
自动送料系统及其自动送料方法.pdf

冷霜****魔王

1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动送料系统及其自动送料方法.pdf
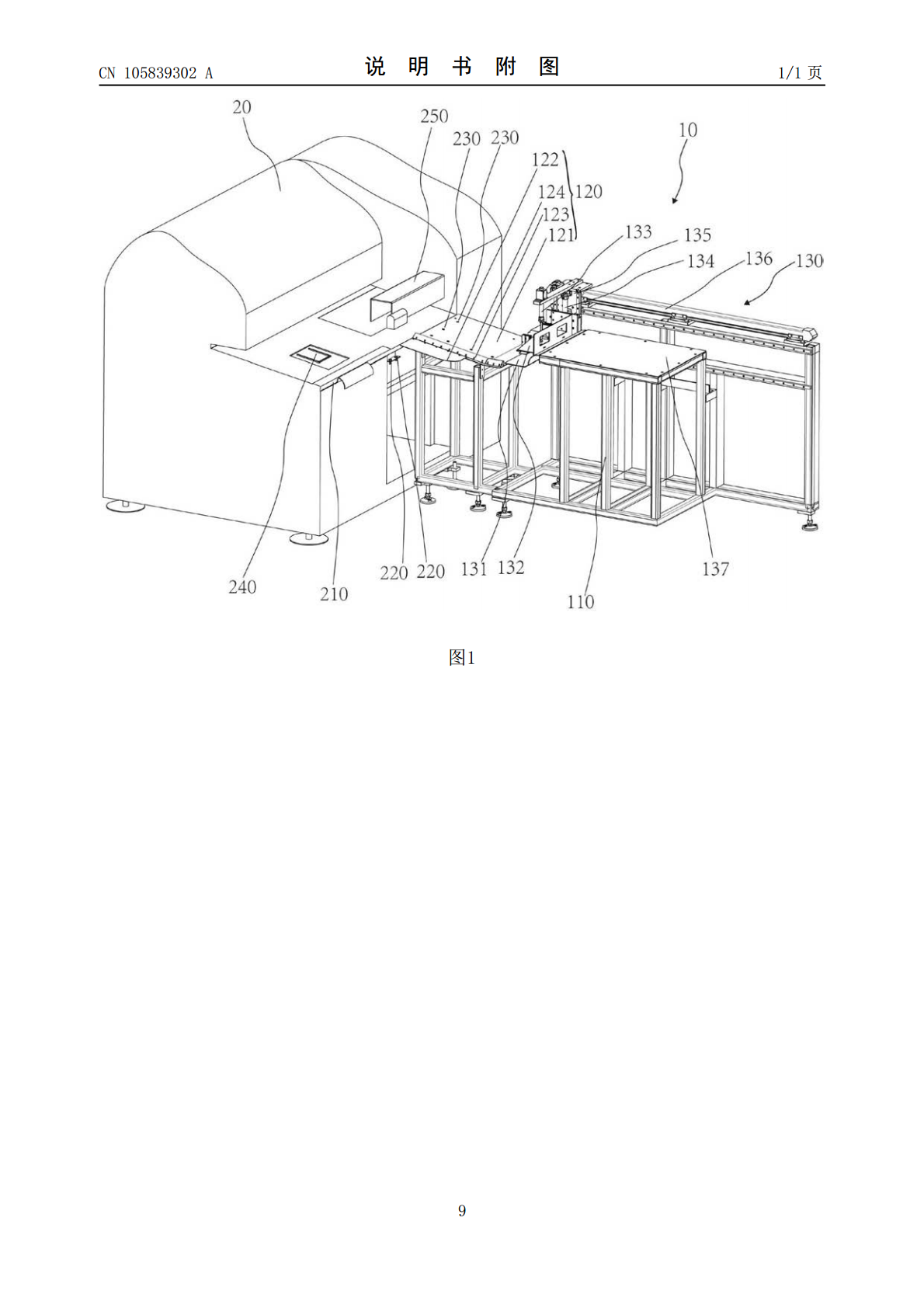
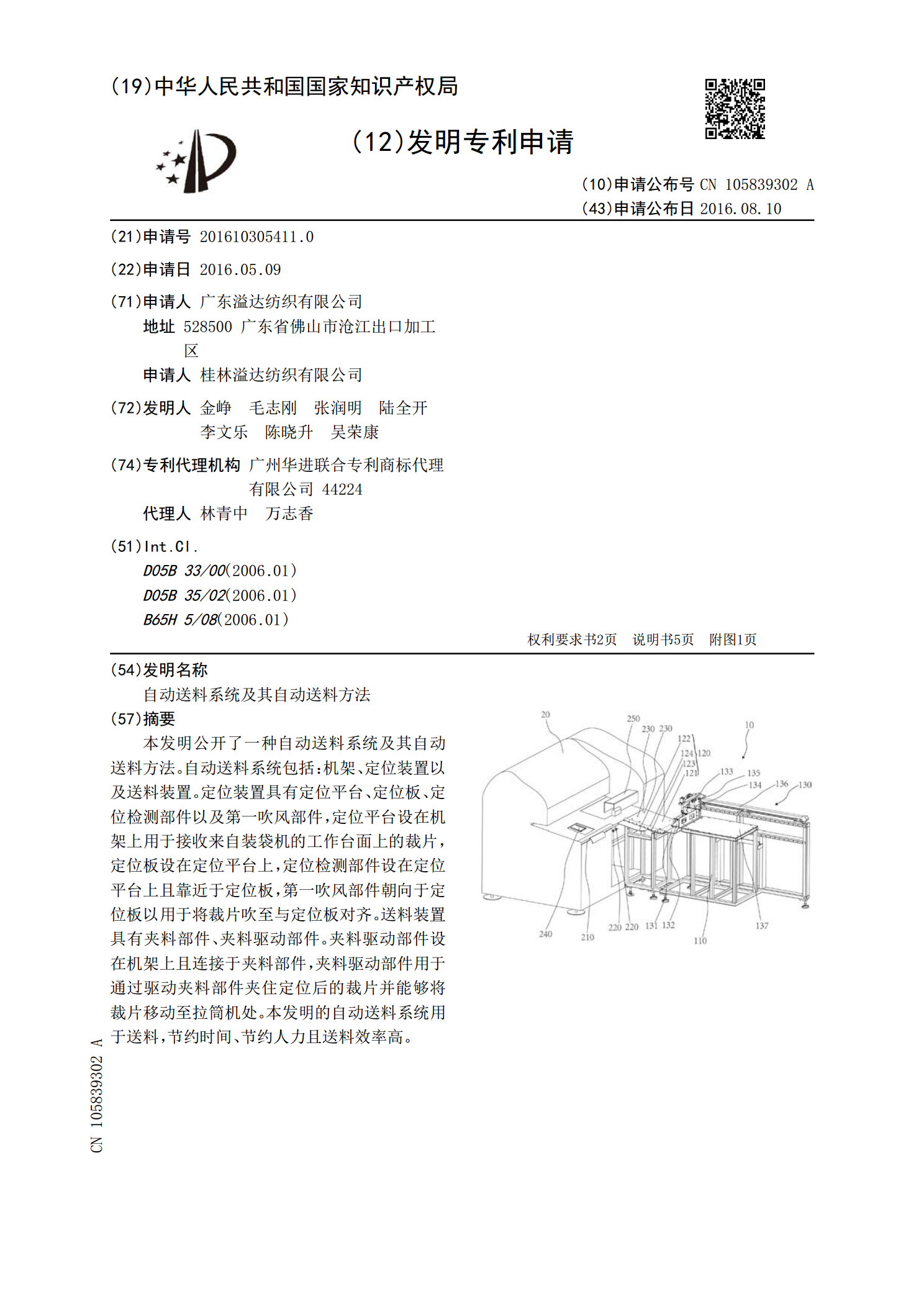
本发明公开了一种自动送料系统及其自动送料方法。自动送料系统包括:机架、定位装置以及送料装置。定位装置具有定位平台、定位板、定位检测部件以及第一吹风部件,定位平台设在机架上用于接收来自装袋机的工作台面上的裁片,定位板设在定位平台上,定位检测部件设在定位平台上且靠近于定位板,第一吹风部件朝向于定位板以用于将裁片吹至与定位板对齐。送料装置具有夹料部件、夹料驱动部件。夹料驱动部件设在机架上且连接于夹料部件,夹料驱动部件用于通过驱动夹料部件夹住定位后的裁片并能够将裁片移动至拉筒机处。本发明的自动送料系统用于送料,节
