
钢管胀压车用桥壳多向压制数控成形液压机.pdf

甲申****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢管胀压车用桥壳多向压制数控成形液压机.pdf
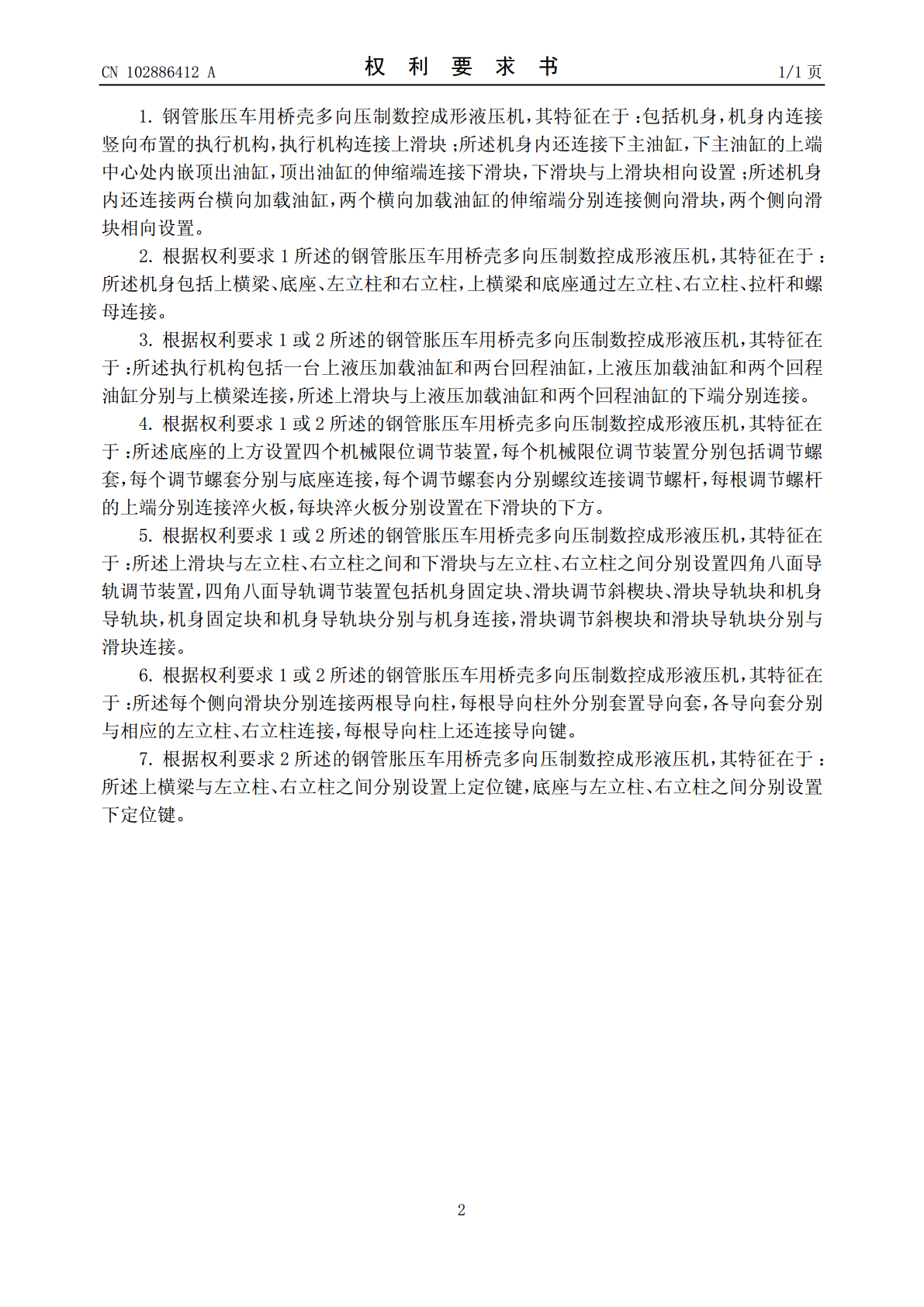
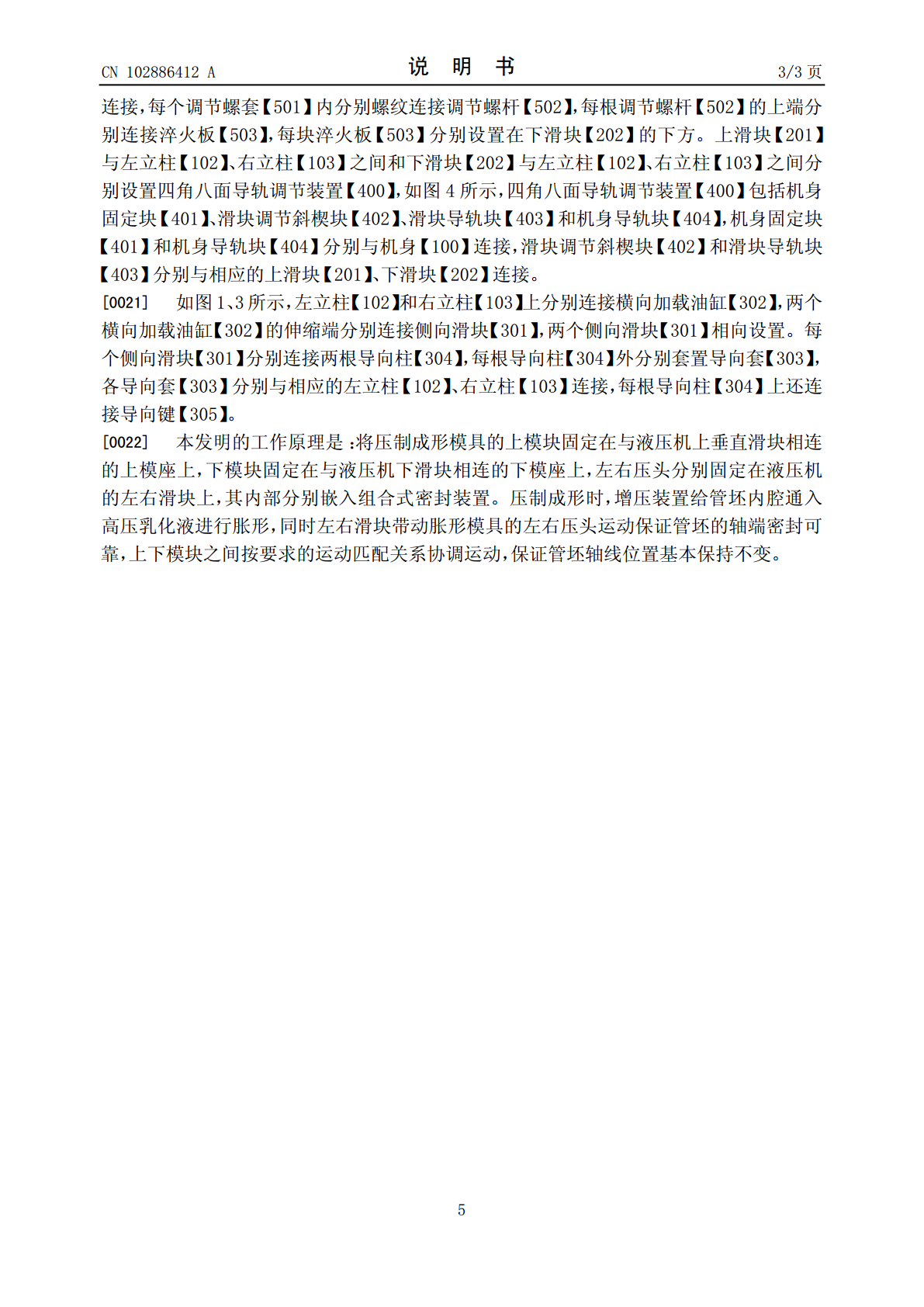
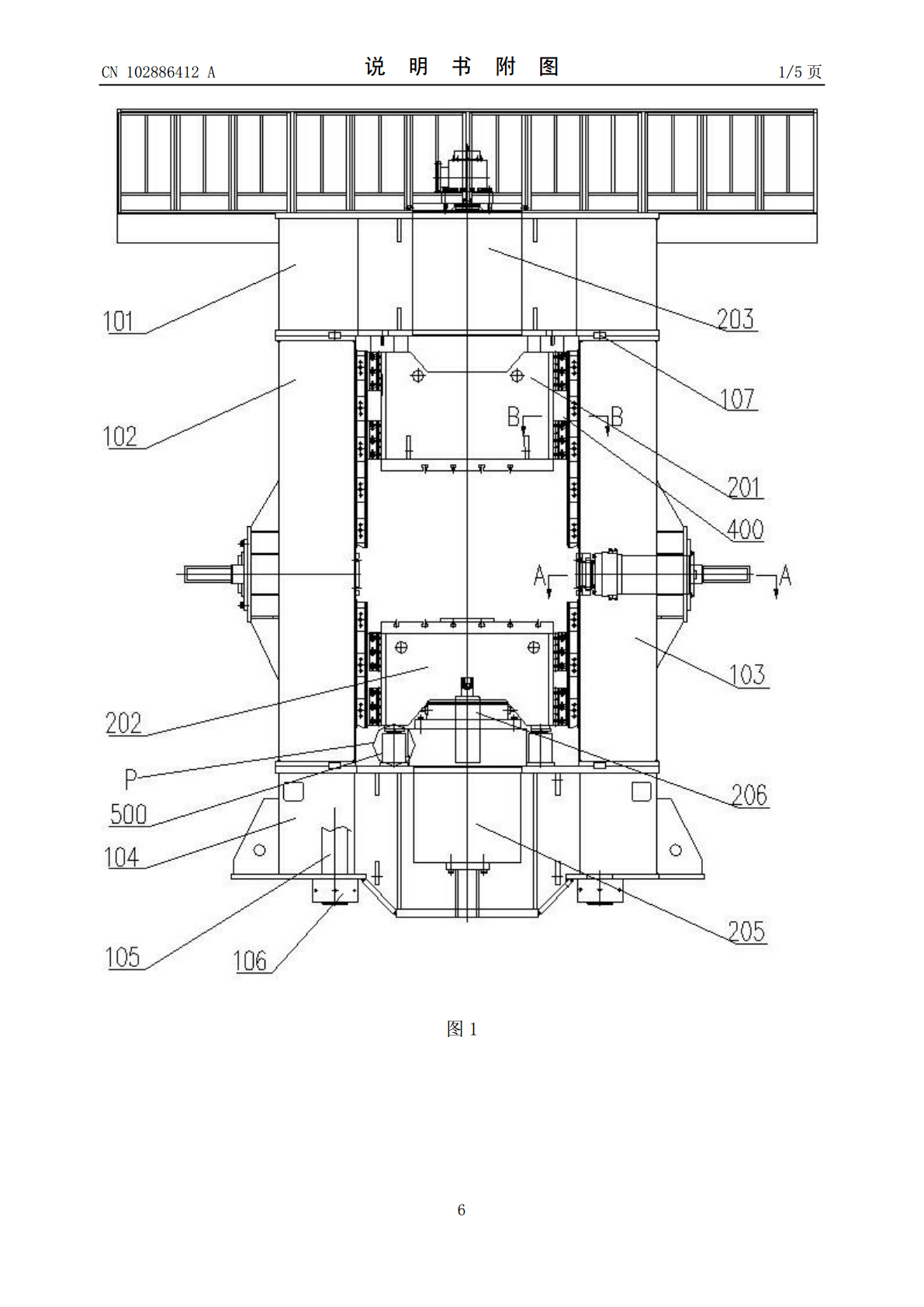
