
一种空心杯线圈的压平工装.pdf

和裕****az


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种空心杯线圈的压平工装.pdf
本发明实施例涉及电机线圈制造技术领域,公开了一种空心杯线圈的压平工装。本发明中,所述空心杯线圈的压平工装包括上治具和与所述上治具相对设置的下治具,所述上治具包括用于压持所述空心杯线圈的压持部,所述下治具包括围成收容空间的固持部,所述固持部包括围成所述收容空间的内壁面,所述内壁面用于在所述压持部压持所述空心杯线圈的过程中抵接并固持所述空心杯线圈。本发明提供的空心杯线圈的压平工装能够使压制出的空心杯线圈两头宽度一致。
空心线圈开合工装.pdf
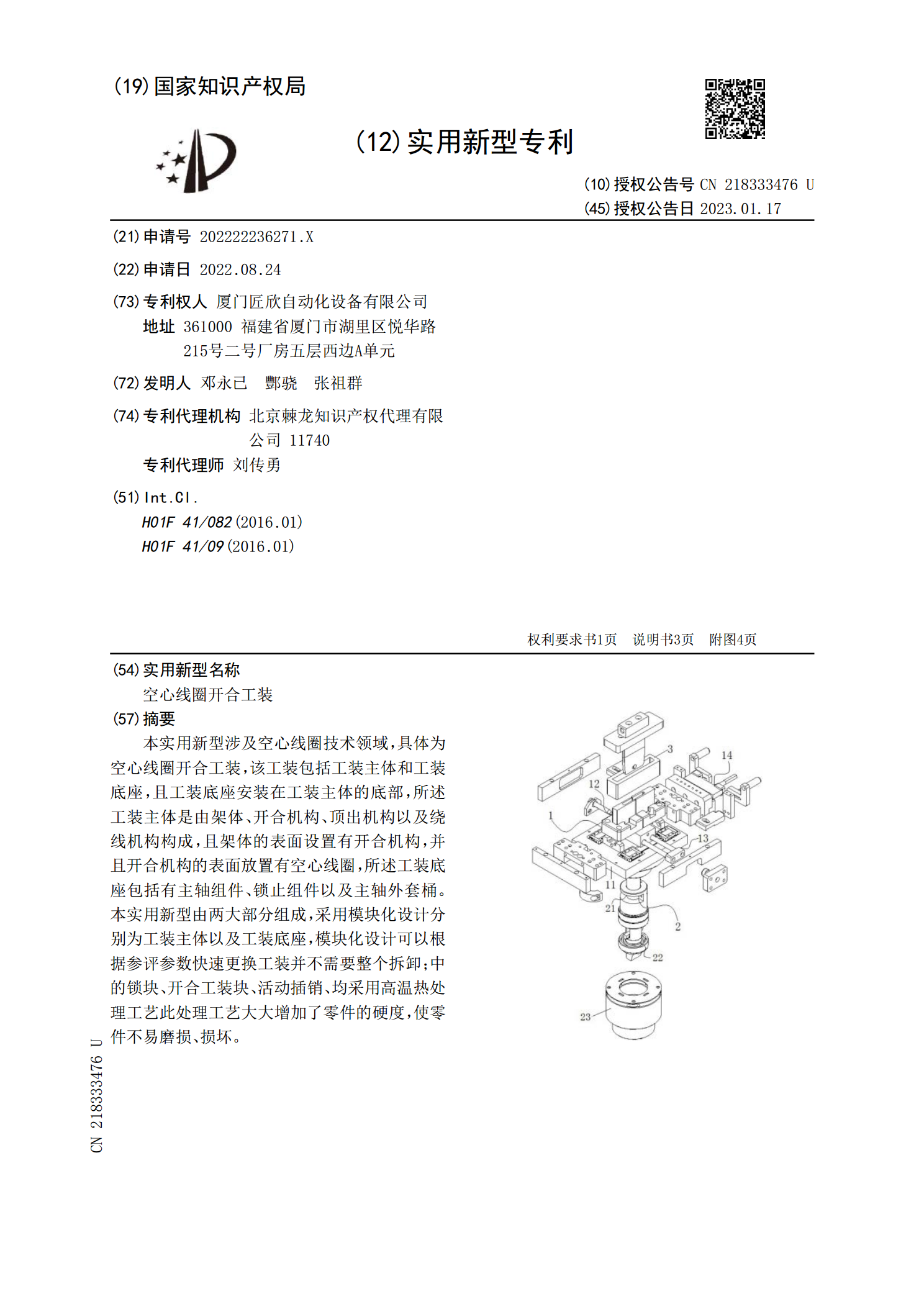
本实用新型涉及空心线圈技术领域,具体为空心线圈开合工装,该工装包括工装主体和工装底座,且工装底座安装在工装主体的底部,所述工装主体是由架体、开合机构、顶出机构以及绕线机构构成,且架体的表面设置有开合机构,并且开合机构的表面放置有空心线圈,所述工装底座包括有主轴组件、锁止组件以及主轴外套桶。本实用新型由两大部分组成,采用模块化设计分别为工装主体以及工装底座,模块化设计可以根据参评参数快速更换工装并不需要整个拆卸;中的锁块、开合工装块、活动插销、均采用高温热处理工艺此处理工艺大大增加了零件的硬度,使零件不易磨

一种空心杯电机线圈绕制设备.pdf
本发明涉及电机线圈的绕制设备,具体为空心杯电机线圈绕制设备。分别为A轴、B轴、C轴、D轴、E轴,对应的电机输入轴为A输入轴、B输入轴、C输入轴、D输入轴、E输入轴。A轴、B轴、C轴、D轴平行设置,所述A轴连接绕线胎膜,B轴上安装有圆柱轮,A轴和B轴通过同步轮和同步带相连接。C轴左支架通过轴承与A轴、B轴相连接,C轴右支架通过轴承与A轴、B轴相连接。E轴滑轨上的E轴滑块与主摆架连接,所述主摆架上通过线嘴支架连接线嘴。实现线嘴在X、Y方向上的往复运动,将线圈绕制在绕线胎膜上,大大提高了空心杯电机线圈的生产效率

异形空心线圈及其加工装置.pdf
本实用新型公开了一种异形空心线圈,包括呈扁平状外形的空心线圈(1),空心线圈(1)沿厚度方向整体弯曲成圆弧形,所述空心线圈(1)由漆包线卷绕而成,漆包线的表面涂覆有自粘漆层。还公开了一种加工装置,包括上模板(2)和下模座(3),上模板(2)和下模座(3)上均设有圆弧形的压合面(4),上模板(2)的上端连接有升降架(5),升降架(5)的外部连接有驱动杆(6),升降架(5)的内侧连接有限位环(7),限位环(7)的下端穿过上模板(2)并延伸至下方,下模座(3)的外侧设有通电或加热装置。本实用新型能够实现对异形空

一种拼接式空心杯线圈的制作方法.pdf
本发明公开了一种拼接式空心杯线圈的制作方法,属于电机线圈加工领域。包括有步骤:S1:制作六个菱形结构的线圈配件,并对线圈配件进行头尾线点胶、浸锡;S2:将线圈配件放在成型治具上挤压成左右两侧向上弯曲的弧形结构;S3:将S2中挤压后六个线圈配件依次组装拼接成半成品的空心杯线圈,并通过点胶固定;S4:将S3中半成品的空心杯线圈放入整型夹具中调整内径和外径的尺寸,得到成品的空心杯线圈。本发明的优势在于,相比于现有技术:首先,本发明的制作方法,能够制作出空心杯线圈,定子绕组无需铁芯,能够减少电机的尺寸,实现电机的