
一种铝合金无缝弯头的加工工艺.pdf

永香****能手

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金无缝弯头的加工工艺.pdf
本发明公开了一种铝合金无缝弯头的加工工艺,具体包括以下步骤:(1)将铝合金管按照工艺尺寸下料进行切割;(2)将铝合金管冷推完全成铝合金弯头;(3)对铝合金弯头进行打磨,清理毛边,可得铝合金弯头初品;(4)对符合要求的铝合金弯头入库。相对于现有技术,采用本发明生产出的铝合金无缝弯头,减少了焊接工序,提高了加工精度,边缘更平整且不易开裂,提高了弯头使用时的安全系数,也节约了资源,减少了浪费。
一种无缝互换型弯头加工设备.pdf
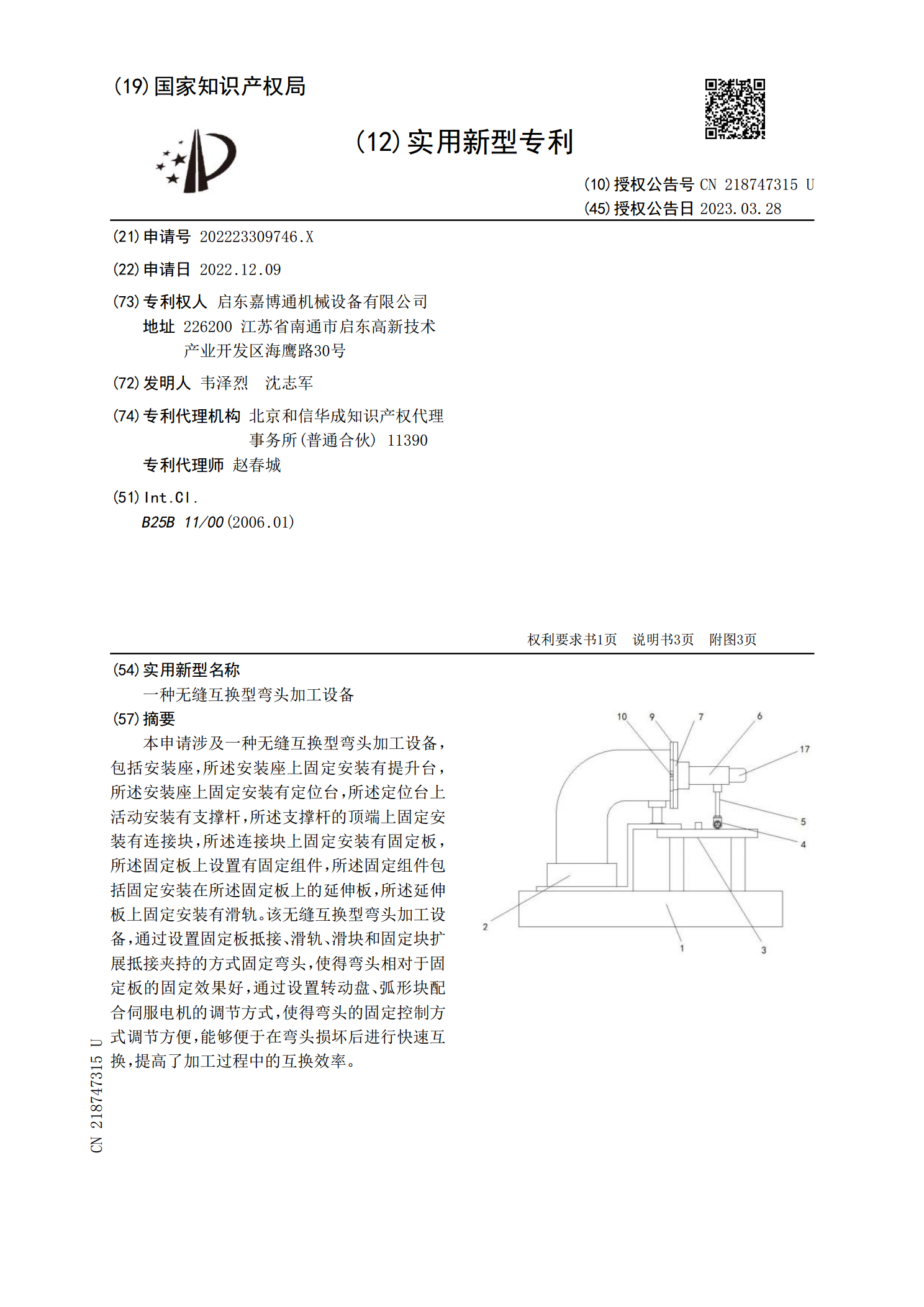
本申请涉及一种无缝互换型弯头加工设备,包括安装座,所述安装座上固定安装有提升台,所述安装座上固定安装有定位台,所述定位台上活动安装