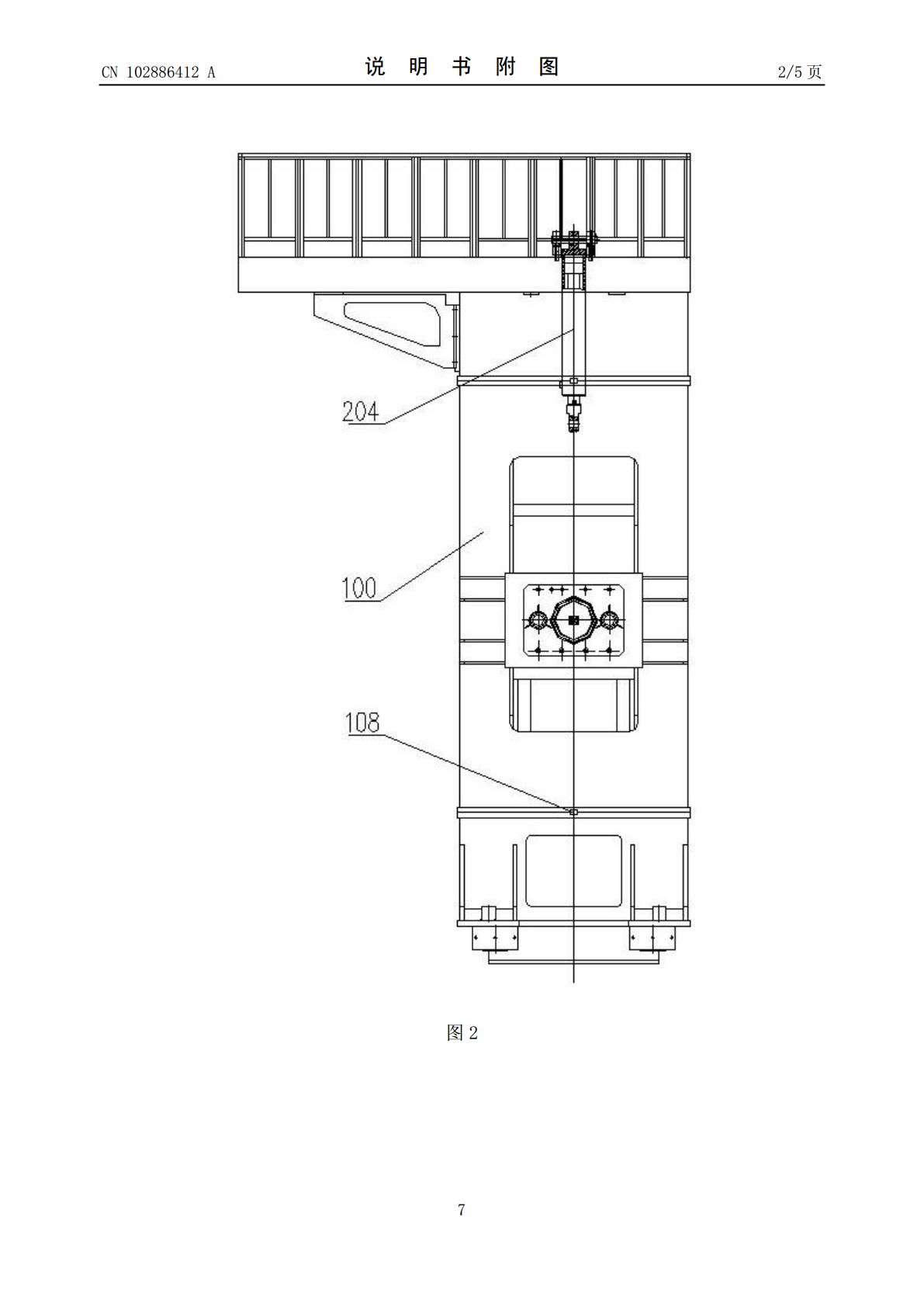
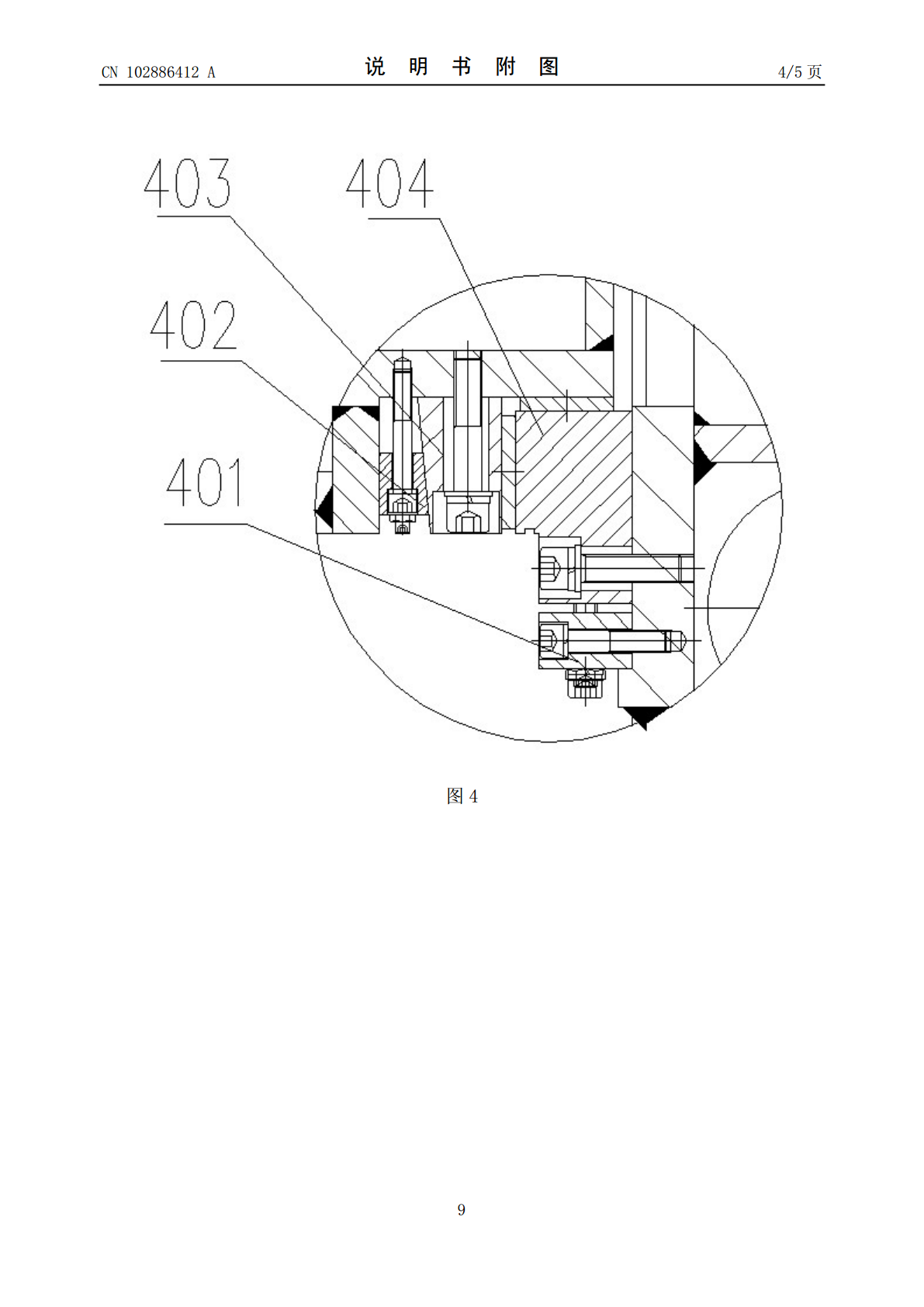
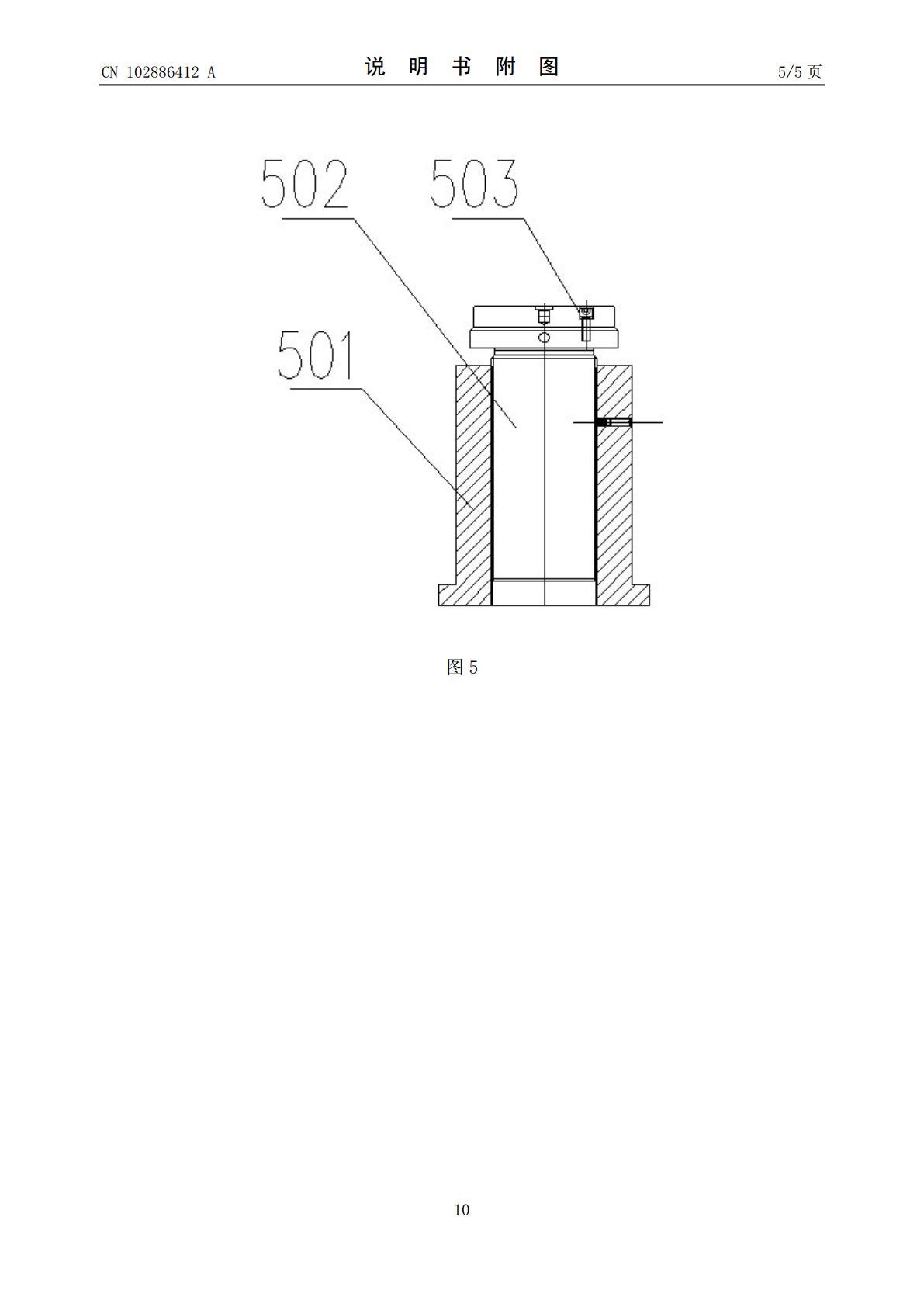
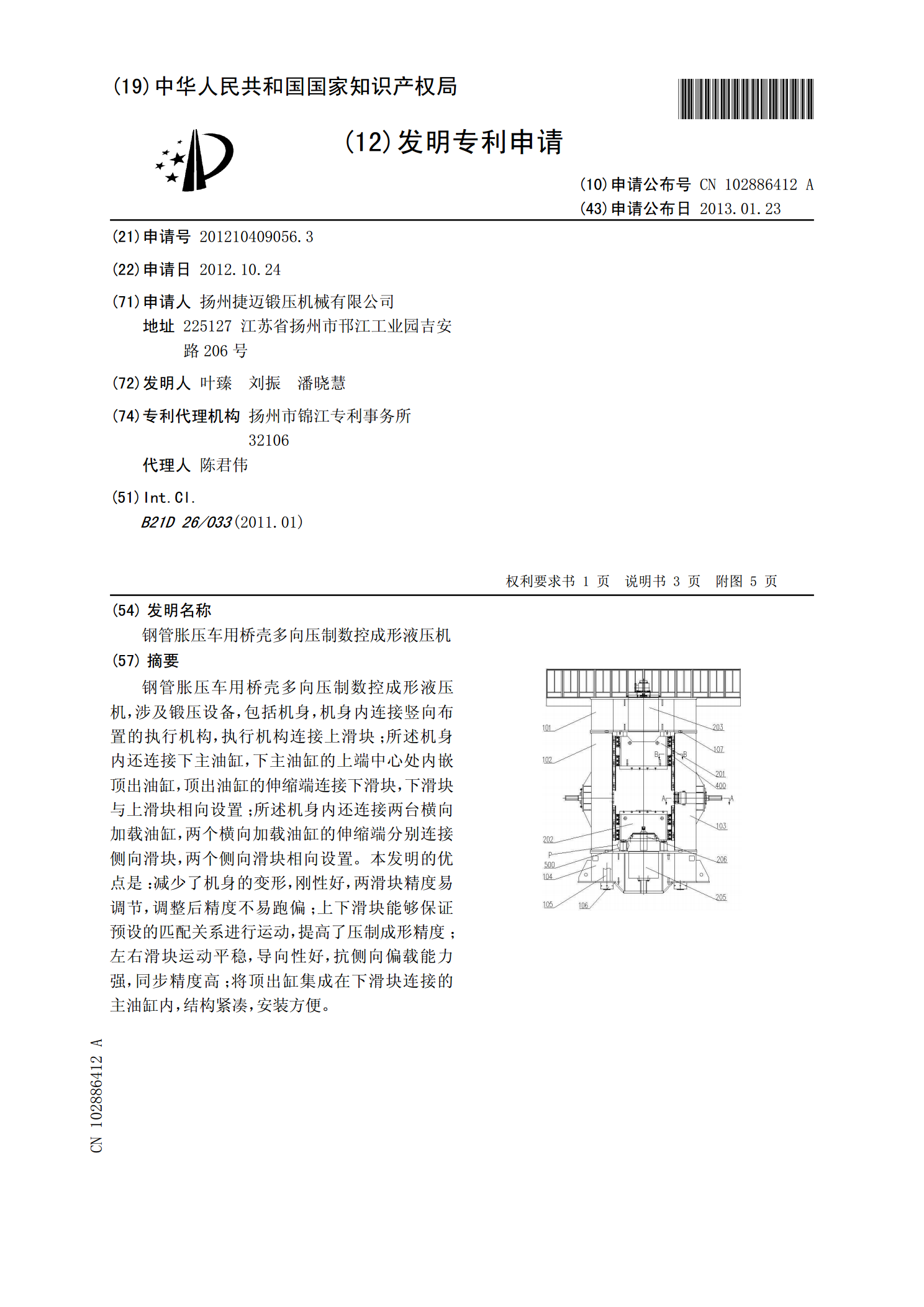
钢管胀压车用桥壳多向压制数控成形液压机,涉及锻压设备,包括机身,机身内连接竖向布置的执行机构,执行机构连接上滑块;所述机身内还连接下主油缸,下主