
一种新型铝型材自动堆垛系统及其控制方法.pdf

高格****gu


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型铝型材自动堆垛系统及其控制方法.pdf
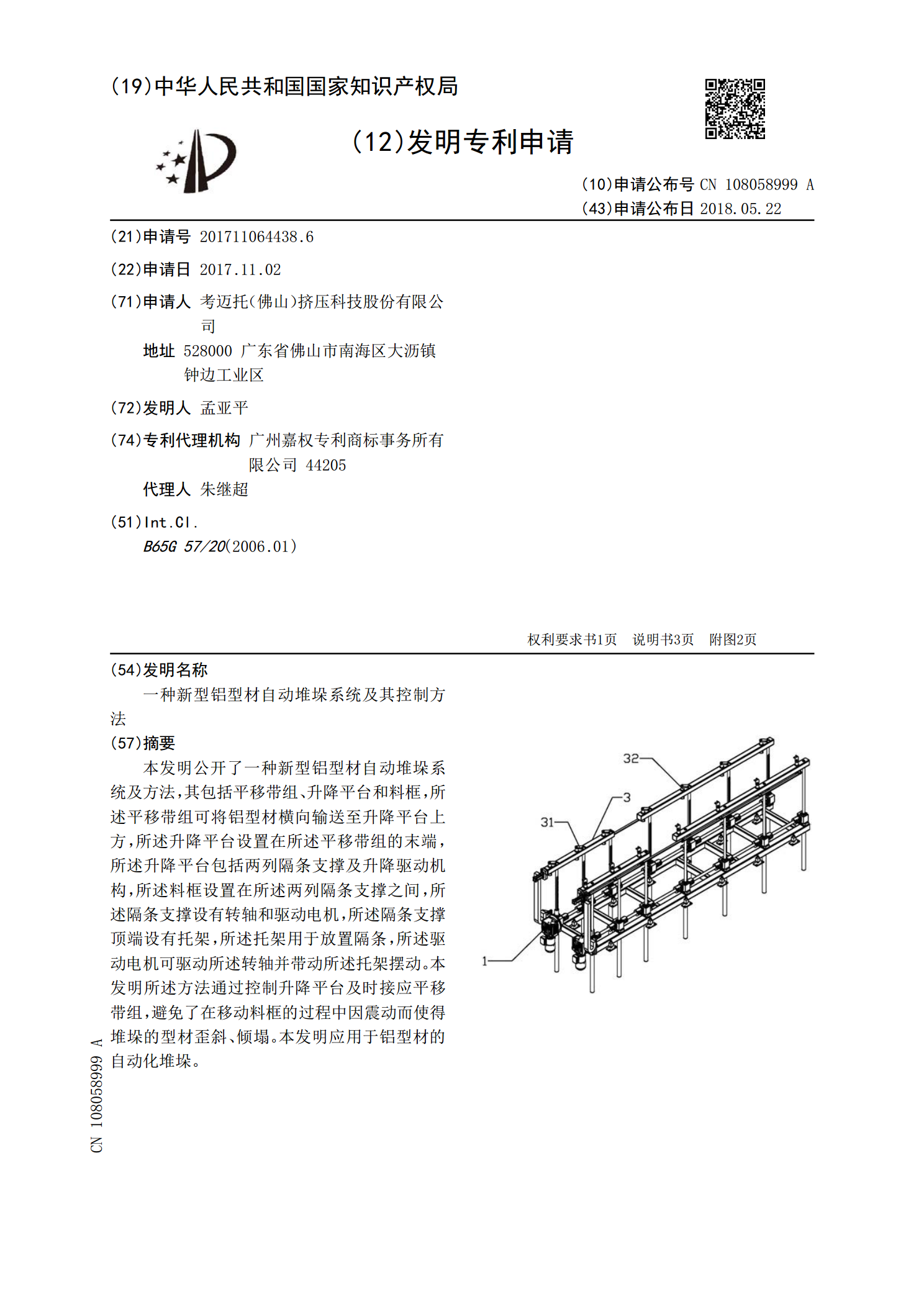
本发明公开了一种新型铝型材自动堆垛系统及方法,其包括平移带组、升降平台和料框,所述平移带组可将铝型材横向输送至升降平台上方,所述升降平台设置在所述平移带组的末端,所述升降平台包括两列隔条支撑及升降驱动机构,所述料框设置在所述两列隔条支撑之间,所述隔条支撑设有转轴和驱动电机,所述隔条支撑顶端设有托架,所述托架用于放置隔条,所述驱动电机可驱动所述转轴并带动所述托架摆动。本发明所述方法通过控制升降平台及时接应平移带组,避免了在移动料框的过程中因震动而使得堆垛的型材歪斜、倾塌。本发明应用于铝型材的自动化堆垛。

