
一种快速可变浇口压铸模具结构.pdf

纪阳****公主

1/7
2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速可变浇口压铸模具结构.pdf
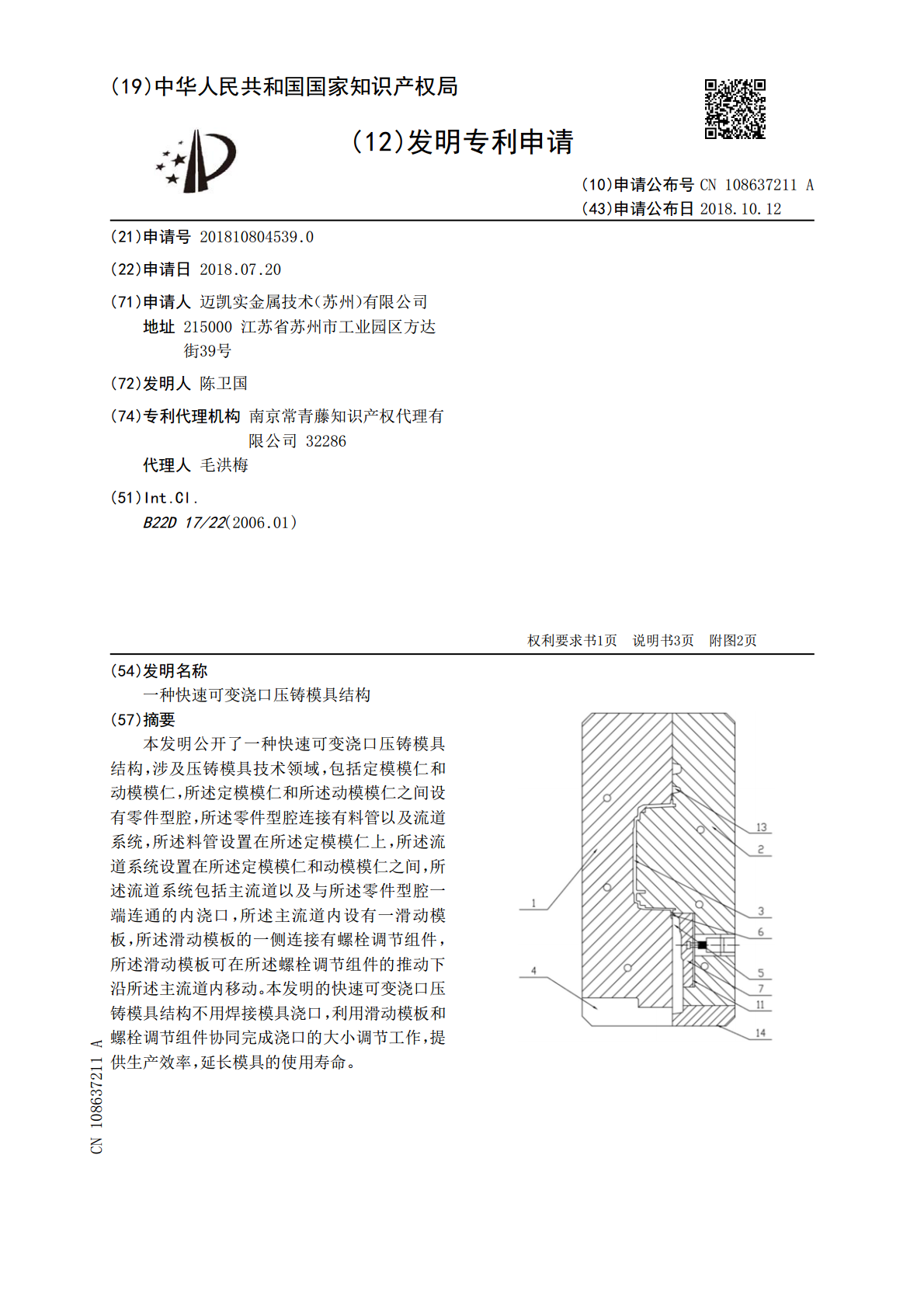
本发明公开了一种快速可变浇口压铸模具结构,涉及压铸模具技术领域,包括定模模仁和动模模仁,所述定模模仁和所述动模模仁之间设有零件型腔,所述零件型腔连接有料管以及流道系统,所述料管设置在所述定模模仁上,所述流道系统设置在所述定模模仁和动模模仁之间,所述流道系统包括主流道以及与所述零件型腔一端连通的内浇口,所述主流道内设有一滑动模板,所述滑动模板的一侧连接有螺栓调节组件,所述滑动模板可在所述螺栓调节组件的推动下沿所述主流道内移动。本发明的快速可变浇口压铸模具结构不用焊接模具浇口,利用滑动模板和螺栓调节组件协同完

