
电弧喷涂工艺制备金属锌合金靶材的方法.pdf

梦影****主a


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电弧喷涂工艺制备金属锌合金靶材的方法.pdf
电弧喷涂工艺制备金属锌合金靶材的方法,包括原料准备、基体准备、电弧喷涂和后加工,选取直径为Φ2.0mm的高纯度锌合金金属丝为电弧喷涂材料;选取适合尺寸的钢管进行机加工,作为旋转靶材的内衬管;采用电弧喷涂工艺,克服现有金属旋转靶材生产工艺的不足;涂层材料具有一致的质量和纯度,施工前不需要混合;涂层结台强度高,不会产生流挂,改善电弧喷涂涂层质量;靶材长度不受限制,同时具有稳定优良的性能,能够直接满足大面积镀膜需求;工艺简单,生产效率和能源利用率高,可有效实现靶材制造成本的控制。
采用等离子喷涂工艺制备锌合金氧化物靶材的方法.pdf
采用等离子喷涂工艺制备锌合金氧化物靶材的方法,将锌合金氧化物靶材材料,经过充分混合,喷雾造粒,另选取内不锈钢管为氧化锌铝旋转靶材的内衬管,再通过电弧喷涂在衬管表面形成结合层;将已形成结合层后的衬管安装在等离子传动设备上,启动热喷涂设备,待厚度到达设定值且无裂痕和气孔,进一步经表面加工处理即制得锌合金氧化物靶材。降低锌合金氧化物靶材制备成本,提高靶材生产效率;长度不受限制,能够直接满足大面积镀膜需求,具有较高的使用率。

复合金属氧化物靶材材料、靶材及靶材材料、靶材的制备方法.pdf
本发明涉及一种复合金属氧化物靶材材料、靶材及靶材材料、靶材的制备方法。其中,一种复合金属氧化物靶材材料的制备方法,包括如下步骤:取90‑95.8重量份的氧化锌、8‑8.4重量份的氧化镁、2‑2.1重量份的氧化铝、0.15‑0.25重量份的分散剂、0.07‑0.08重量份的粘结剂、以及4‑5重量份的水混合后得到混合浆料;对所述混合浆料进行喷雾造粒。上述复合金属氧化物靶材材料的制备方法工艺简单、成本低廉。由此方法制得靶材材料的颗粒大小匀称,呈球形。此外,靶材材料颗粒中各元素均匀分布于靶材材料颗粒中,进而能够满
金属锂靶材铸造制备方法.pdf
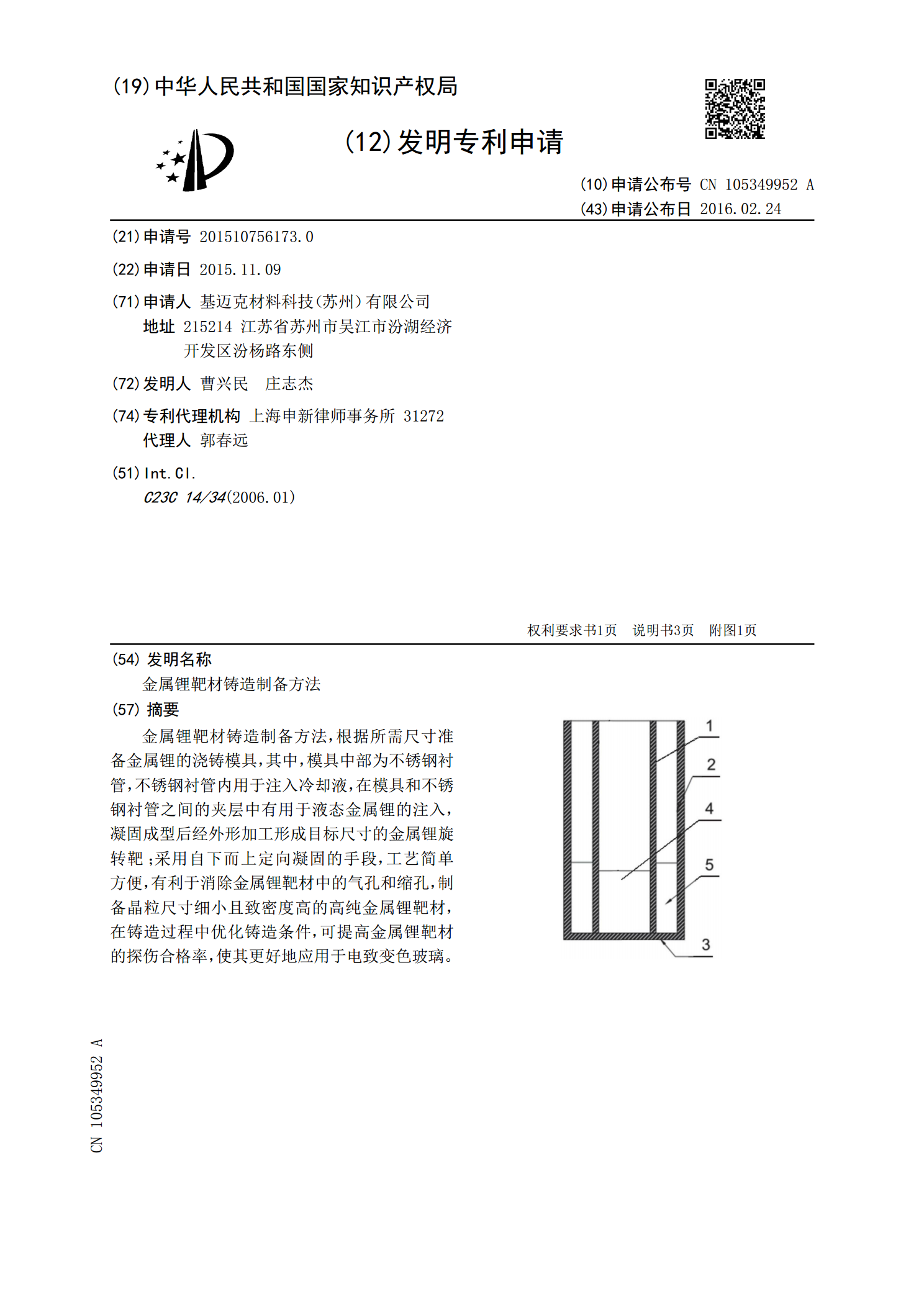
金属锂靶材铸造制备方法,根据所需尺寸准备金属锂的浇铸模具,其中,模具中部为不锈钢衬管,不锈钢衬管内用于注入冷却液,在模具和不锈钢衬管之间的夹层中有用于液态金属锂的注入,凝固成型后经外形加工形成目标尺寸的金属锂旋转靶;采用自下而上定向凝固的手段,工艺简单方便,有利于消除金属锂靶材中的气孔和缩孔,制备晶粒尺寸细小且致密度高的高纯金属锂靶材,在铸造过程中优化铸造条件,可提高金属锂靶材的探伤合格率,使其更好地应用于电致变色玻璃。

一种靶材、靶材制备方法及装置.pdf
本发明是关于一种靶材、靶材制备方法及装置。该靶材包括:背衬管;形成于背衬管的外表面的靶材体;其中,靶材体包括:两个端段和中间段;其中,所述端段的第一靶材厚度大于所述中间段的第二靶材厚度。该技术方案增加了靶材体的端段的厚度,延长靶材在使用过程中的消耗时长,从而防止靶材体两端先耗光,提高靶材的利用率。