一种堆垛机系统及其控制方法.pdf
本发明实施例公开了一种堆垛机系统及其控制方法。该堆垛机系统包括:堆垛机和货架,所述堆垛机进一步包括红外线收发器和RFID读卡器,所述货架进一步包括金属挡板和RFID标签;所述红外线收发器用于发出红外线,并接受金属挡板反射回来的信号,根据所述信号反射回来的信号判断堆垛机所在库位;所述RFID读卡器用于读取RFID标签的信息,根据读取RFID标签的信息确定货位。该堆垛机系统将光电检测与RFID标签定位技术相结合,使得堆垛机可以预先得知货位的位置,无需逐个货位扫描检测并判断是否到达指定位置,提高了堆垛机的工作效

一种铝型材堆垛隔条自动传送装置和方法.pdf
本发明提供了铝型材堆垛隔条自动传送装置和方法,隔条输送支架上的隔条输送同步带通过隔条摆放同步带输送隔条,隔条输送同步带上的隔条通过隔条选送器筛选为单根后,进入隔条发放轮,将隔条放置到隔条摆放同步带上。本发明提供的这种铝型材堆垛隔条自动传送装置和方法,通过同步带对隔条进行输送和分拣、通过隔条发放轮对隔条进行单根发放、通过带定位块的同步带对隔条进行定位并自动摆放,提高了生产效率和设备自动化水平、适用于铝型材堆垛装置的隔条自动传送装置,从而使铝型材传送装置实现自动化。
一种新型智能盆栽自动喷灌系统及其控制方法.pdf
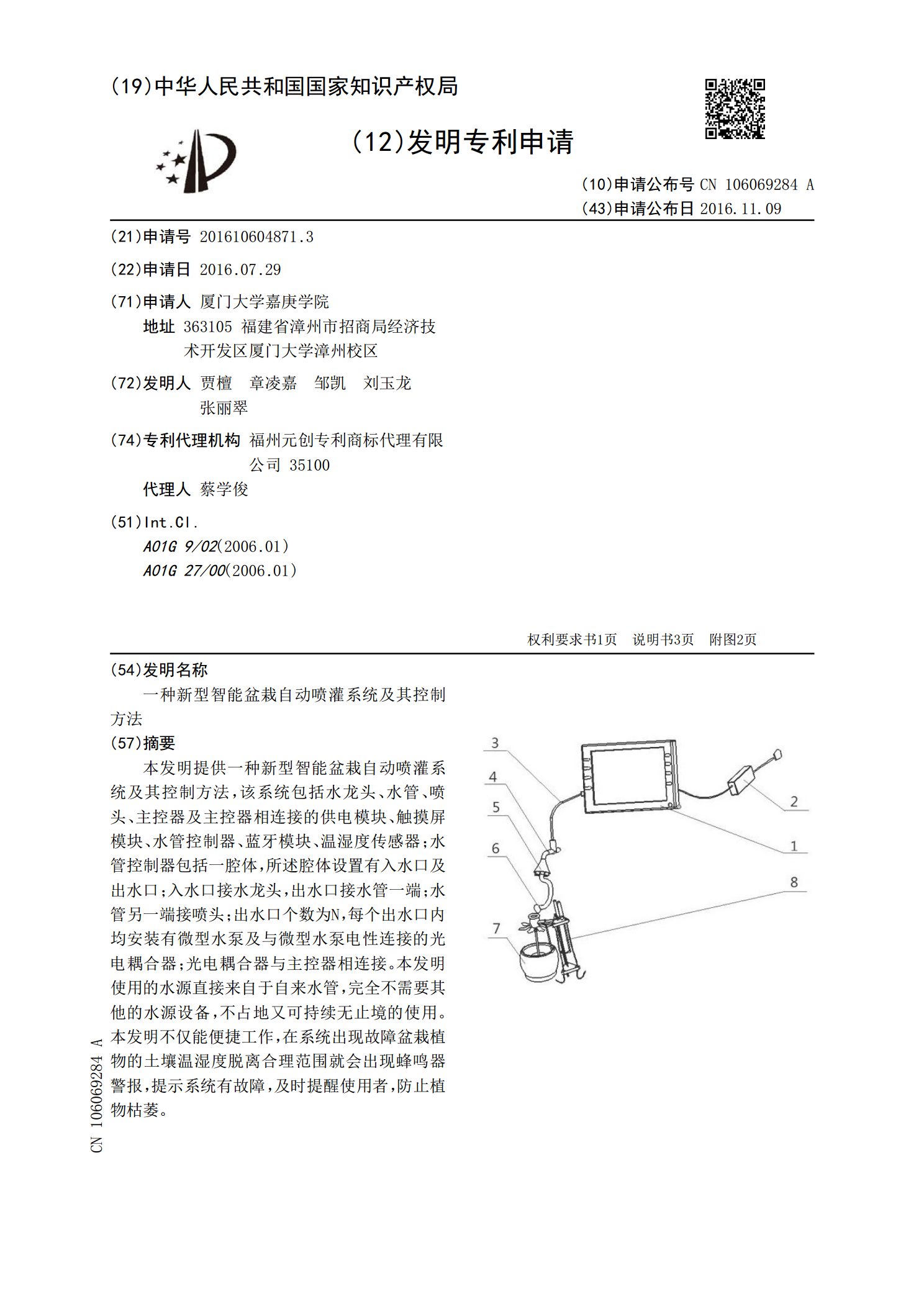
本发明提供一种新型智能盆栽自动喷灌系统及其控制方法,该系统包括水龙头、水管、喷头、主控器及主控器相连接的供电模块、触摸屏模块、水管控制器、蓝牙模块、温湿度传感器;水管控制器包括一腔体,所述腔体设置有入水口及出水口;入水口接水龙头,出水口接水管一端;水管另一端接喷头;出水口个数为N,每个出水口内均安装有微型水泵及与微型水泵电性连接的光电耦合器;光电耦合器与主控器相连接。