
阀体铸件的铸造生产工艺.pdf

建英****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

阀体铸件的铸造生产工艺.pdf
本发明公开了一种阀体铸件的铸造生产工艺,该生产工艺依次包括模具制作、砂型制作、下芯操作、浇注操作和后续操作,其特征在于:所述砂型制作是指:先在模具的内部充实型砂,然后舂实型砂以完成造型,同时,在完成的造型上设置有充气孔;所述下芯操作与浇注操作之间设置有熔炼操作,该熔炼操作是指先按铸件要求选料,然后在熔化后的铁水中加入合金元素,再在铁水出炉时进行孕育处理,然后进行浇注;所述浇注操作是指:先将铁水注入型腔中,之后通过浇铸得到法兰铸件,这一方法克服了现有技术加工阀体铸件,工序较多,工作量大的问题,提高了生产效率
大气排放阀体铸件铸造工艺研究.pptx
汇报人:CONTENTS铸造工艺概述铸造工艺简介铸造工艺流程铸造工艺的应用和发展大气排放阀体铸件的特点和要求大气排放阀体铸件的特点大气排放阀体铸件的要求大气排放阀体铸件的质量控制铸造材料的选择和准备铸造材料的种类和特性铸造材料的选用原则铸造材料的准备和处理铸造工艺参数的确定熔炼温度