
一种无缝钢管加工工艺.pdf

曦晨****22


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无缝钢管加工工艺.pdf
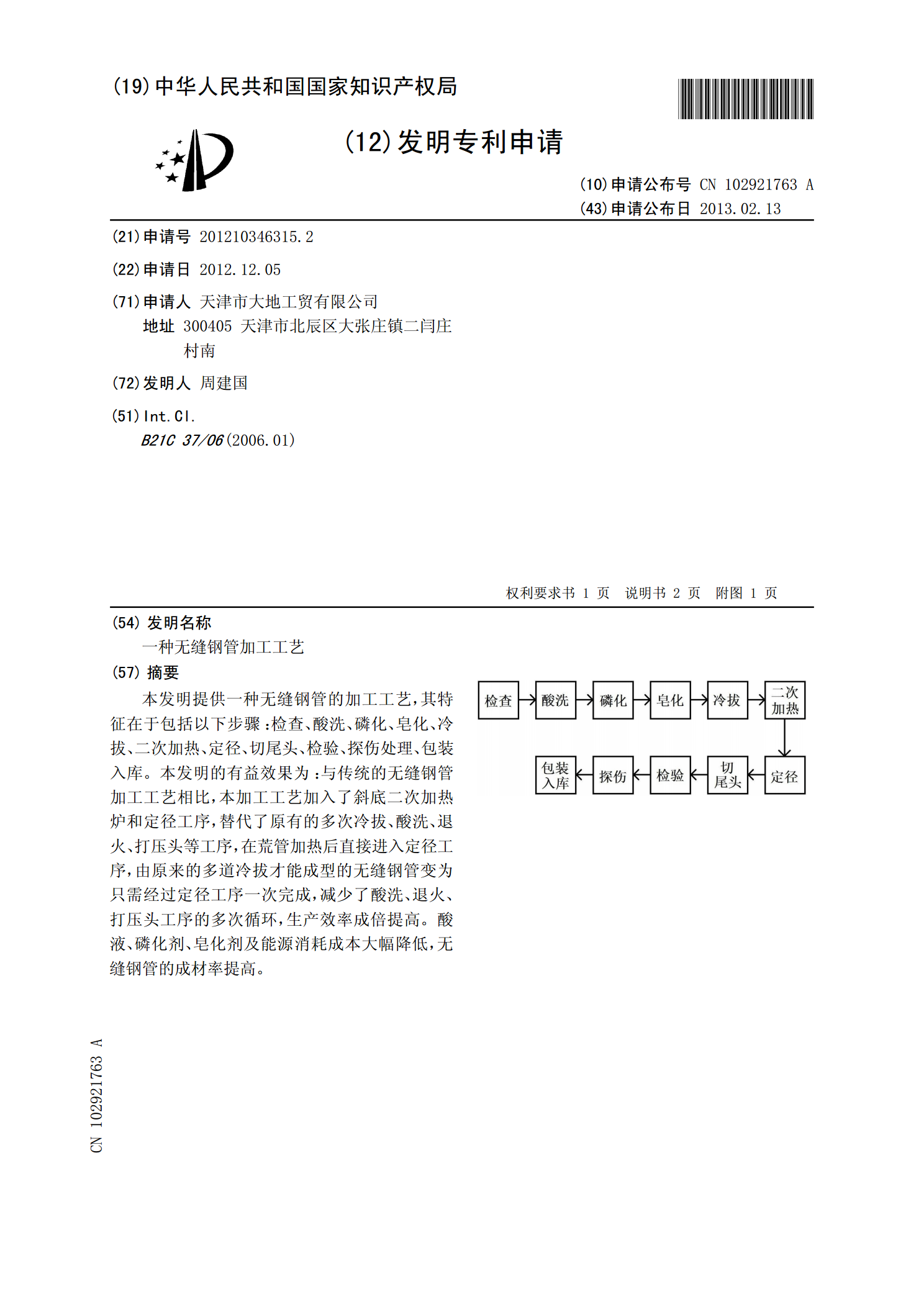
本发明提供一种无缝钢管的加工工艺,其特征在于包括以下步骤:检查、酸洗、磷化、皂化、冷拔、二次加热、定径、切尾头、检验、探伤处理、包装入库。本发明的有益效果为:与传统的无缝钢管加工工艺相比,本加工工艺加入了斜底二次加热炉和定径工序,替代了原有的多次冷拔、酸洗、退火、打压头等工序,在荒管加热后直接进入定径工序,由原来的多道冷拔才能成型的无缝钢管变为只需经过定径工序一次完成,减少了酸洗、退火、打压头工序的多次循环,生产效率成倍提高。酸液、磷化剂、皂化剂及能源消耗成本大幅降低,无缝钢管的成材率提高。
一种锥形无缝钢管的加工工艺.pdf
本发明公开了一种锥形无缝钢管的加工工艺,管材加工技术领域,包括如下步骤:A1、管坯准备:包括探伤下料,进加热炉加热;A2、毛管制备:包括将加热后的管坯定心穿孔,减径减壁轧制成空心毛管;A3、荒管制备:将空心毛管再次锥形穿孔,带着锥形芯棒塑形连轧制成荒管;A4、成管制备:将荒管加次加热,进行定形减壁连轧制成成管,对定型后的锥形无缝钢管进行调质、冷却、校直、检测后包装入库。本发明为一种锥形无缝钢管的加工工艺,既可做到无缝钢管的口径变化,壁厚相等,也可做到无缝钢管的口径变化,壁厚不等,提高了无缝钢管的应用范围和