本发明使用的水源直接来自于自来水管,完全不需要其他的水源设备,不占地又可持续无止境的使用。本发明不仅能便捷工作,在系统出现故障盆栽植物的土壤
一种基于堆垛机的自动化存储及其控制系统.pdf
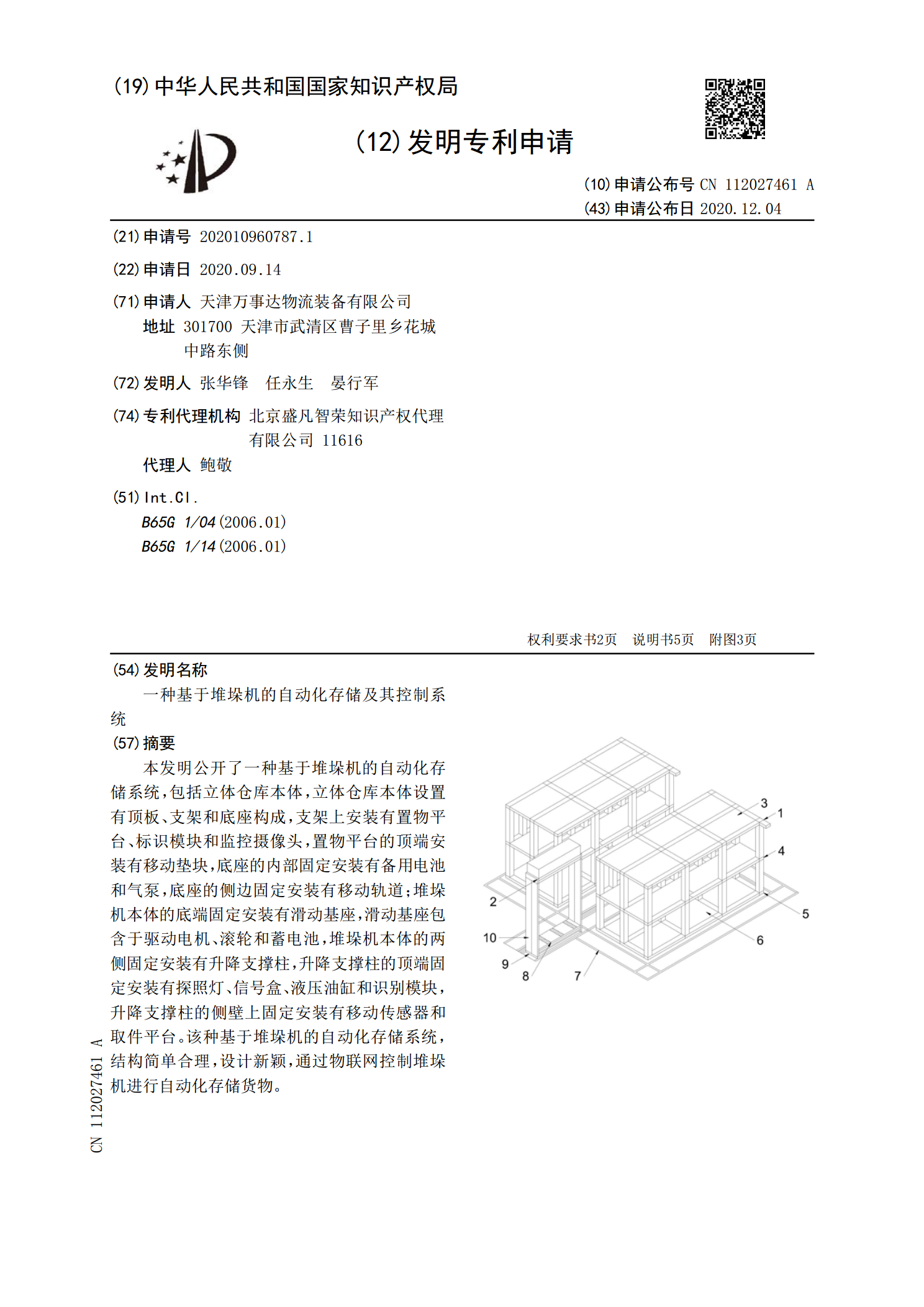
本发明公开了一种基于堆垛机的自动化存储系统,包括立体仓库本体,立体仓库本体设置有顶板、支架和底座构成,支架上安装有置物平台、标识模块和监控摄像头,置物平台的顶端安装有移动垫块,底座的内部固定安装有备用电池和气泵,底座的侧边固定安装有移动轨道;堆垛机本体的底端固定安装有滑动基座,滑动基座包含于驱动电机、滚轮和蓄电池,堆垛机本体的两侧固定安装有升降支撑柱,升降支撑柱的顶端固定安装有探照灯、信号盒、液压油缸和识别模块,升降支撑柱的侧壁上固定安装有移动传感器和取件平台。该种基于堆垛机的自动化存储系统,结构简单合理