
一种保证轴套同轴度的制造工艺.pdf

玄静****写意


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种保证轴套同轴度的制造工艺.pdf
一种保证轴套同轴度的制造工艺,其包括如下步骤:提供轴套毛坯;夹持该轴套毛坯的外侧壁的一端并同时对该轴承毛坯的内、外侧壁进行车削,对该轴承毛坯的外侧壁的车削为第一次车削并留有一定的余量,对该轴套毛坯的外侧壁的第一次车削的轴向长度大于该轴套毛坯的轴向长度的一半且小于该轴套毛坯的全部轴套长度;夹持该轴套毛坯已被车削后的外侧壁以对该轴承毛坯未车削的外侧壁进行第二次车削并留有一定的余量;提供一个无心磨床,对车削后所述轴套毛坯进行磨削以使所述轴套的外侧壁的精度达到精度要求以制得高同轴度的轴套。本制造工艺由于无心磨不会
一种同轴套筒型缩径钢管同轴度检测装置.pdf
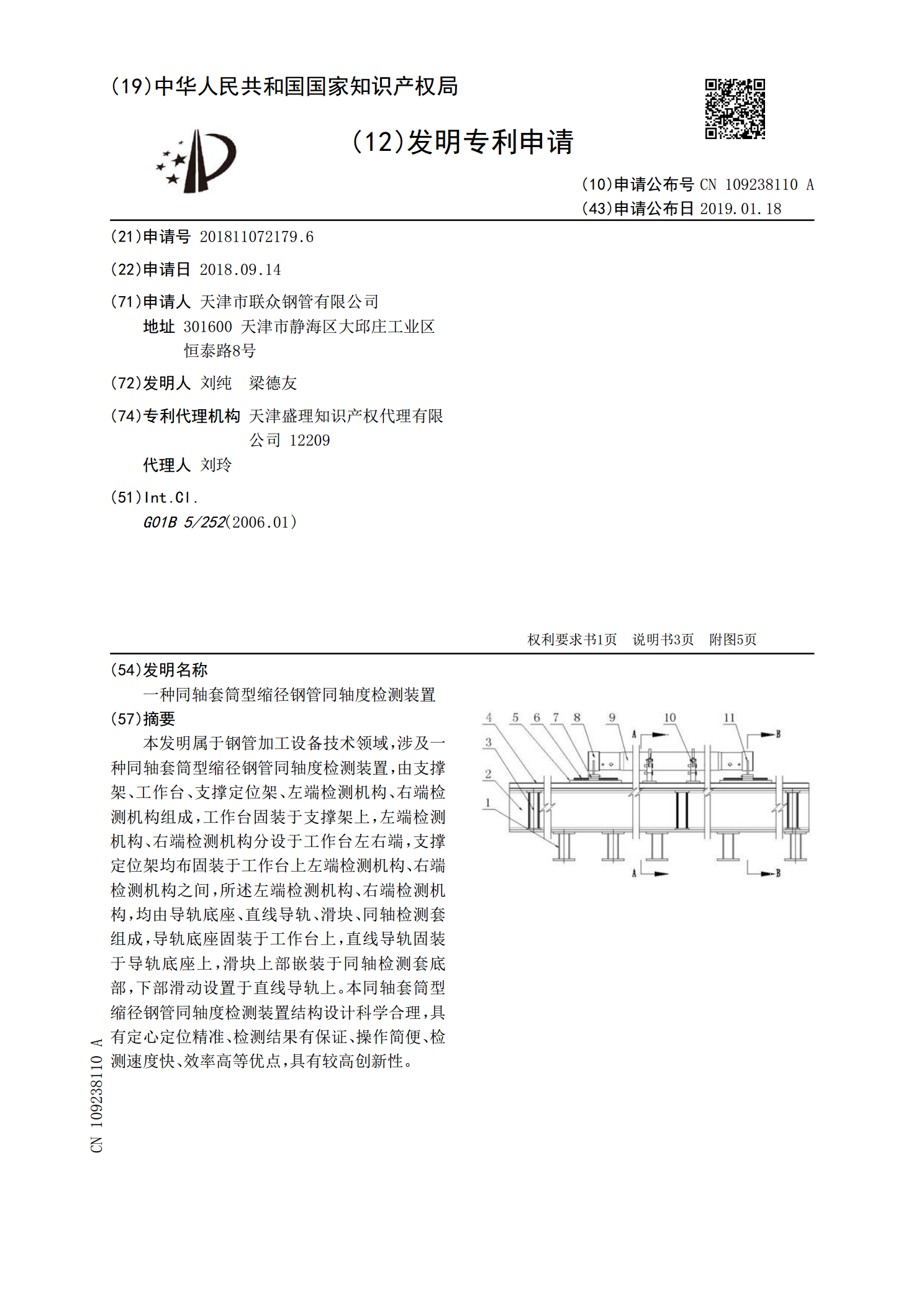
本发明属于钢管加工设备技术领域,涉及一种同轴套筒型缩径钢管同轴度检测装置,由支撑架、工作台、支撑定位架、左端检测机构、右端检测机构组成,工作台固装于支撑架上,左端检测机构、右端检测机构分设于工作台左右端,支撑定位架均布固装于工作台上左端检测机构、右端检测机构之间,所述左端检测机构、右端检测机构,均由导轨底座、直线导轨、滑块、同轴检测套组成,导轨底座固装于工作台上,直线导轨固装于导轨底座上,滑块上部嵌装于同轴检测套底部,下部滑动设置于直线导轨上。本同轴套筒型缩径钢管同轴度检测装置结构设计科学合理,具有定心定