一种改进的低压铸造模具浇口套.pdf
本发明公开了一种改进的低压铸造模具浇口套,包括浇口套主体、凸块、保温材料、方形固定块、浇注通道、其特征在于:所述浇口套主体通过方形固定块固定在固定结构中部,所述浇口套主体顶端通过凸块与底模的浇注口连接,所述浇口套主体中部留有浇注通道结构,所述浇注通道中部和顶部均安装有陶瓷过滤网,所述浇注通道外侧填充有保温材料,所述浇注通道底端设有矩形凹块结构用于与升液管连接,所述陶瓷过滤网上设有网孔。该改进的低压铸造模具浇口套,保温效果好,而且制作简单,降低了浇口套成本,可以过滤金属液的夹杂和夹渣,提高了铸体的合格率,该
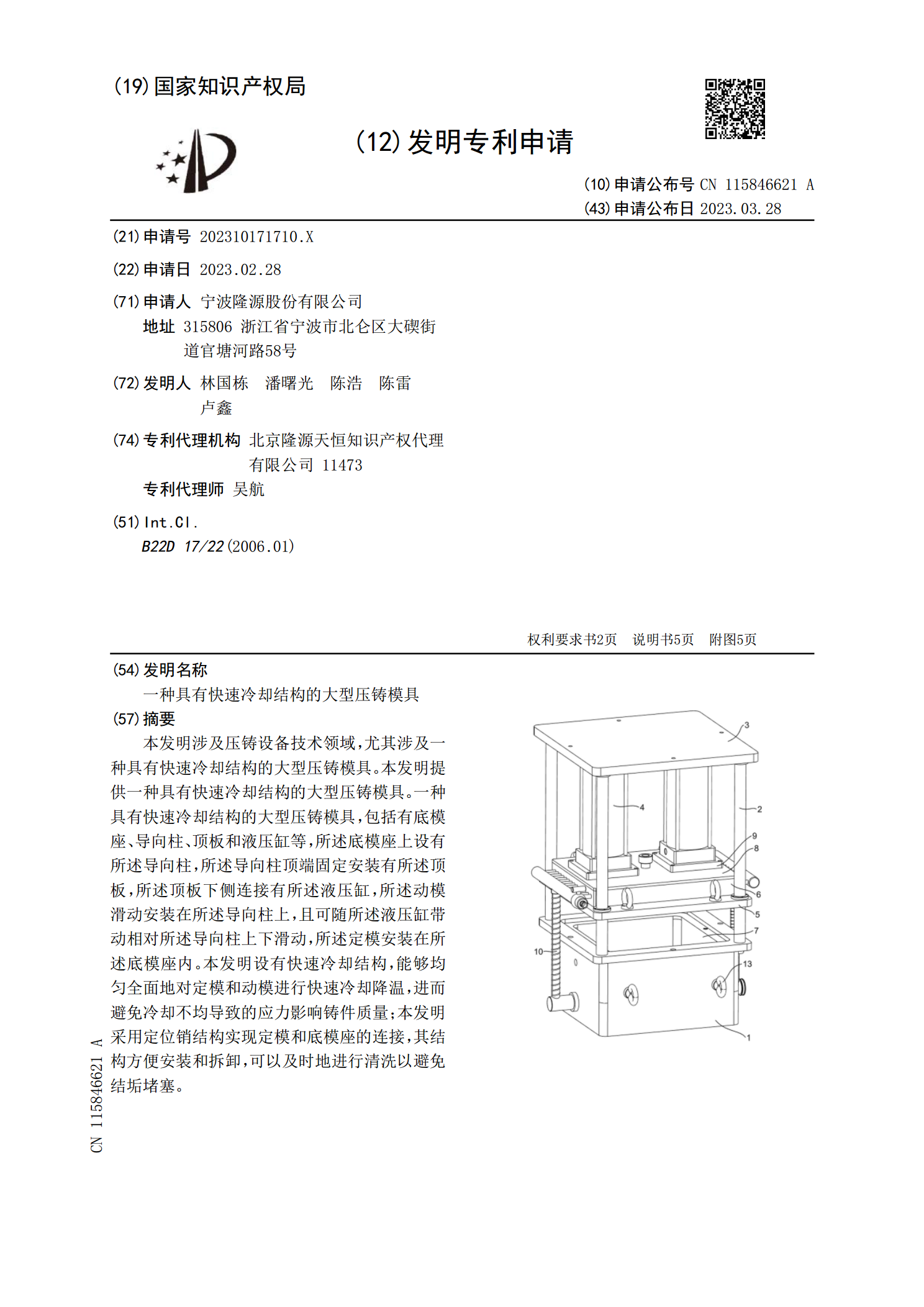
一种具有快速冷却结构的大型压铸模具.pdf
