
一种阀体机械加工方法.pdf

邻家****66

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀体机械加工方法.pdf
本发明公开了一种阀体机械加工方法,包括以下步骤:第一步:阀体毛坯的检查:在进入机加工阶段之前,对毛坯实行全数终检,不允许有因铸造方面的原因所存在的形状失准、表面粗糙、不平整以及铸件内部材质有疏松的缺陷存在,第二步:将阀体毛坯装夹在阀体胎具上;第三步:选定阀体毛坯的各加工部位的共同中心位置:XYZ方向交叉中心点,即阀体毛坯的中心位置,第四步:对阀体毛坯一端进行精加工,至达到工艺过程卡要求尺寸;第五步:将微型旋转磨头安装在车床刀架上,并利用其对阀体铸件密封端面进行磨削、抛光,达到工艺卡要求。本发明具有加工精度
一种高效阀体加工方法.pdf
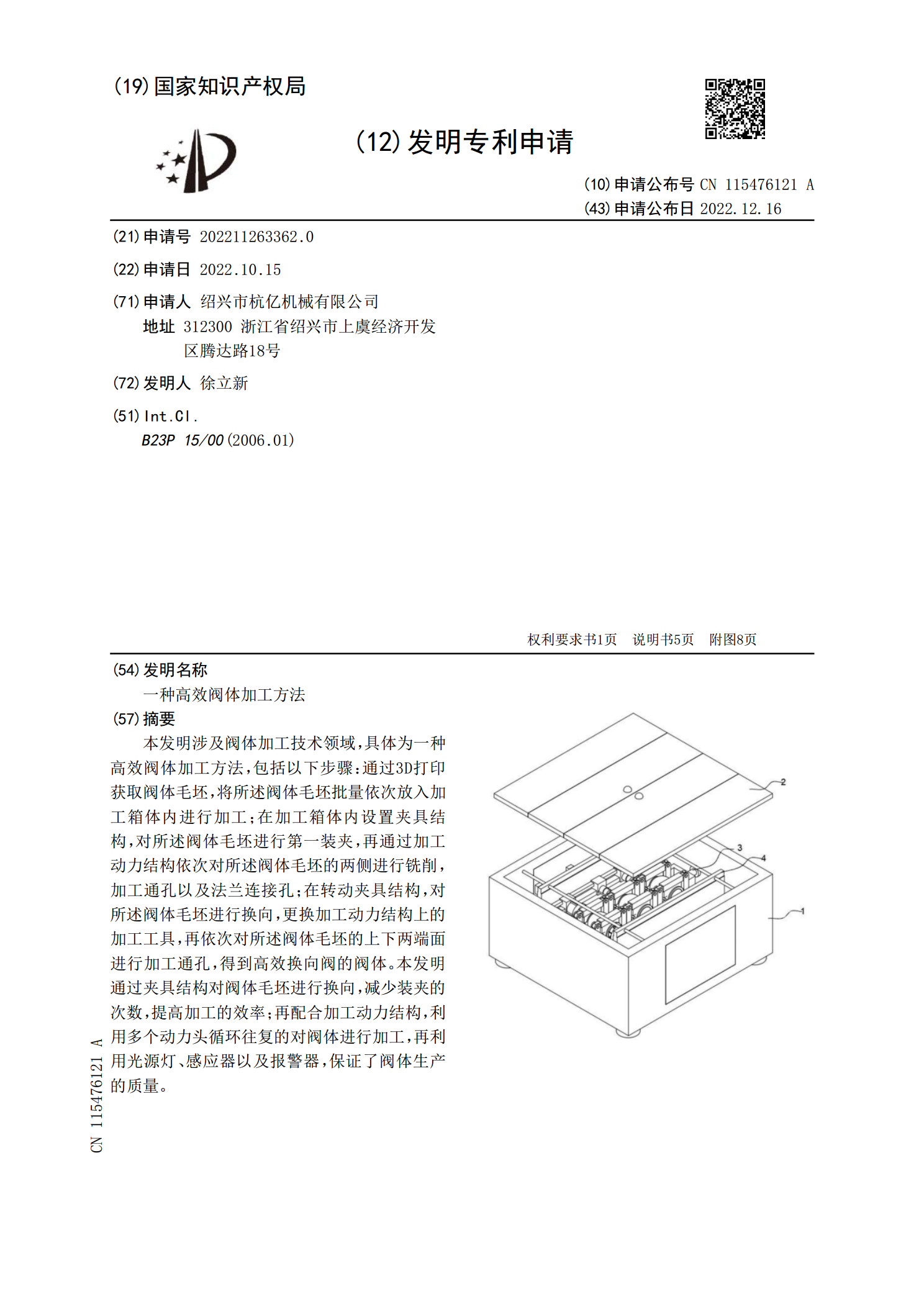
本发明涉及阀体加工技术领域,具体为一种高效阀体加工方法,包括以下步骤:通过3D打印获取阀体毛坯,将所述阀体毛坯批量依次放入加工箱体内进行加工;在加工箱体内设置夹具结构,对所述阀体毛坯进行第一装夹,再通过加工动力结构依次对所述阀体毛坯的两侧进行铣削,加工通孔以及法兰连接孔;在转动夹具结构,对所述阀体毛坯进行换向,更换加工动力结构上的加工工具,再依次对所述阀体毛坯的上下两端面进行加工通孔,得到高效换向阀的阀体。