一种保证同轴度的螺栓夹具.pdf
本发明公开了一种保证同轴度的螺栓夹具,包括螺钉、固定块、圆筒和夹持筒;所述夹持筒内开有容置槽;所述圆筒的直径与夹持筒的容置槽直径相同;所述圆筒上设有与其垂直的固定块;所述固定块上设有螺钉;所述圆筒插入到容置槽中,且通过螺钉固定在夹持筒上;所述圆筒的内径与工件的直径相同,当加工工件的时候,把圆筒固定到夹持筒上,然后把工件插入到圆筒中后再进行加工。本发明的一种保证同轴度的螺栓夹具,很好的解决了同轴度的问题,保证了精度,其结构简单实用,提高了生产效率。

一种保证同轴度的双向加工刀具.pdf
本发明公开了一种保证同轴度的双向加工刀具,包括拉钉、刀柄、刀杆、刀头和刀片;拉钉、刀柄、刀杆依次固定连接,两个刀头平行安装在刀杆上;每个刀头上固定有一个刀片,两个刀片的方向相反且两个刀尖的切削角相反,刀尖距离大于被加工孔的深度,形成双向加工刀具,位于下方的刀片加工上方的孔,位于上方的刀片加工下方的孔;两个刀头相对于刀杆的伸出量相同且要避免干涉行星架上的轴肩;本发明实现了行星排框架的设计基准一次装夹一次刀具加工,设计基准与被测要素同一次装夹两次换刀加工,使行星排框架总成的轴承安装面与行星轮轴孔机加过程中直接

同轴套管的优势初探.doc
同轴套管的优势初探白俊文石景祯赵凯凯(杭州沈氏换热器有限公司)摘要:作为近年来发展的高效换热技术之一同轴换热器,其核心部件为内管即:螺旋槽纹管。国内外对该高效换热管型,虽有一定的技术研究,但研究的深度与广度,还远远达不到实际应用的需求。笔者所在单位,作为最先使用该先进技术的公司之一,对该管型做了大量的试验,已有一定的经验总结。在此根据试验数据把对该换热管的粗浅研究资料,介绍给业内同仁,算是抛砖引玉,希冀与有识之士共同提高。关键词:高效换热器;同轴换热器;螺旋槽纹管;强化传热。Researchesonthe