
立式加工中心技术规格书.doc

胜利****实阿

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

立式加工中心技术规格书.doc
立式加工中心技术规格设备名称:立式加工中心数量:1台一、设备用途1、设备用途1.1加工对象、用途:加工几何形状复杂,尺寸繁多,精度规定高旳零件;加工型腔、曲面、球面等;加工多种公、英制内外螺纹;能铣削外形、铣槽及倒角,也可以进行钻、扩、铰、滚压及镗、铣削、攻丝加工;合用于中、小批量及单件生产,也可用于复杂零件旳大批量生产。1.2基本规定:机床应是3轴3联动、半闭环数控加工中心。床身采用密烘技术铸铁床身,高刚性线性导轨,带自动排屑功能。具有刚性攻丝功能,可以容纳20把刀旳电子伞式刀库,FANUC18i以上系

立式加工中心订购技术协议.doc
立式加工中心数量:2台用途:用于变速器铝合金上盖、后盖的批量生产。加工零件要求:见附图全加工,达到图纸各项要求。2.1加工材料:铝合金;加工余量:≤2mm。机床主要规格:3.1.1行程:X轴≥800mm;Y轴≥500mm;Z轴≥500mm。3.1.2主轴转速:50~8000r/min3.1.3主轴孔锥度:7/24BT403.1.4主轴鼻端至工作台距离:≥100~650mm3.1.5主轴中心至立柱轨面距离:≥480mm3.1.6工作台至立柱轨面距离:≥255~755mm3.2进给:X、Y、Z轴快速移动≥24
立式加工中心.pdf
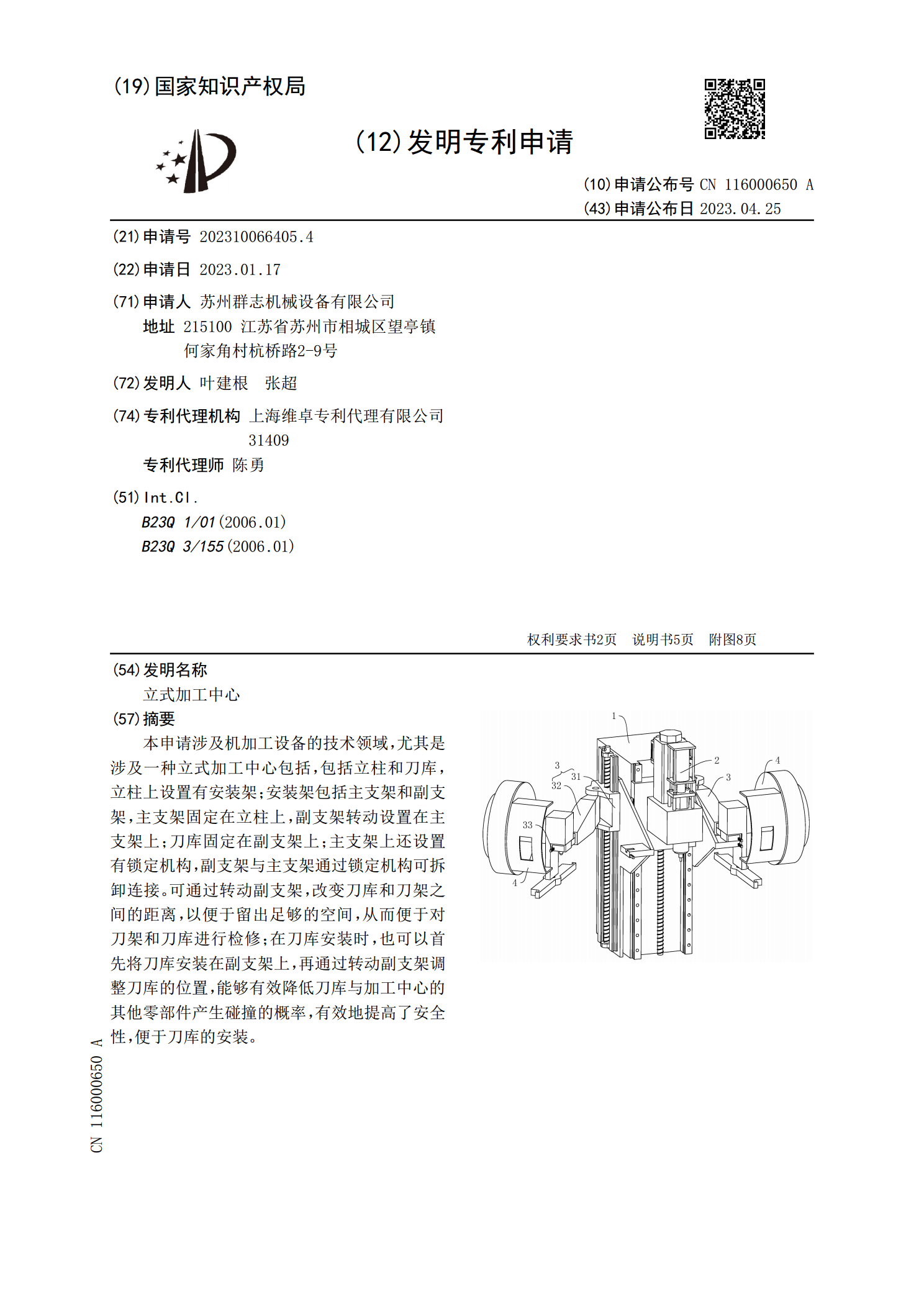