一种无缝钢管的热处理加工工艺.pdf
本发明公开了无缝钢管热处理技术领域的一种无缝钢管的热处理加工工艺,步骤一:将需要进行热处理的无缝钢管装入热处理装置中部位置,使无缝钢管处于水平状态;步骤二:热处理装置对无缝钢管进行热处理,提高无缝钢管的性能;本发明通过在每次对无缝钢管进行热处理时,先利用洗刷机构将淬火后的水抽回,对向右侧加热炉输送的无缝钢管进行冲洗,配合转动机构,使无缝钢管在向右输送的同时不停的转动,不仅有利于洗刷机构对无缝钢管进行彻底清洁,而且还有利于加热炉对无缝钢管外表面进行均匀加热,调用淬火后的水对无缝钢管进行清洗,不仅节省了水资源
一种塑料机械用无缝钢管加工工艺.pdf
本发明公开了一种塑料机械用无缝钢管加工工艺,包括以下步骤:1)、根据实际加工需要,选择对应尺寸的钢管;2)、将钢管一端用铝材封闭,然后装入合金材料,再将另一端用铝材封闭,使合金材料密封在钢管内;3)将封闭好的钢管送入加热炉进行加热,在加热过程中使钢管在加热炉内匀速转动,使合金材料熔化;4)控制加热炉内的温度在900-1100℃,加热30-50分钟,拉出钢管,放入真空离心设备上进行等加速度离心旋转,使熔化后的合金材料均匀镀覆在钢管内壁上,形成一层合金层;5)冷却后,去应力,再将钢管内外壁抛光打磨。本发明工艺

一种塑料机械用无缝钢管加工工艺.pdf
一种塑料机械用无缝钢管加工工艺,涉及机械配件加工技术领域,包括如下方法步骤,1)根据实际加工型号,选择对应尺寸的钢管;2)将钢管一端用塞子封闭,然后装入合金材料,再将另一端用塞子封闭,使合金材料密封在钢管内;3)将焊接好的钢管送入加热炉进行加热,在加热过程中使钢管在加热炉内匀速转动,使合金材料熔化;4)控制加热炉内的温度在1500‑160℃,加热10‑18分钟,拉出钢管,放入离心设备上进行离心旋转,使熔化后的合金材料镀覆在钢管内壁上,形成一层合金层;5)冷却后将钢管两端焊接部位切开,然后去应力,再将钢管内