本发明涉及压铸设备技术领域,尤其涉及一种具有快速冷却结构的大型压铸模具。本发明提供一种具有快速冷却结构的大型压铸模具。一种具有快速冷却结构的大型压铸模具,包括有底模座、导向柱、顶板和液压缸等,所述底模座上设有所述导向柱,所述导向柱顶端固定安装有所述顶板,所述顶板下侧连接有所述液压缸,所述动模滑动安装在所述导向柱上,且可随所述液压缸带动相对所述导向柱上下滑动,所述定模安装在所述底模座内。本发明设有快速冷却结构,能够均匀全面地对定模和动模进行快速冷却降温,进而避免冷却不均导致的应力影响铸件质量;本发明采用定位

一种压铸模具的热节快速冷却结构.pdf
本发明涉及一种压铸模具的热节快速冷却结构,包括模板和模仁,所述的模板的上端嵌入布置有模仁,所述的模仁的上端布置有模腔,所述的模腔的底部布置有圆锥成型部,所述的圆锥成型部的内部布置有冷水腔,所述的模仁的下端布置有位于冷水腔底部的盖板,所述的盖板的上端居中竖直布置有将冷水腔一分为二的隔水片,所述的隔水片的上端与冷水腔顶部之间留有空隙,所述的盖板上位于隔水片的两侧对称布置有进水螺纹孔,所述的模板的内部并排布置有上端与对应的进水螺纹孔相连的冷水管。