完毕一面的小饰件在上传动带与过渡传动带的作用下,翻边进入到下传动带,下传动带将已加工完毕一面的小饰件送入下烤箱,加工完

玻璃表面加工工艺.doc
【切割】1、板状玻璃母材的切割方法2、便携式夹层、防弹玻璃切割机3、玻璃板切割机4、玻璃管初切装置的切割头5、玻璃管切割装置6、玻璃基底和玻璃切割方法7、玻璃精磨冷却液及其制造方法8、玻璃快速切割器9、玻璃切割方法和装置10、玻璃切割机11、玻璃圆片切割机12、薄膜滤波片工件的切割方法13、不连续的玻璃切割与边缘整形14、低速金刚石切割机15、多层复合玻璃切割机16、多方位切割玻璃机17、多头双臂数控直线玻璃切割机18、分立部件切割19、高效玻璃刀20、金属镀膜玻璃板片切割方法21、金属分离切割加工装置2
手机表面工艺-电铸加工工艺.pdf
5.5.电铸加工工艺电铸加工工艺1、电铸与电镀同属于电沉积技术.主要区别是实施的工艺方法和对实施过程中其技术要求的不同。电镀是研究在工件上镀覆防护装饰与功能性金属镀层的工艺而电铸是研究电沉积拷贝的工艺以及拷贝与芯模的分离方法、厚层金属与合金层的使用性能与结构。2、电铸的规律和原则总结如下:1.)芯模材料的选择考虑当前科学水平、技术上和经济上的合理性物理以及化学上的性能要求导电、易加工、稳定性。2)芯模的设计保证没有