SMT料盘料带的自动送料系统及送料方法.pdf
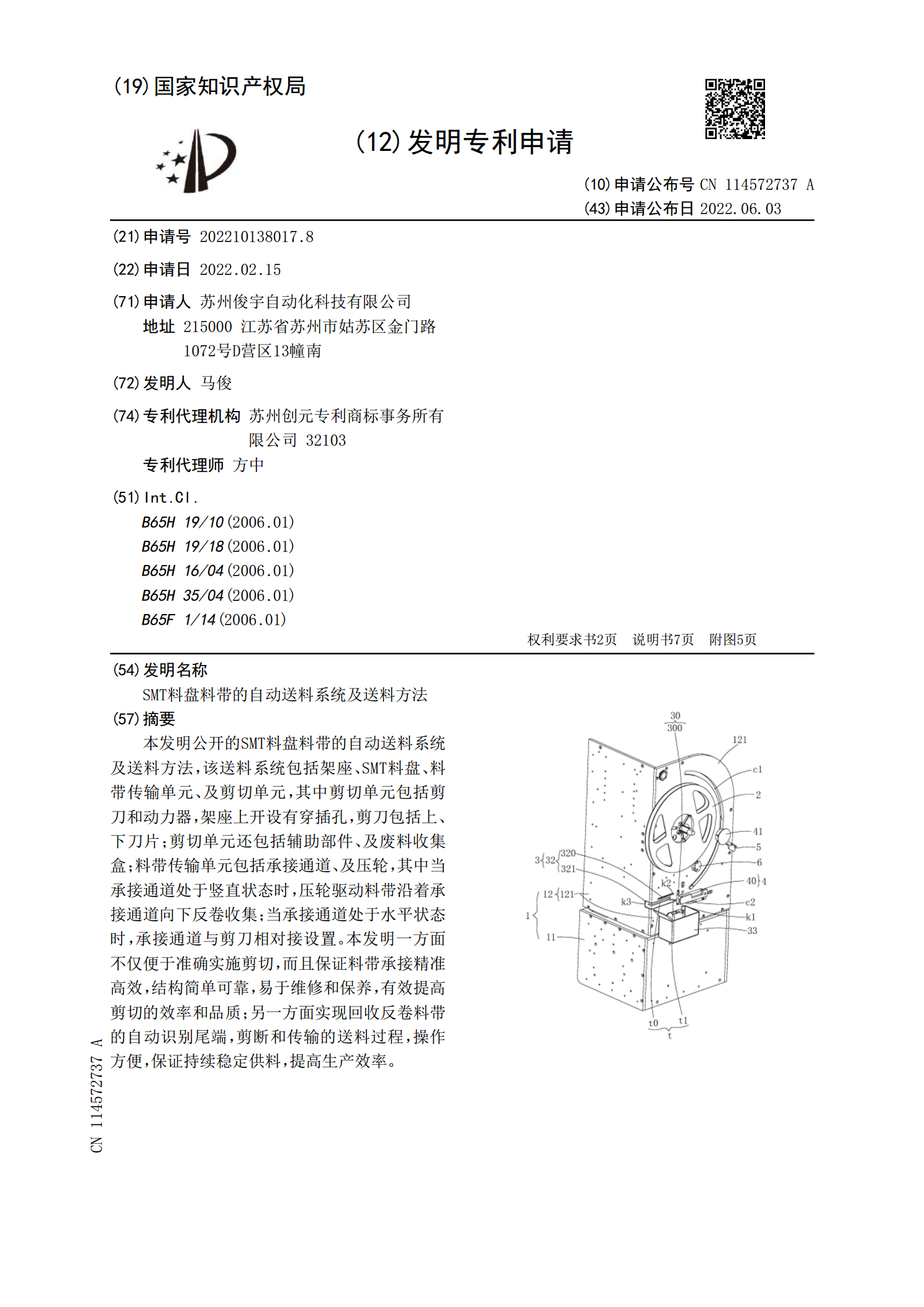
本发明公开的SMT料盘料带的自动送料系统及送料方法,该送料系统包括架座、SMT料盘、料带传输单元、及剪切单元,其中剪切单元包括剪刀和动力器,架座上开设有穿插孔,剪刀包括上、下刀片;剪切单元还包括辅助部件、及废料收集盒;料带传输单元包括承接通道、及压轮,其中当承接通道处于竖直状态时,压轮驱动料带沿着承接通道向下反卷收集;当承接通道处于水平状态时,承接通道与剪刀相对接设置。本发明一方面不仅便于准确实施剪切,而且保证料带承接精准高效,结构简单可靠,易于维修和保养,有效提高剪切的效率和品质;另一方面实现回收反卷料

自动送料机构及其送料方法.pdf
