
铸造生产工艺.ppt

含平****ng


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共189页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铸造生产工艺.ppt
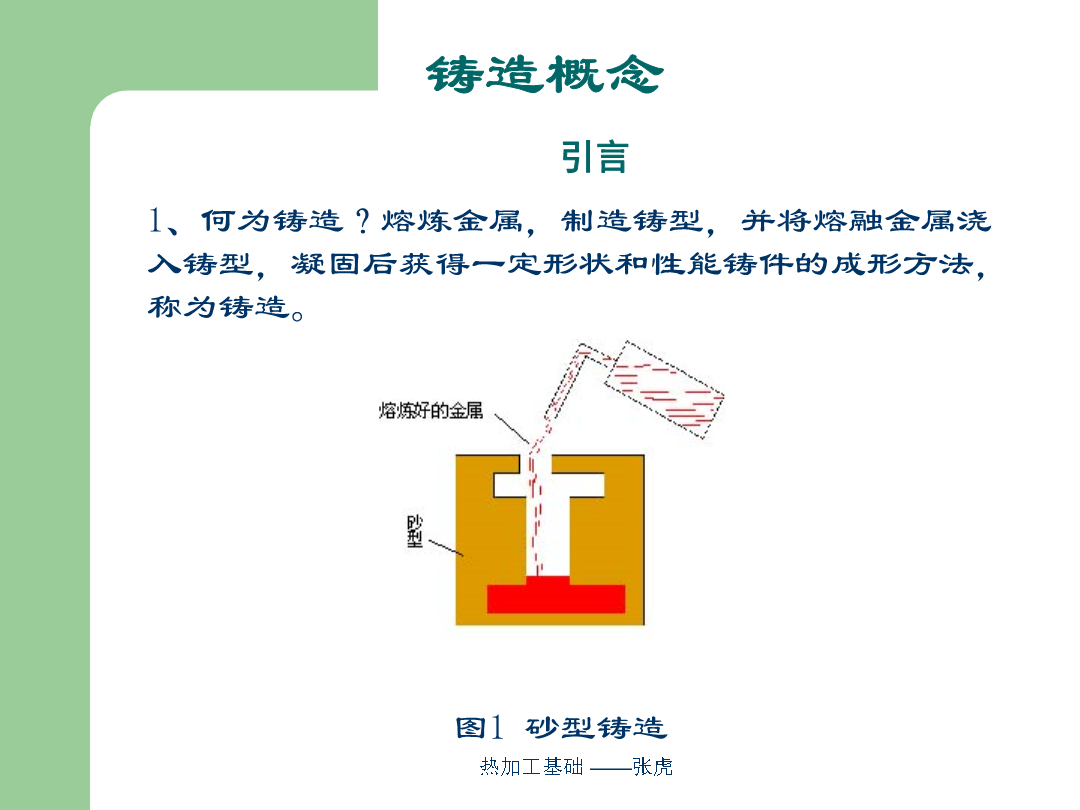
《热加工基础》第一章铸造生产第一章铸造铸造概念2、铸造优缺点铸造产品铸造技术的应用第一节合金的铸造性能铸造性能内容包括:(一)合金的流动性流动性对铸件质量的影响流动性的评价标准:流动性螺旋形式样流动性的影响因素常用合金流动性2)化学成分和结晶特征铁碳合金相图若充型能力不足产生的缺陷:2.充型能力的影响因素1)铸型填充条件2)浇注条件二合金的凝固与收缩(一)铸件的凝固方式及影响因素逐层凝固方式的优点铸件凝固方式糊状凝固方式缺陷凝固方式图5铸件的凝固方式2.凝固方式的影响因
灰铁铸造生产工艺.pdf
本发明公开了一种灰铁铸造生产工艺,所用的原料为:铁矿石或铁矿粉、废灰口铸铁、废钢、焦炭,它们的重量比为13:7:5:5。冶炼过程采用冲天炉,冲天炉炉腔的温度保持在1450±100℃,冶炼的时间为1h±10分钟。本发明的原料为:铁矿石或铁矿粉、废灰口铸铁、废钢、焦炭,重量比为13:7:5:5,而不再使用元宝铁,降低了原料价格,不需再添加其它化学试剂,不仅节约了成本,而且减少了工艺步骤,节省人力物力。将炉腔的温度保持在1450±100℃,冶炼的时间为1h±10分钟,可以使冶炼产品的质量最佳。

圆弧工件的铸造生产工艺.pdf
本发明公开了一种圆弧工件铸件制造工艺,该工艺依次包括砂型制作、铸模制造和浇注工艺,其特征在于:所述浇注工艺是指:首先,将一定温度液体金属浇注到铸模中;其次,待液体金属浇注完毕后密封铸模,将铸模置于内部温度为1500℃的恒温炉内;然后,通过旋转机构使铸模以一定的速度在恒温炉内旋转一段时间,最后,通过冷却工艺使铸模冷却。本发明铸件质量稳定,工序少,易操作。
机床壳体的铸造生产工艺.pdf
本发明涉及一种机床壳体的铸造生产工艺,依次包括砂型制作、铸模制造、浇注工艺、冷却工艺和防腐工艺,浇注工艺是指:首先,采用预热装置对铸模进行预热,所述预热装置包括温度为200-300℃的第一温区、温度为200-400℃的第二温度和温度为600-800℃的第三温区,其次,将温度为1100-1300℃的液体金属浇注到铸模中;然后,待液体金属浇注完毕后密封铸模,将铸模置于内部温度为1300℃的恒温炉内,恒温时间为2-3小时;最后,通过冷却工艺使铸模冷却。本发明的壳体的铸造生产工艺在浇注前将铸模在三个不同温度的温区

阀体铸件的铸造生产工艺.pdf
本发明公开了一种阀体铸件的铸造生产工艺,该生产工艺依次包括模具制作、砂型制作、下芯操作、浇注操作和后续操作,其特征在于:所述砂型制作是指:先在模具的内部充实型砂,然后舂实型砂以完成造型,同时,在完成的造型上设置有充气孔;所述下芯操作与浇注操作之间设置有熔炼操作,该熔炼操作是指先按铸件要求选料,然后在熔化后的铁水中加入合金元素,再在铁水出炉时进行孕育处理,然后进行浇注;所述浇注操作是指:先将铁水注入型腔中,之后通过浇铸得到法兰铸件,这一方法克服了现有技术加工阀体铸件,工序较多,工作量大的问题,提高了生产效率