有支撑杆,所述支撑杆的顶端上固定安装有连接块,所述连接块上固定安装有固定板,所述固定板上设置有固定组件,所述固定组件包括固定安装在所述固定板上的延伸板,所述延伸板上固定安装有滑轨。该无缝互换型弯头加工设备,通过设置固定板抵接、滑轨、滑块和固定块扩展抵接夹持的方式固定弯头,使得弯头相对于固定板的固定效果好,通过设置转动盘、弧形块配合伺服电机的调节方式,使得弯头的固定控制方式调节方
一种无缝钢管加工工艺.pdf
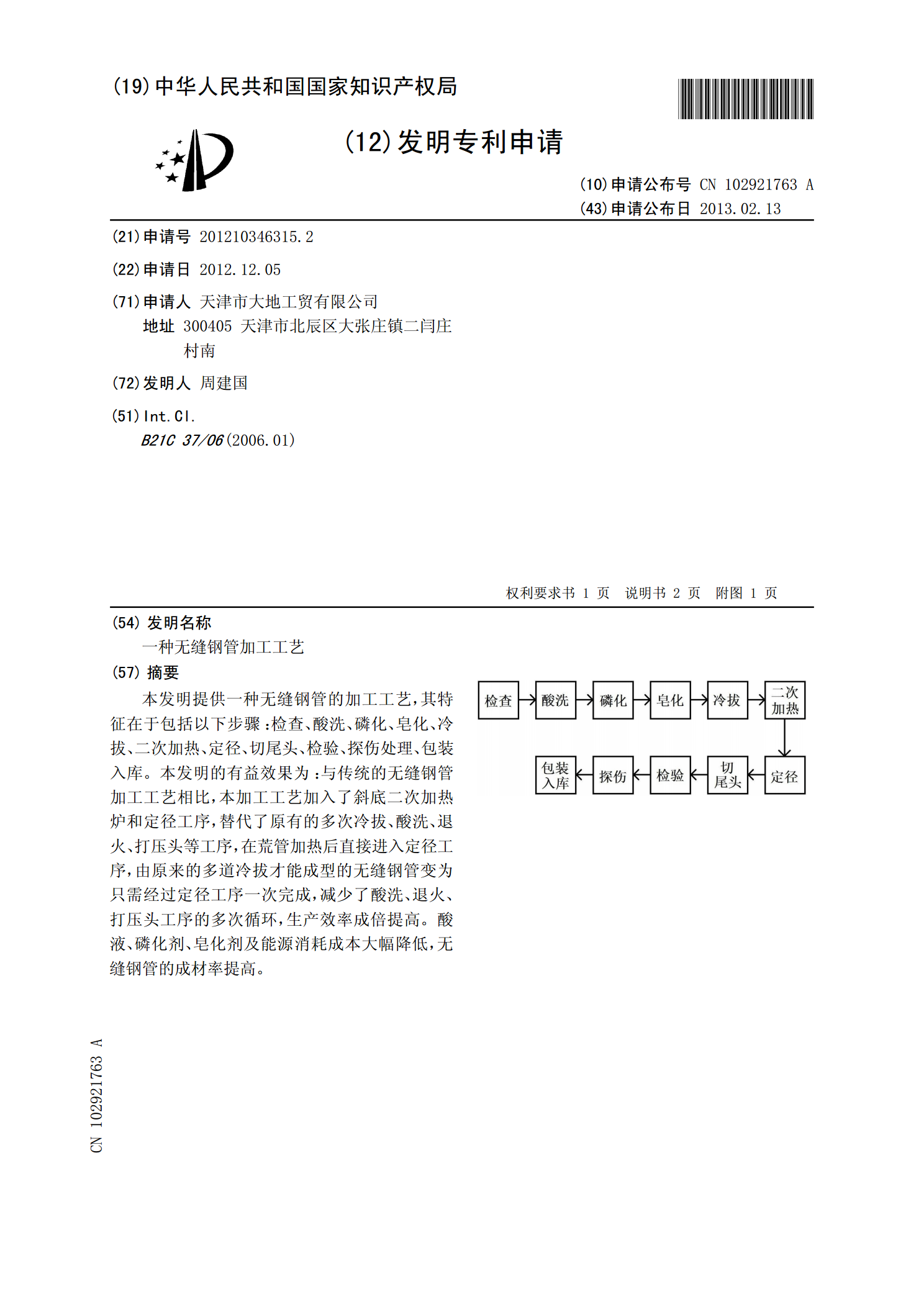
本发明提供一种无缝钢管的加工工艺,其特征在于包括以下步骤:检查、酸洗、磷化、皂化、冷拔、二次加热、定径、切尾头、检验、探伤处理、包装入库。本发明的有益效果为:与传统的无缝钢管加工工艺相比,本加工工艺加入了斜底二次加热炉和定径工序,替代了原有的多次冷拔、酸洗、退火、打压头等工序,在荒管加热后直接进入定径工序,由原来的多道冷拔才能成型的无缝钢管变为只需经过定径工序一次完成,减少了酸洗、退火、打压头工序的多次循环,生产效率成倍提高。