本申请涉及机加工设备的技术领域,尤其是涉及一种立式加工中心包括,包括立柱和刀库,立柱上设置有安装架;安装架包括主支架和副支架,主支架固定在立柱上,副支架转动设置在主支架上;刀库固定在副支架上;主支架上还设置有锁定机构,副支架与主支架通过锁定机构可拆卸连接。可通过转动副支架,改变刀库和刀架之间的距离,以便于留出足够的空间,从而便于对刀架和刀库进行检修;在刀库安装时,也可以首先将刀库安装在副支架上,再通过转动副支架调整刀库的位置,能够有效降低刀库与加工中心的其他零部件产生碰撞的概率,有效地提高了安全性,便于刀
高速立式加工中心.pdf
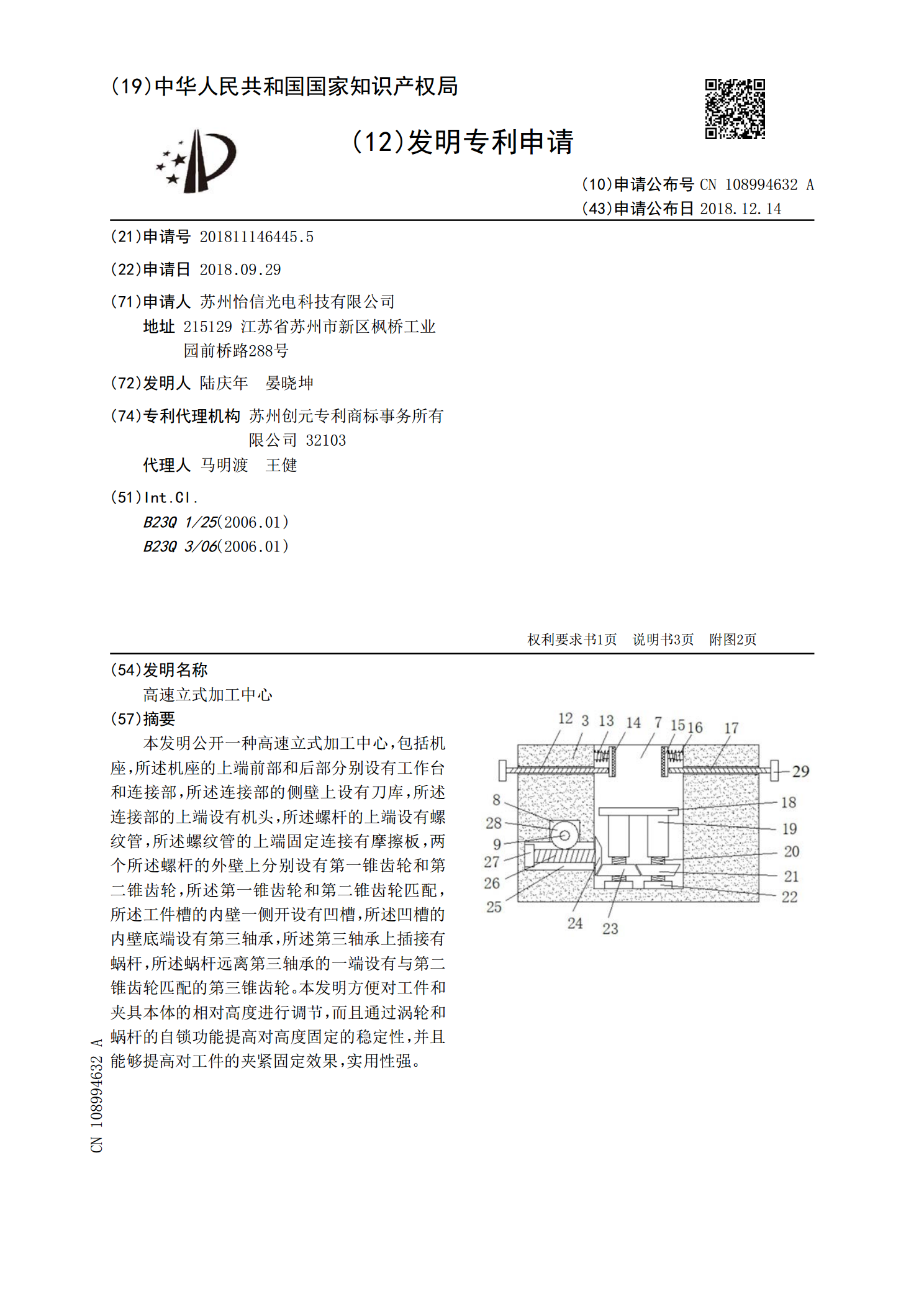
本发明公开一种高速立式加工中心,包括机座,所述机座的上端前部和后部分别设有工作台和连接部,所述连接部的侧壁上设有刀库,所述连接部的上端设有机头,所述螺杆的上端设有螺纹管,所述螺纹管的上端固定连接有摩擦板,两个所述螺杆的外壁上分别设有第一锥齿轮和第二锥齿轮,所述第一锥齿轮和第二锥齿轮匹配,所述工件槽的内壁一侧开设有凹槽,所述凹槽的内壁底端设有第三轴承,所述第三轴承上插接有蜗杆,所述蜗杆远离第三轴承的一端设有与第二锥齿轮匹配的第三锥齿轮。本发明方便对工件和夹具本体的相对高度进行调节,而且通过涡轮和蜗杆的自锁功

新型立式加工中心.pdf
本发明公开了一种新型立式加工中心,包括立柱、床鞍和床身,将配重采用中间导向结构,无需调整两侧边间距,只需保证配重与导向杆的中心位置即可;将电机座、轴承座与鞍座做成整体式,直接通过加工保证该向电机座、轴承座的精度,保证精度的同时,减少了装配的调整量,减少了成本;Y向前拖罩改为分体结构,起吊时只需将拖罩分体连接处螺钉拆掉,重叠部向后滚动,露出起吊孔,机床就可以进行起吊;将链轮中间轴改为整体一根式的长链轴,可以防倾斜。