一种自动送料机构,其特征在于:自动送料机构包括基座、传动单元、限制单元及载料单元;基座具有容置部,传动单元、限制单元及载料单元分别地设于容置部内;传动单元设于容置部的底部,传动单元有传动轮及一套设且配合传动轮的传动带;限制单元设于容置部一侧,限制单元为可调整式限制单元,其具有对应于传动轮的限制轮及固定于容置部上且连结限制轮的调整器;载料单元对应于传动单元的传动带上方,载料单元具有一装料座及分别位于装料座上、下端的入料口、出料口,装料座装载有物料。本发明的有益效果是:通过机构中传动单元与限制单元间的转动及配

冲压自动送料装置及其送料精度的探讨.docx
冲压自动送料装置及其送料精度的探讨冲压自动送料装置是工业制造过程中必不可少的设备,能够通过自动化控制系统实现冲压零部件的连续供料,提高生产效率和降低劳动成本。本文将从两个方面探讨冲压自动送料装置,一是其结构组成和工作原理,二是其送料精度的问题。一、冲压自动送料装置的结构组成和工作原理冲压自动送料装置一般由以下几部分组成:送料机构、送料槽、送料电机、位置传感器和控制系统等。送料机构是指将铝、铜、钢、塑料及其他材料通过送料槽向加工压力机送进,完成加工相应的工件的装置。送料槽一般是由铁或铝等坚硬材料制成的,根据
自动送料装车系统.doc
毕业论文项目名称自动送料装车系统专业机电一体化班级XXXXXXXXXXXX学生姓名XX指导教师XX机械与电子工程系20XX年X月XX日重庆三峡职业学院毕业设计(论文)评语及成绩专业机电一体化班级姓名题目自动送料装车系统指导教师评语:签字:年月日答辩记录及评语:记录员:年月日综合成绩:答辩小组组长签字:系主任签字:年月日毕业设计任务书专业机电一体化班级姓名题目自动送料装车系统内容某原料从料斗经过M1、M2、M3三台皮带运输机送出。从料斗向皮带1供料由电磁阀K2控制,皮带1、皮带2、皮带3分别由电动机M1、M