
高线车间吐丝机安全技术标准.doc

胜利****实阿

1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高线车间吐丝机安全技术标准.doc
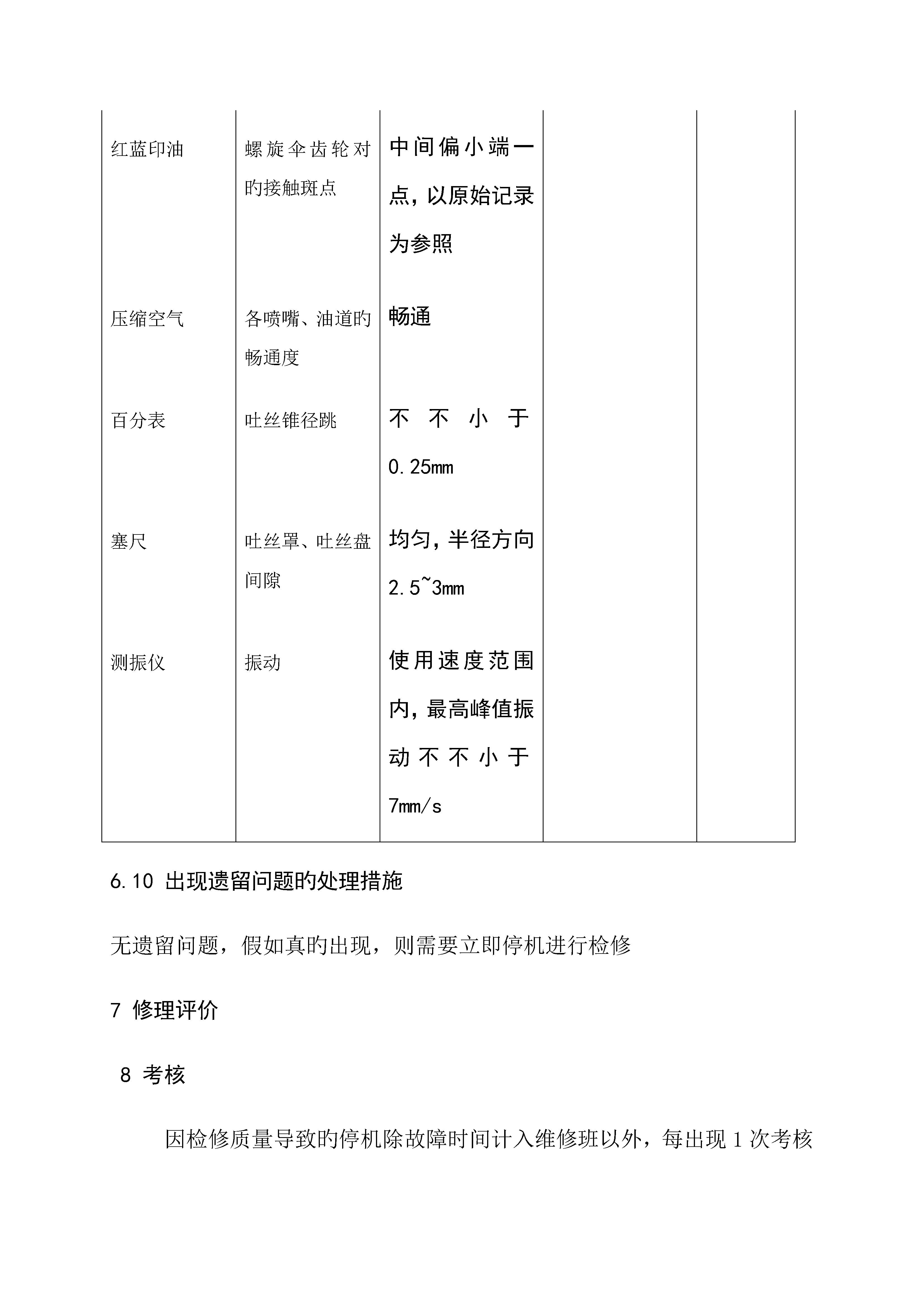
山东石横特钢集团有限企业作业文献OD(JD)JW.6.×××Q/ST-J07-445-2023高线车间吐丝机大修安全技术原则(第一版)管理部门:机动处受控状态:发放编号:编制:叶毅审核:批准:原则化审查:2023-xx-xx公布2023-xx-xx实行文献审批单文献名称高线车间吐丝机大修安全技术原则(电气仪表部分)文献编码Q/ST-J07-445-2023编制部门高线车间起草人叶毅打印份数发放范围审核意见负责人签字:日期:年月日同意意见负责人签字:同意日期:年月日实行日期:年月日备注更改履历表编码:R4.