油缸的上端中心处内嵌顶出油缸,顶出油缸的伸缩端连接下滑块,下滑块与上滑块相向设置;所述机身内还连接两台横向加载油缸,两个横向加载油缸的伸缩端分别连接侧向滑块,两个侧向滑块相向设置。本发明的优点是:减少了机身的变形,刚性好,两滑块精度易调节,调整后精度不易跑偏;上下滑块能够保证预设的匹配关系进行运动,提高了压制成形精度;左右滑块运动平稳,导向性好,抗侧向偏载能力强,
一种多向压制的热成形液压机.pdf
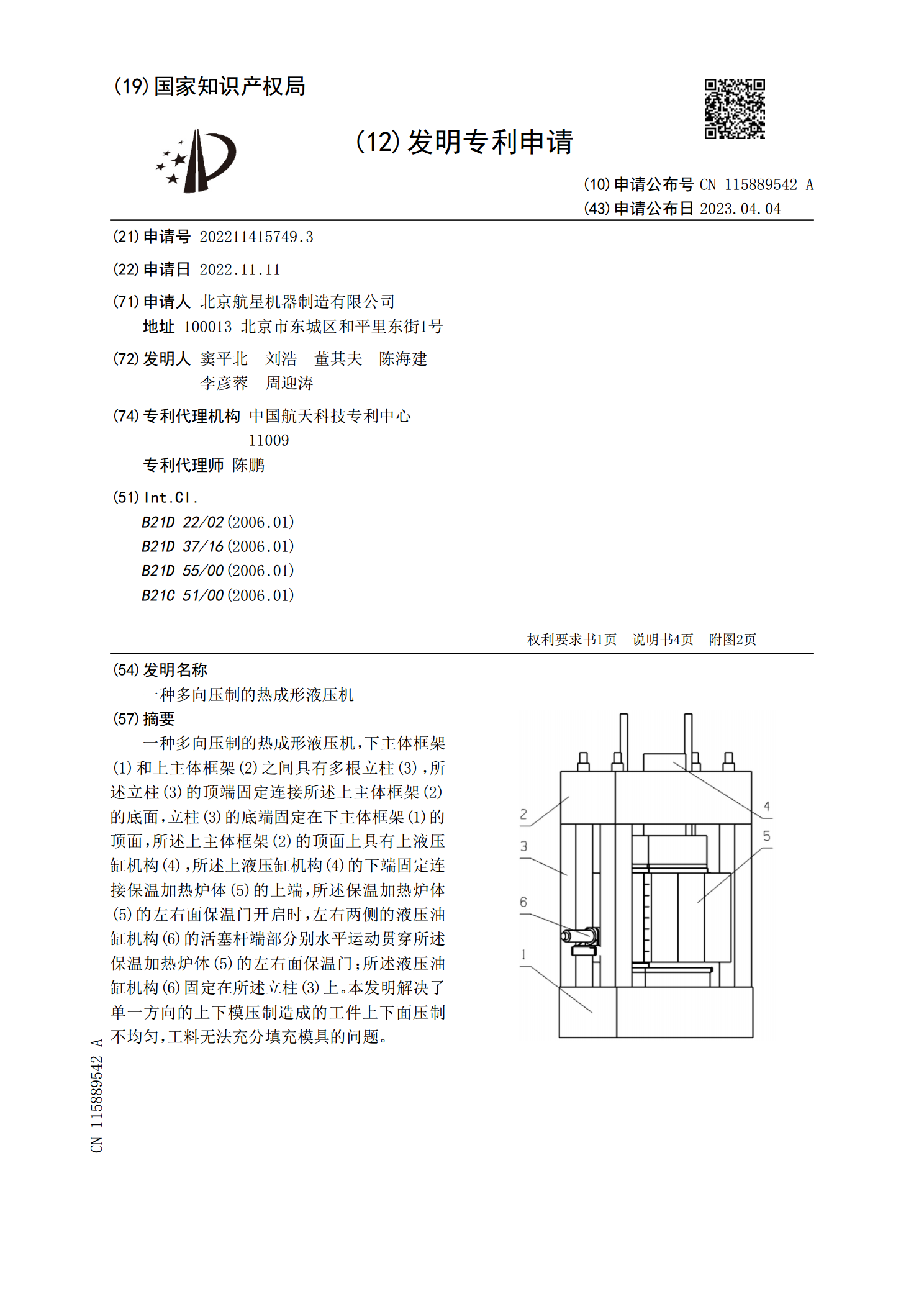