本发明通过夹具结构对阀体毛坯进行换向,减少装夹的次数,提高加工的效率;再配合加工动力结构,利用多个动
一种阀门阀体铸件浇注口切除加工机械及加工方法.pdf
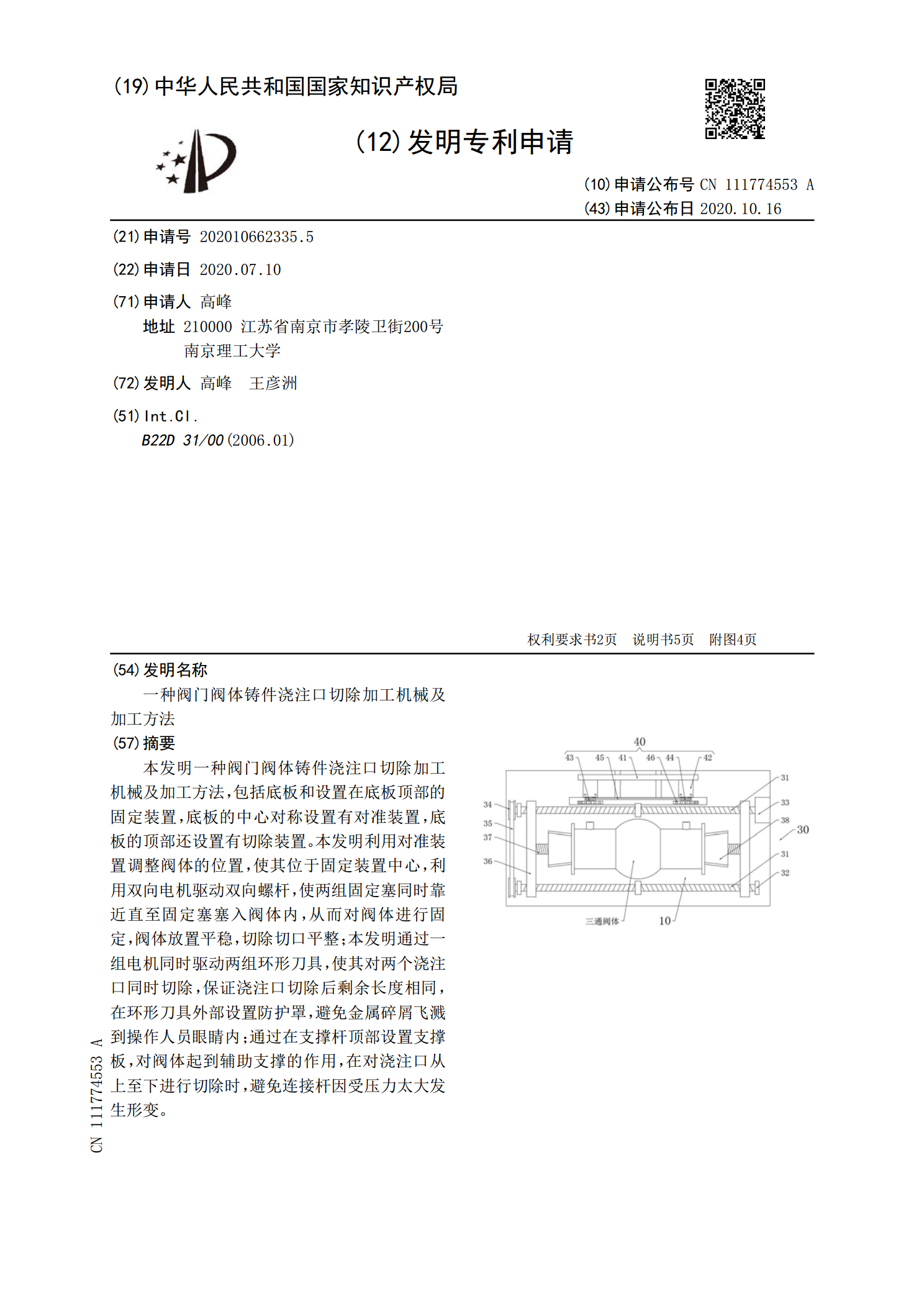
本发明一种阀门阀体铸件浇注口切除加工机械及加工方法,包括底板和设置在底板顶部的固定装置,底板的中心对称设置有对准装置,底板的顶部还设置有切除装置。本发明利用对准装置调整阀体的位置,使其位于固定装置中心,利用双向电机驱动双向螺杆,使两组固定塞同时靠近直至固定塞塞入阀体内,从而对阀体进行固定,阀体放置平稳,切除切口平整;本发明通过一组电机同时驱动两组环形刀具,使其对两个浇注口同时切除,保证浇注口切除后剩余长度相同,在环形刀具外部设置防护罩,避免金属碎屑飞溅到操作人员眼睛内;通过在支撑杆顶部设置支撑板,对阀体起
一种阀体的生产加工方法.pdf
本发明公开了一种阀体的生产加工方法,涉及阀体领域,包括:步骤一:将金属块投入加热炉中进行加热,使其烧红,并具备一定的形变能力后将其取出。本发明通过设置的多组电子眼、2D图像显示模块、3D模型重构模块、3D图形显示模块、对比模块、分析模块和控制模块,实现了以电子眼取代人为观察命令,避免液压机压制捶打金属块的时候,烧红的金属屑飞溅伤害观察人员,且通过3D模型重构模块、对比模块、分析模块,使得由机器对压制捶打的金属块进行形状模拟分析,从而下达更加准确的控制命令,避免肉眼观察不准确导致后续需要重复补救。

一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法.docx
一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法铸钢闸阀阀体在现代工业中被广泛使用,它起到了隔离、截流、调节和流量控制等重要作用。而阀体毛坯加工则是制造铸钢闸阀的关键步骤之一,其良好的加工质量和准确性对闸阀的性能和使用寿命具有重要影响。因此,本文将介绍一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法。一、铸钢闸阀阀体毛坯加工的基本要求铸钢闸阀阀体毛坯加工的基本要求是要保证其在机加工过程中不会发生变形、开裂、剥离等问题。同时,还需要保证加工出来的阀体的几何尺寸、表面平整度和精度等符合技术要求。具体要求如下:1.加工前必