
一种保证同轴度的螺栓夹具.pdf

宜然****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种保证同轴度的螺栓夹具.pdf
本发明公开了一种保证同轴度的螺栓夹具,包括螺钉、固定块、圆筒和夹持筒;所述夹持筒内开有容置槽;所述圆筒的直径与夹持筒的容置槽直径相同;所述圆筒上设有与其垂直的固定块;所述固定块上设有螺钉;所述圆筒插入到容置槽中,且通过螺钉固定在夹持筒上;所述圆筒的内径与工件的直径相同,当加工工件的时候,把圆筒固定到夹持筒上,然后把工件插入到圆筒中后再进行加工。本发明的一种保证同轴度的螺栓夹具,很好的解决了同轴度的问题,保证了精度,其结构简单实用,提高了生产效率。

一种保证同轴度的双向加工刀具.pdf
本发明公开了一种保证同轴度的双向加工刀具,包括拉钉、刀柄、刀杆、刀头和刀片;拉钉、刀柄、刀杆依次固定连接,两个刀头平行安装在刀杆上;每个刀头上固定有一个刀片,两个刀片的方向相反且两个刀尖的切削角相反,刀尖距离大于被加工孔的深度,形成双向加工刀具,位于下方的刀片加工上方的孔,位于上方的刀片加工下方的孔;两个刀头相对于刀杆的伸出量相同且要避免干涉行星架上的轴肩;本发明实现了行星排框架的设计基准一次装夹一次刀具加工,设计基准与被测要素同一次装夹两次换刀加工,使行星排框架总成的轴承安装面与行星轮轴孔机加过程中直接

一种保证轴套同轴度的制造工艺.pdf
一种保证轴套同轴度的制造工艺,其包括如下步骤:提供轴套毛坯;夹持该轴套毛坯的外侧壁的一端并同时对该轴承毛坯的内、外侧壁进行车削,对该轴承毛坯的外侧壁的车削为第一次车削并留有一定的余量,对该轴套毛坯的外侧壁的第一次车削的轴向长度大于该轴套毛坯的轴向长度的一半且小于该轴套毛坯的全部轴套长度;夹持该轴套毛坯已被车削后的外侧壁以对该轴承毛坯未车削的外侧壁进行第二次车削并留有一定的余量;提供一个无心磨床,对车削后所述轴套毛坯进行磨削以使所述轴套的外侧壁的精度达到精度要求以制得高同轴度的轴套。本制造工艺由于无心磨不会
一种同轴快装结构及一种同轴夹具.pdf
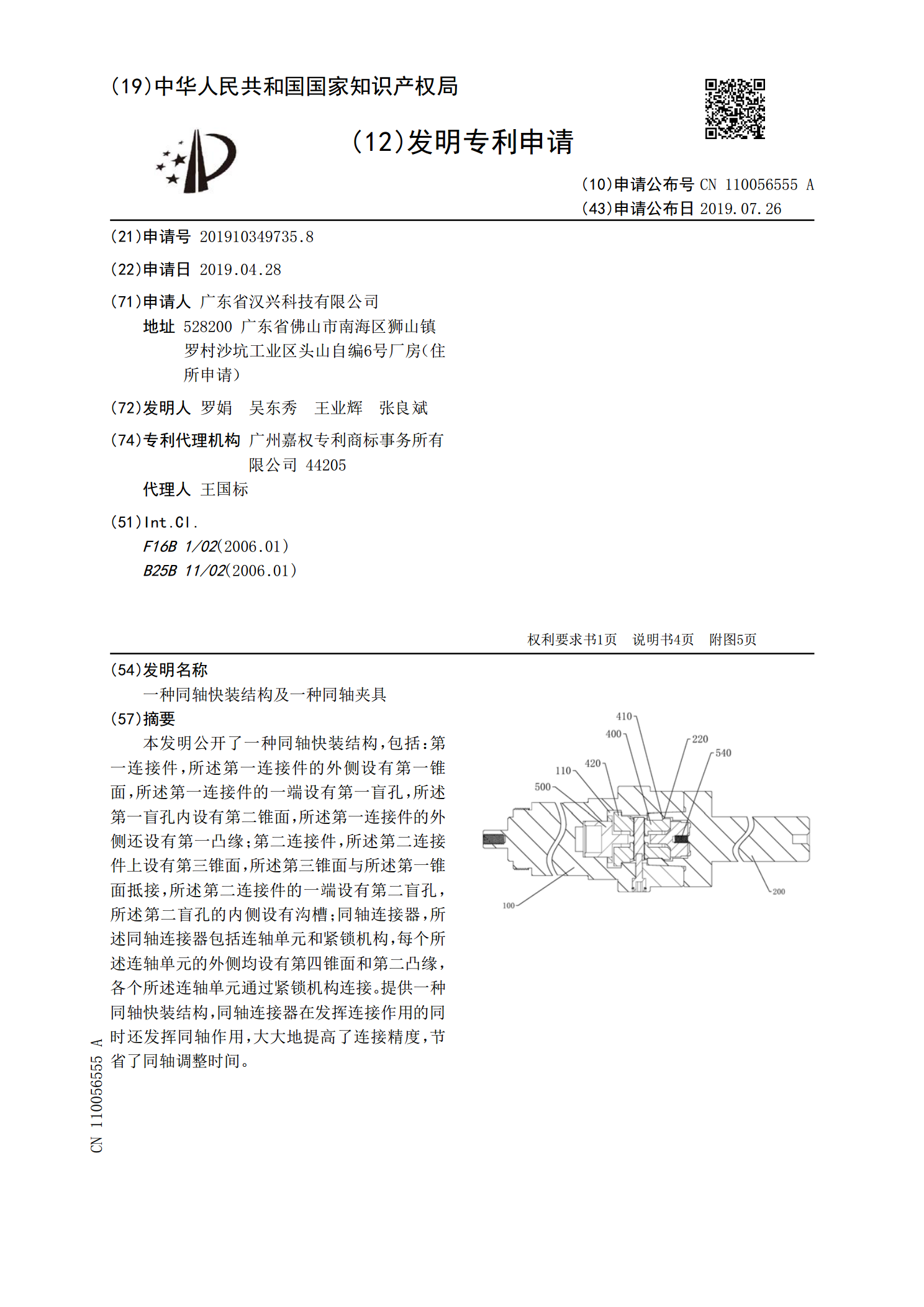
本发明公开了一种同轴快装结构,包括:第一连接件,所述第一连接件的外侧设有第一锥面,所述第一连接件的一端设有第一盲孔,所述第一盲孔内设有第二锥面,所述第一连接件的外侧还设有第一凸缘;第二连接件,所述第二连接件上设有第三锥面,所述第三锥面与所述第一锥面抵接,所述第二连接件的一端设有第二盲孔,所述第二盲孔的内侧设有沟槽;同轴连接器,所述同轴连接器包括连轴单元和紧锁机构,每个所述连轴单元的外侧均设有第四锥面和第二凸缘,各个所述连轴单元通过紧锁机构连接。提供一种同轴快装结构,同轴连接器在发挥连接作用的同时还发挥同轴

一种对接式光学组件同轴度保持精密自动装配夹具.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021455A(43)申请公布日2023.04.28(21)申请号202310153593.4(22)申请日2023.02.22(71)申请人中国工程物理研究院电子工程研究所地址621999四川省绵阳市绵山路64号(72)发明人王恩刚张伟玮李凡谭兴闻尚振东(74)专利代理机构北京中济纬天专利代理有限公司11429专利代理师李蜜(51)Int.Cl.B25B11/02(2006.01)F16B11/00(2006.01)权利要求书1页说明