酸液、磷化剂、皂化剂及能源消耗成本大幅降低,无缝钢管的成材率提高。
碳钢无缝弯头.ppt
碳钢无缝弯头碳钢无缝弯头碳钢无缝弯头
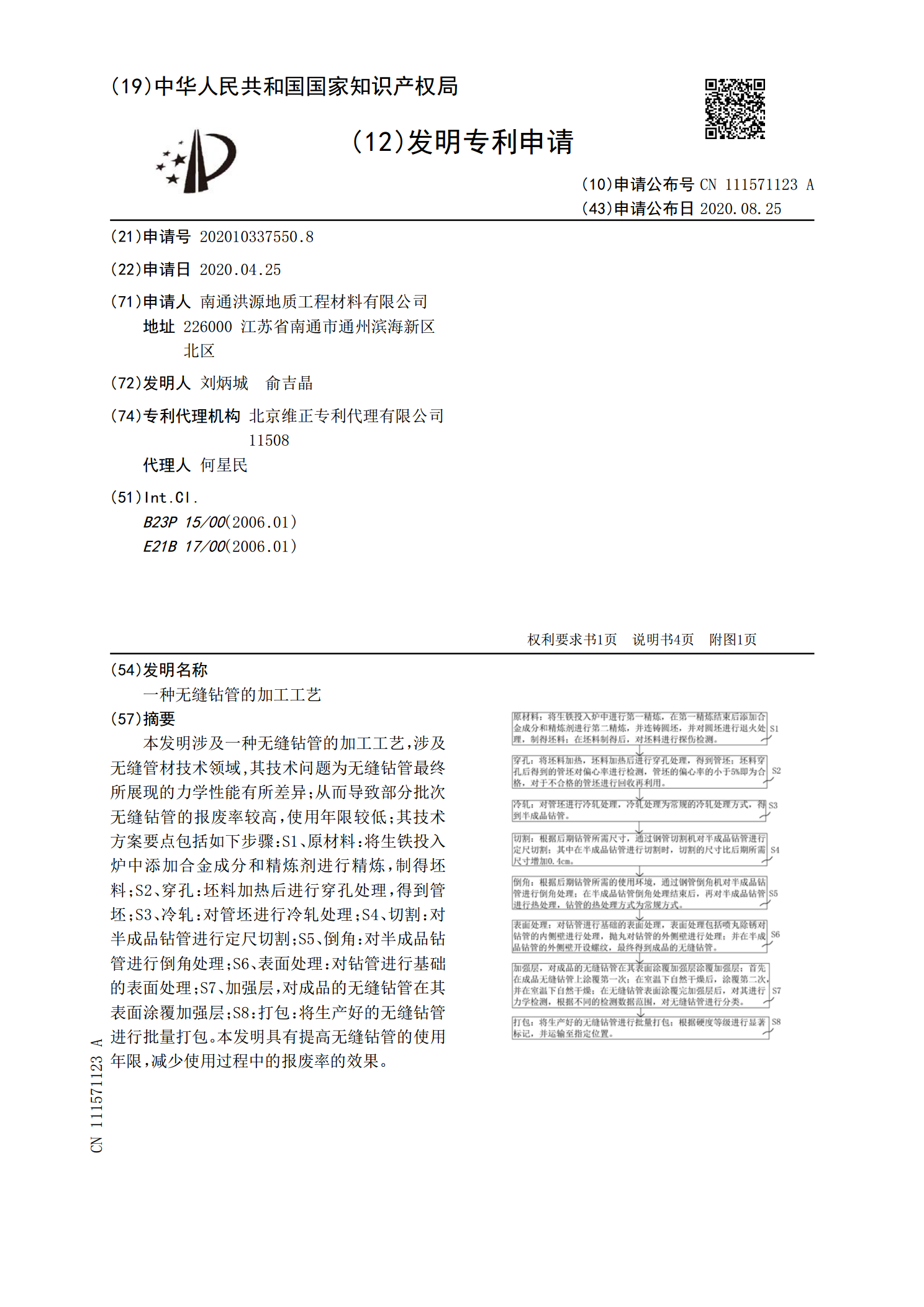
一种无缝钻管的加工工艺.pdf
本发明涉及一种无缝钻管的加工工艺,涉及无缝管材技术领域,其技术问题为无缝钻管最终所展现的力学性能有所差异;从而导致部分批次无缝钻管的报废率较高,使用年限较低;其技术方案要点包括如下步骤:S1、原材料:将生铁投入炉中添加合金成分和精炼剂进行精炼,制得坯料;S2、穿孔:坯料加热后进行穿孔处理,得到管坯;S3、冷轧:对管坯进行冷轧处理;S4、切割:对半成品钻管进行定尺切割;S5、倒角:对半成品钻管进行倒角处理;S6、表面处理:对钻管进行基础的表面处理;S7、加强层,对成品的无缝钻管在其表面涂覆加强层;S8:打包