和浇注温度模具温度和冷却速度铸造压力和充型速度铸造收缩率和溢流口设计铸造缺陷及防止措施铸造缺陷的分类和影响铸造缺陷的防止措施铸造缺陷的检测和处理大气排放阀体铸件的后续处理和性能检测铸件的清理和热处理铸件的性能检测和试验铸件的质量
阀体类铸件铸造模具成型方法.pdf
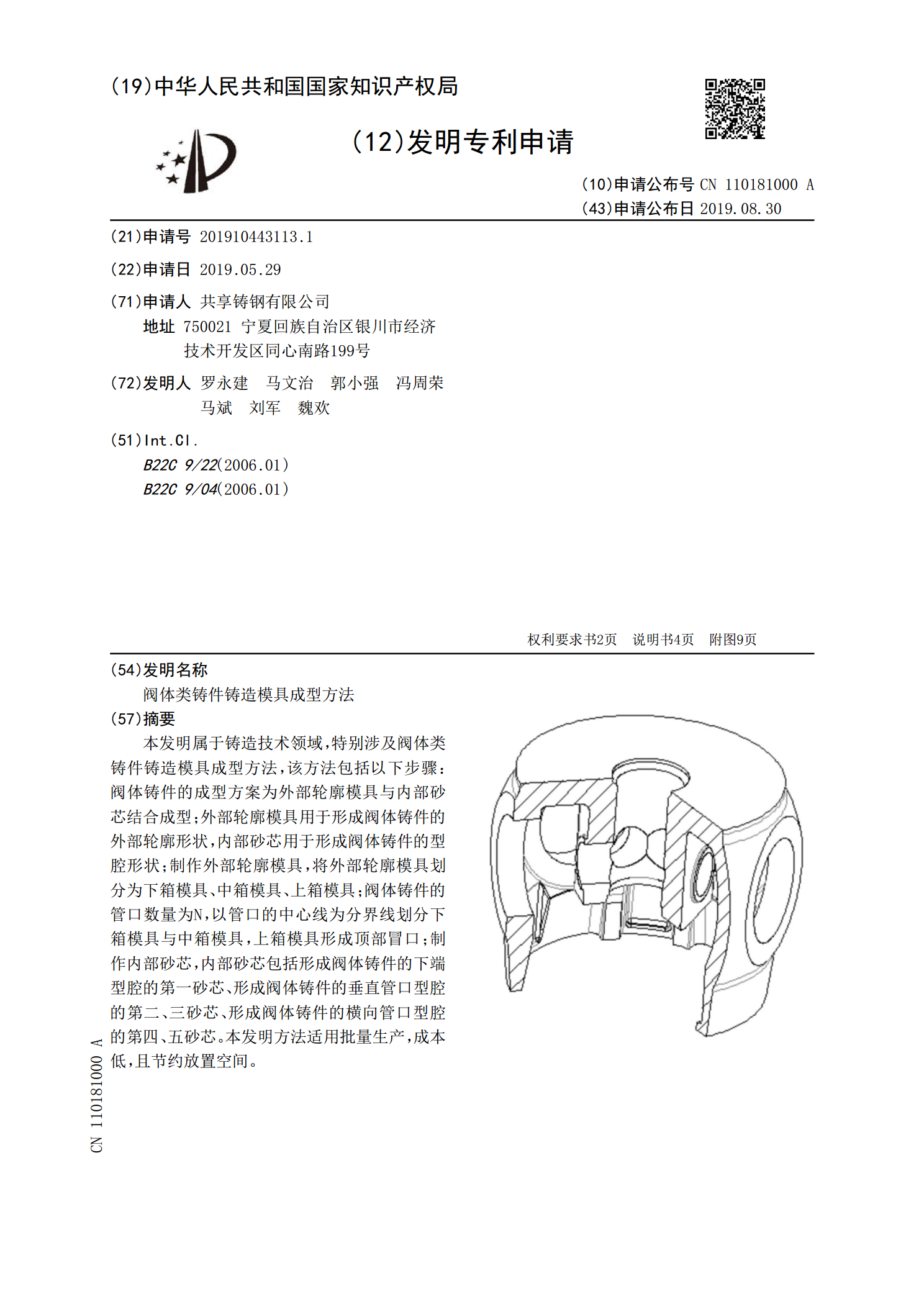
本发明属于铸造技术领域,特别涉及阀体类铸件铸造模具成型方法,该方法包括以下步骤:阀体铸件的成型方案为外部轮廓模具与内部砂芯结合成型;外部轮廓模具用于形成阀体铸件的外部轮廓形状,内部砂芯用于形成阀体铸件的型腔形状;制作外部轮廓模具,将外部轮廓模具划分为下箱模具、中箱模具、上箱模具;阀体铸件的管口数量为N,以管口的中心线为分界线划分下箱模具与中箱模具,上箱模具形成顶部冒口;制作内部砂芯,内部砂芯包括形成阀体铸件的下端型腔的第一砂芯、形成阀体铸件的垂直管口型腔的第二、三砂芯、形成阀体铸件的横向管口型腔的第四、五
带轮铸件的铸造生产工艺.pdf