本发明结构简单,通过设置冷却内腔做一个隔水片以强制冷却水从顶部流过
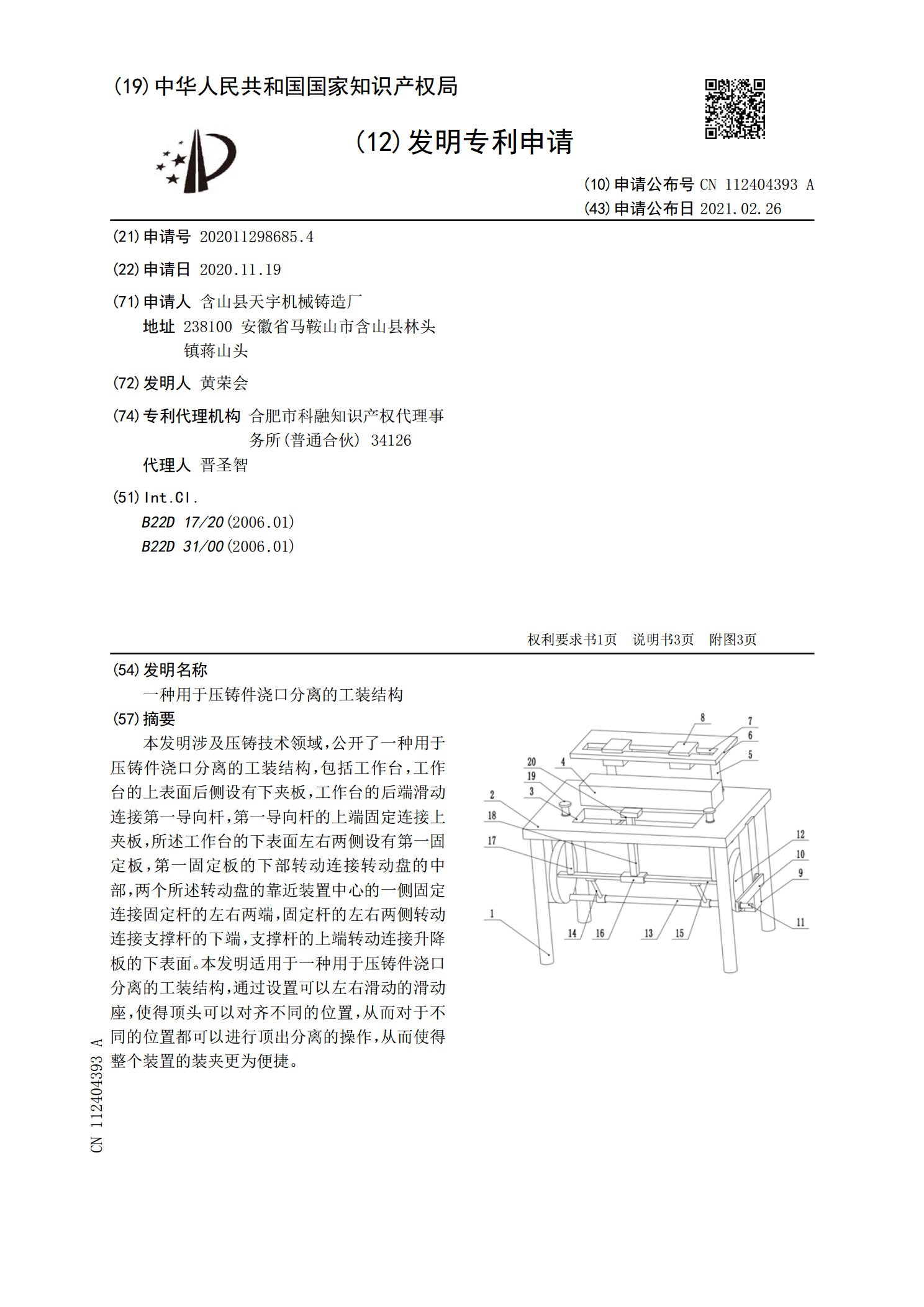
一种用于压铸件浇口分离的工装结构.pdf
本发明涉及压铸技术领域,公开了一种用于压铸件浇口分离的工装结构,包括工作台,工作台的上表面后侧设有下夹板,工作台的后端滑动连接第一导向杆,第一导向杆的上端固定连接上夹板,所述工作台的下表面左右两侧设有第一固定板,第一固定板的下部转动连接转动盘的中部,两个所述转动盘的靠近装置中心的一侧固定连接固定杆的左右两端,固定杆的左右两侧转动连接支撑杆的下端,支撑杆的上端转动连接升降板的下表面。本发明适用于一种用于压铸件浇口分离的工装结构,通过设置可以左右滑动的滑动座,使得顶头可以对齐不同的位置,从而对于不同的位置都可