一种多向压制的热成形液压机,下主体框架(1)和上主体框架(2)之间具有多根立柱(3),所述立柱(3)的顶端固定连接所述上主体框架(2)的底面,立柱(3)的底端固定在下主体框架(1)的顶面,所述上主体框架(2)的顶面上具有上液压缸机构(4),所述上液压缸机构(4)的下端固定连接保温加热炉体(5)的上端,所述保温加热炉体(5)的左右面保温门开启时,左右两侧的液压油缸机构(6)的活塞杆端部分别水平运动贯穿所述保温加热炉体(5)的左右面保温门;所述液压油缸机构(6)固定在所述立柱(3)上。本发明解决了单一方向的上
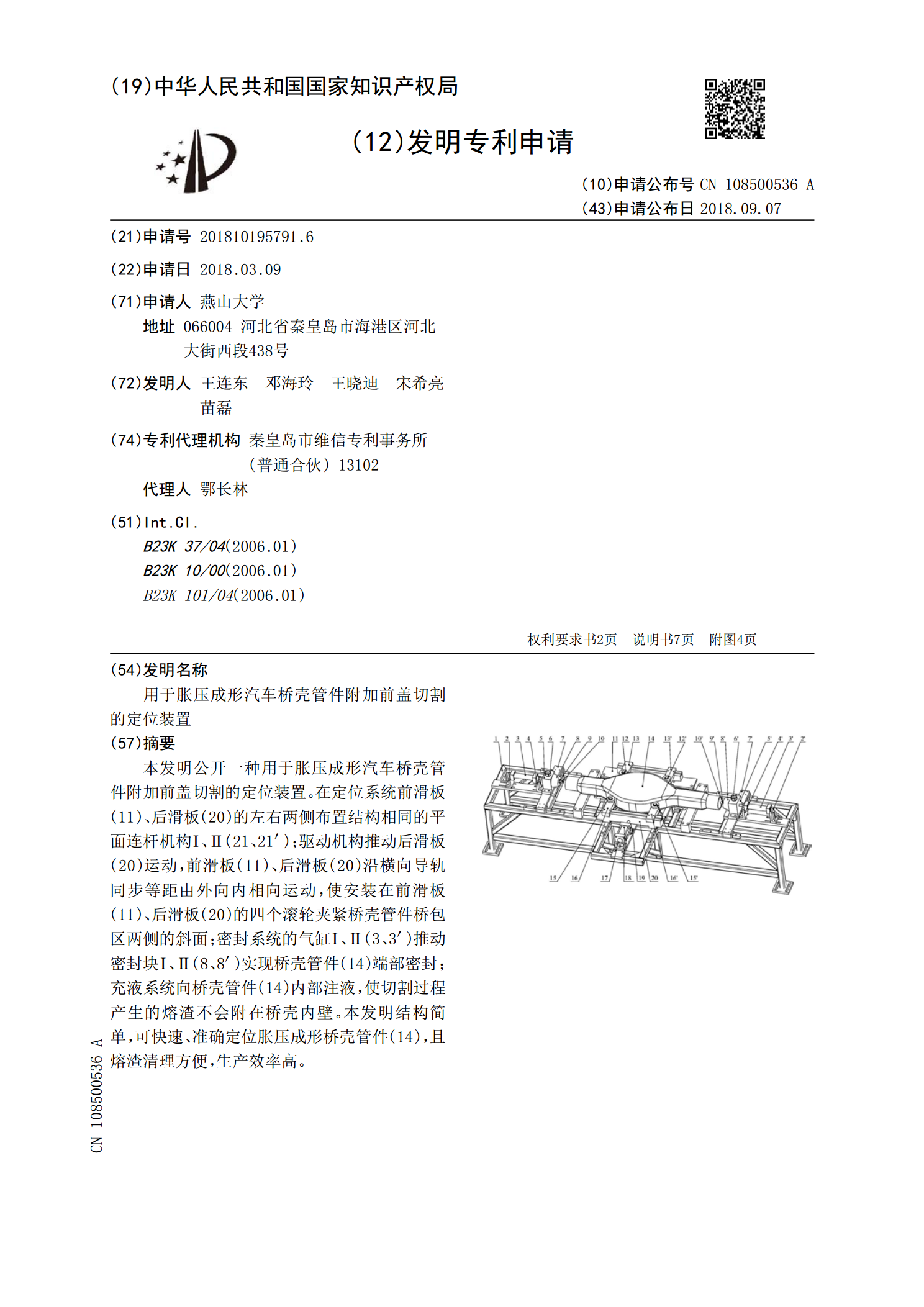
用于胀压成形汽车桥壳管件附加前盖切割的定位装置.pdf
本发明公开一种用于胀压成形汽车桥壳管件附加前盖切割的定位装置。在定位系统前滑板(11)、后滑板(20)的左右两侧布置结构相同的平面连杆机构Ⅰ、Ⅱ(21、21′);驱动机构推动后滑板(20)运动,前滑板(11)、后滑板(20)沿横向导轨同步等距由外向内相向运动,使安装在前