卧式吐丝机.pdf
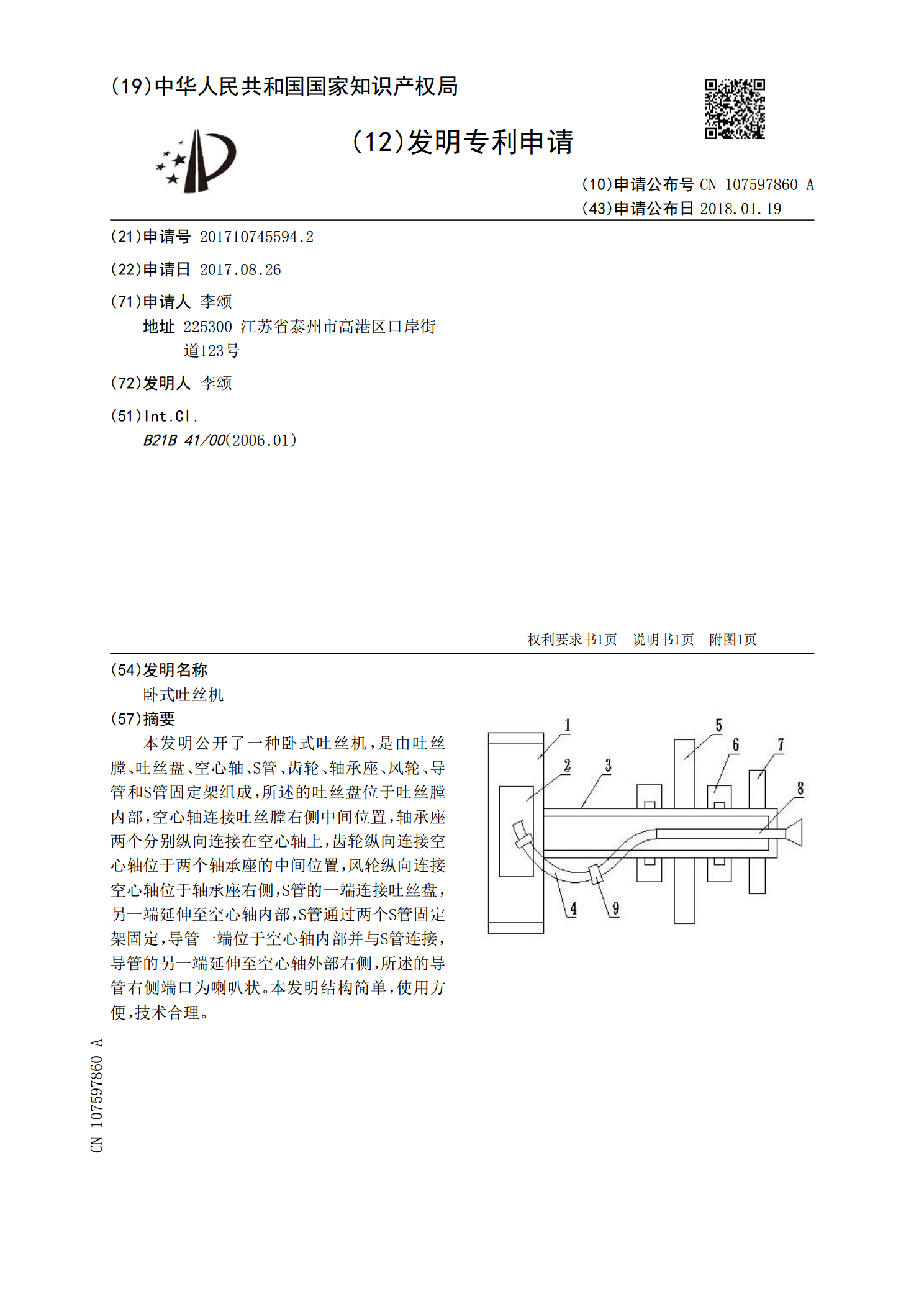
本发明公开了一种卧式吐丝机,是由吐丝膛、吐丝盘、空心轴、S管、齿轮、轴承座、风轮、导管和S管固定架组成,所述的吐丝盘位于吐丝膛内部,空心轴连接吐丝膛右侧中间位置,轴承座两个分别纵向连接在空心轴上,齿轮纵向连接空心轴位于两个轴承座的中间位置,风轮纵向连接空心轴位于轴承座右侧,S管的一端连接吐丝盘,另一端延伸至空心轴内部,S管通过两个S管固定架固定,导管一端位于空心轴内部并与S管连接,导管的另一端延伸至空心轴外部右侧,所述的导管右侧端口为喇叭状。本发明结构简单,使用方便,技术合理。
卷材吐丝机.pdf
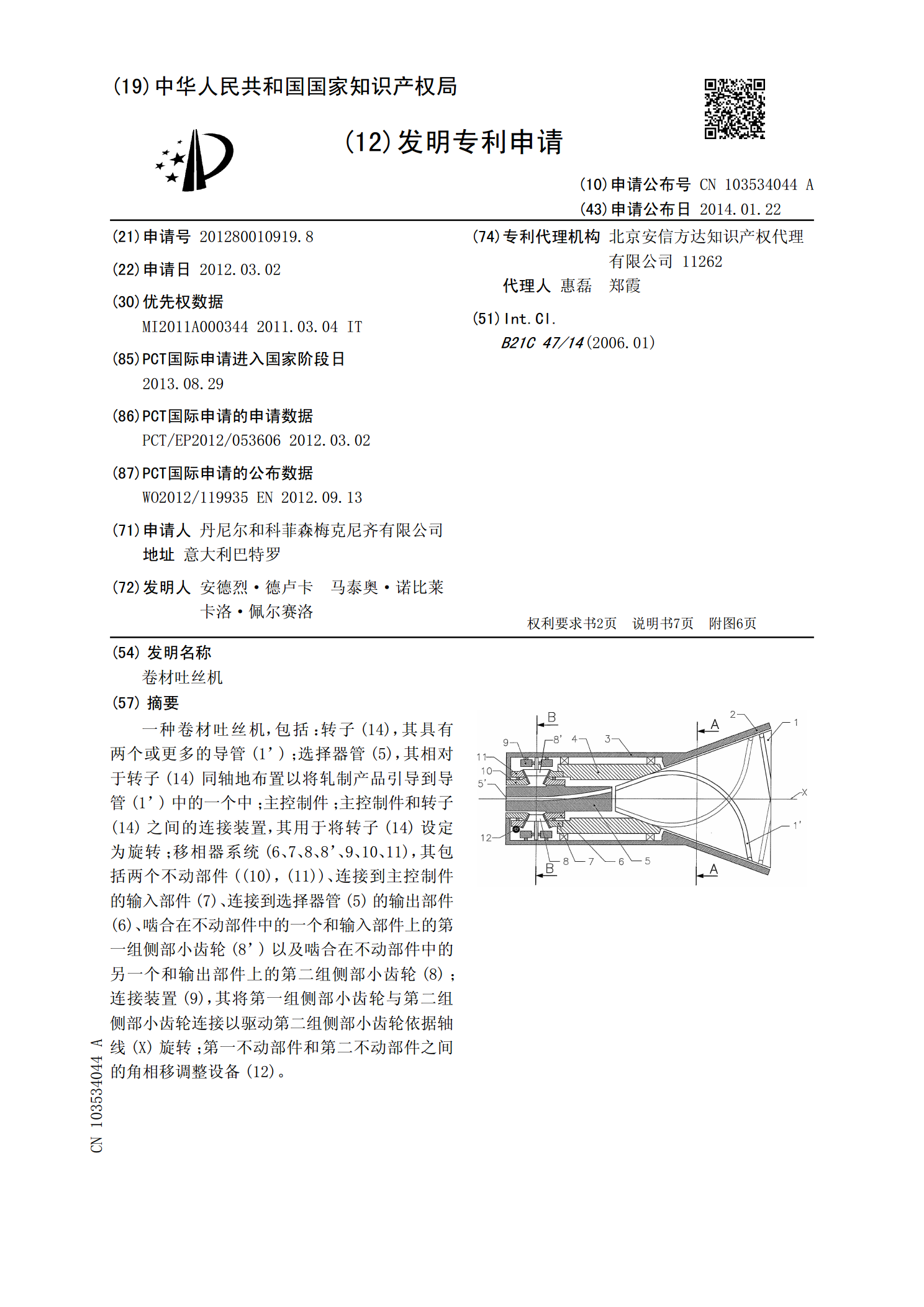