本发明公开了一种带轮铸件的铸造生产工艺,该生产工艺依次包括模具制作、砂型制作、下芯操作、浇注操作和后续操作,其特征在于:所述砂型制作是指:先在模具的内部充实型砂,然后舂实型砂以完成造型,同时,在完成的造型上设置有充气孔;所述下芯操作与浇注操作之间设置有熔炼操作,该熔炼操作是指先按铸件要求选料,然后在熔化后的铁水中加入合金元素,再在铁水出炉时进行孕育处理,然后进行浇注;所述浇注操作是指:先将铁水注入型腔中,之后通过浇铸得到带轮铸件,这一方法克服了现有技术加工带轮铸件,工序较多,工作量大的问题,提高了生产效率
一种阀门铸件的熔模铸造的生产工艺及阀门铸件.pdf
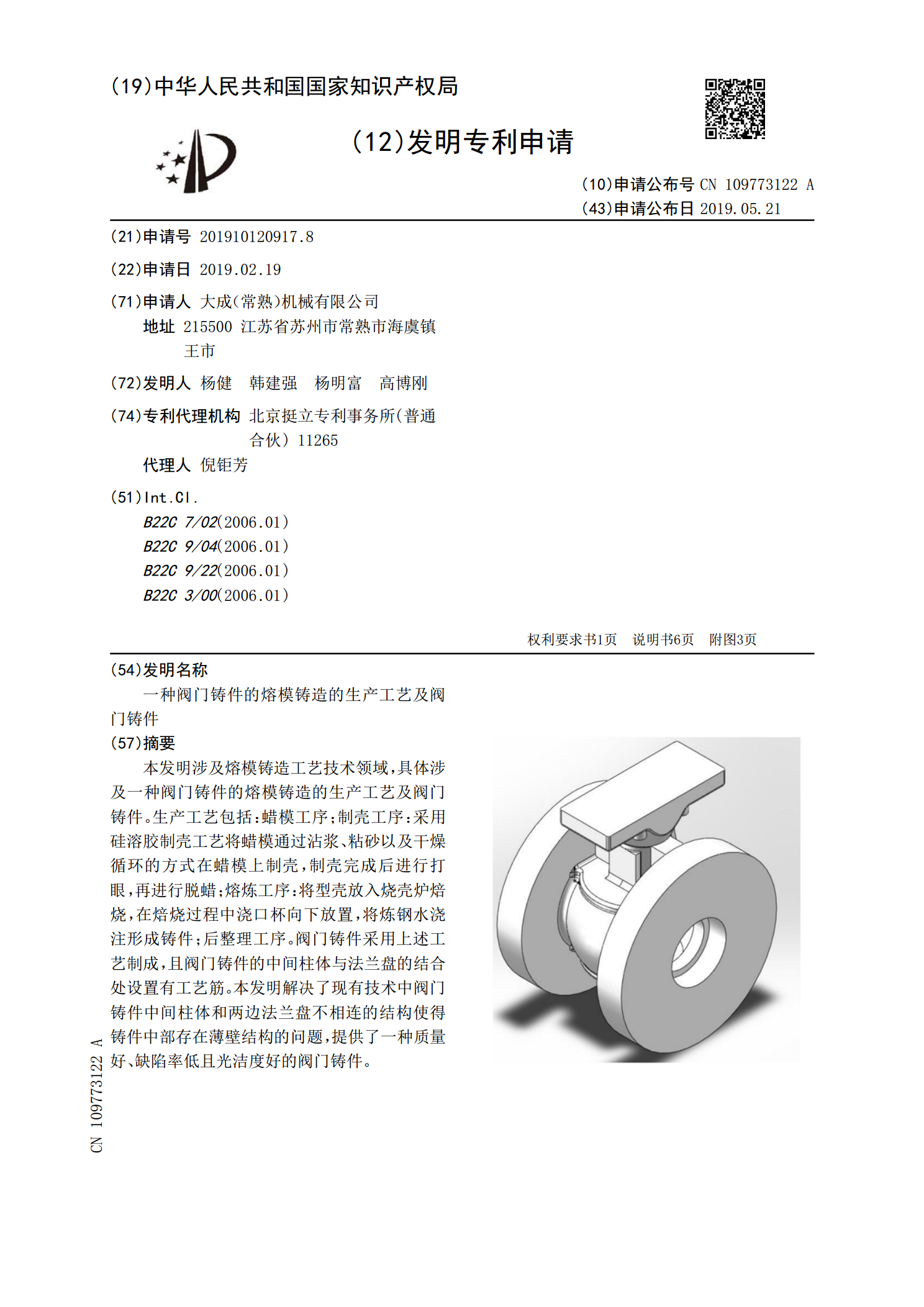
本发明涉及熔模铸造工艺技术领域,具体涉及一种阀门铸件的熔模铸造的生产工艺及阀门铸件。生产工艺包括:蜡模工序;制壳工序:采用硅溶胶制壳工艺将蜡模通过沾浆、粘砂以及干燥循环的方式在蜡模上制壳,制壳完成后进行打眼,再进行脱蜡;熔炼工序:将型壳放入烧壳炉焙烧,在焙烧过程中浇口杯向下放置,将炼钢水浇注形成铸件;后整理工序。阀门铸件采用上述工艺制成,且阀门铸件的中间柱体与法兰盘的结合处设置有工艺筋。本发明解决了现有技术中阀门铸件中间柱体和两边法兰盘不相连的结构使得铸件中部存在薄壁结构的问题,提供了一种质量好、缺陷率低