滑板(11)、后滑板(20)的四个滚轮夹紧桥壳管件桥包区两侧的斜面;密封系统的气缸Ⅰ、Ⅱ(3、3′)推动密封块Ⅰ、Ⅱ(8、8′)实现桥壳管件(14)端部密封;充液系统向桥壳管件(14)内部注液,使切割过程产生的熔渣不会附在桥壳内壁。本发明结

有效提高粉末成形用液压机压制精度的液压伺服控制系统.pdf
本发明公开了一种有效提高粉末成形用液压机压制精度的液压伺服控制系统,在液压系统中设置伺服电机泵机构,伺服电机泵机构包括上位机PLC控制器,上位机PLC控制器与下位机专用控制器连接,专用控制器与执行器伺服电机连接,伺服电机驱动高低压定量齿轮双泵;在空程和压制初期的情况下,高低压定量齿轮双泵同时工作,实现系统大流量控制;而在压制状态下,降低伺服电机的转速,实现单、双泵的切换,从而控制压机的行程和速度。本发明结构合理,工作性能优异,能有效提高粉末成形用液压机压制精度。
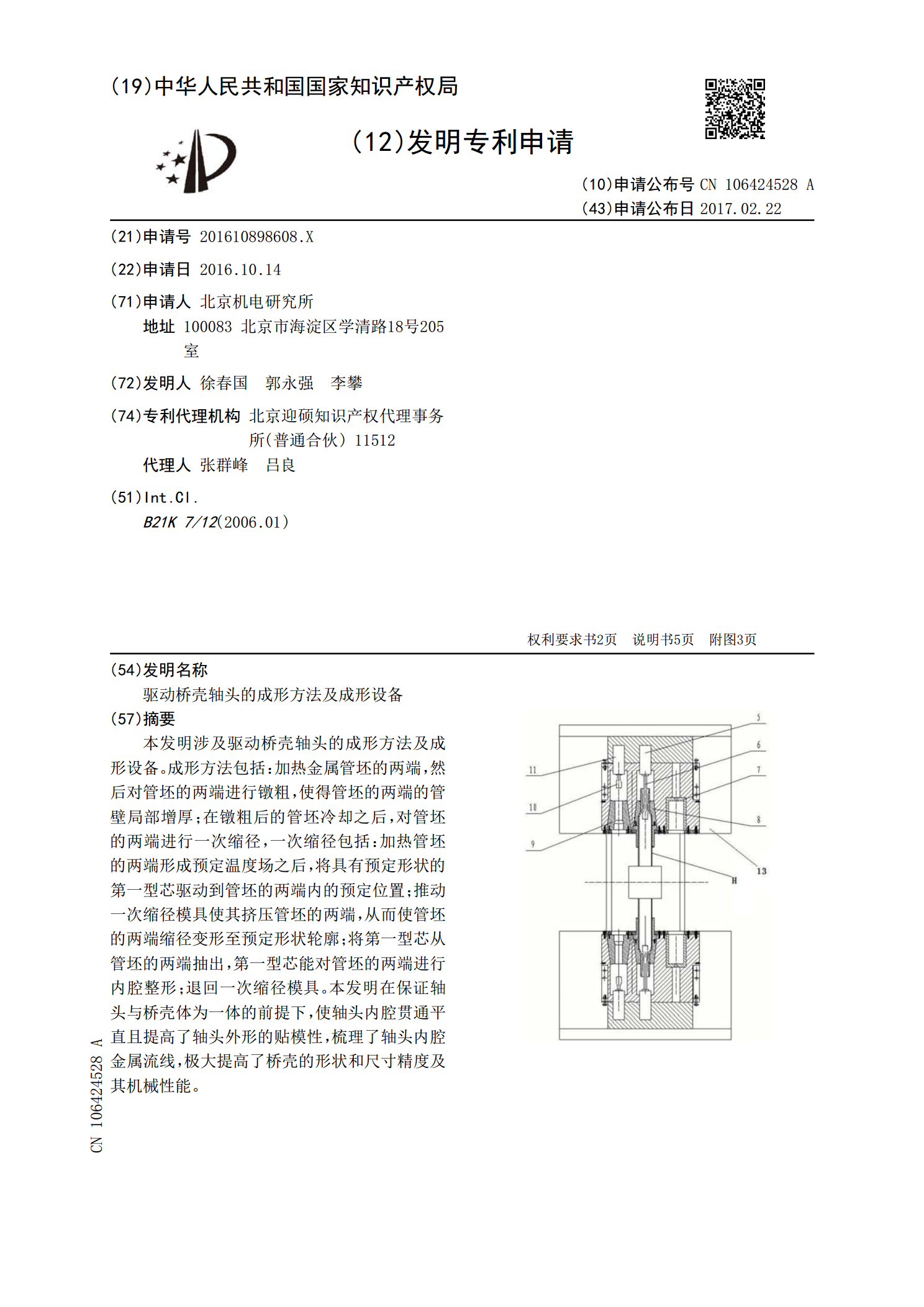
驱动桥壳轴头的成形方法及成形设备.pdf
本发明涉及驱动桥壳轴头的成形方法及成形设备。成形方法包括:加热金属管坯的两端,然后对管坯的两端进行镦粗,使得管坯的两端的管壁局部增厚;在镦粗后的管坯冷却之后,对管坯的两端进行一次缩径,一次缩径包括:加热管坯的两端形成预定温度场之后,将具有预定形状的第一型芯驱动到管坯的两端内的预定位置;推动一次缩径模具使其挤压管坯的两端,从而使管坯的两端缩径变形至预定形状轮廓;将第一型芯从管坯的两端抽出,第一型芯能对管坯的两端进行内腔整形;退回一次缩径模具。本发明在保证轴头与桥壳体为一体的前提下,使轴头内腔贯通平直且提高了