一种卷材吐丝机,包括:转子(14),其具有两个或更多的导管(1’);选择器管(5),其相对于转子(14)同轴地布置以将轧制产品引导到导管(1’)中的一个中;主控制件;主控制件和转子(14)之间的连接装置,其用于将转子(14)设定为旋转;移相器系统(6、7、8、8’、9、10、11),其包括两个不动部件((10),(11))、连接到主控制件的输入部件(7)、连接到选择器管(5)的输出部件(6)、啮合在不动部件中的一个和输入部件上的第一组侧部小齿轮(8’)以及啮合在不动部件中的另一个和输出部件上的第二组侧部小

吐丝机调整工安全操作规程.docx
吐丝机调整工安全操作规程-1--2-吐丝机调整工安全操作章程1、上岗之前要穿戴好个人劳保用品。2、检查所使用的工具是否牢靠、紧固检查夹送辊是否运转正常吐丝机良好所有的安全防护装置是否完整无缺。3、检查穿水区内各导线管、引线管、喇叭口是否高低一致管内无阻物所有的控制开关是否灵活、有效各旋转设备和传动装置应转动自如时常处于良好状态。4、在生产中若出现卡钢、跑钢、堆钢时操作工必须让操纵台亮红灯显示停止过钢切实做到停机后方可处理事故。5、在调整夹送辊、吐丝机时要首先得到班长的允许然后通知操纵台的

吐丝机主轴组件及吐丝机和平衡吐丝机动不平衡的方法.pdf
本发明公开了一种平衡吐丝机动不平衡的方法,还公开了一种吐丝机主轴组件,包括主轴和固定在主轴上的吐丝管,所述主轴上设置有平衡吐丝管偏心质量的吐丝管平衡块,以及公开了一种可调节平衡的吐丝机,包括箱体、电机、通过联轴器与电机转子连接的主动锥齿轮和固定在主轴上的从动锥齿轮,所述从动锥齿轮与主动锥齿轮啮合,所述主轴通过轴承安装在箱体上;本发明利用了吐丝管过钢时,位于吐丝管内各规格轧件的质心坐标均相同不变、且与吐丝管的质心坐标相同的特性,通过在主轴上设置平衡吐丝管、吐丝管中轧件和主轴偏心质量的平衡块,使吐丝机在工作时