
医用多孔钽植入物及其制造方法.pdf

建英****66


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

医用多孔钽植入物及其制造方法.pdf
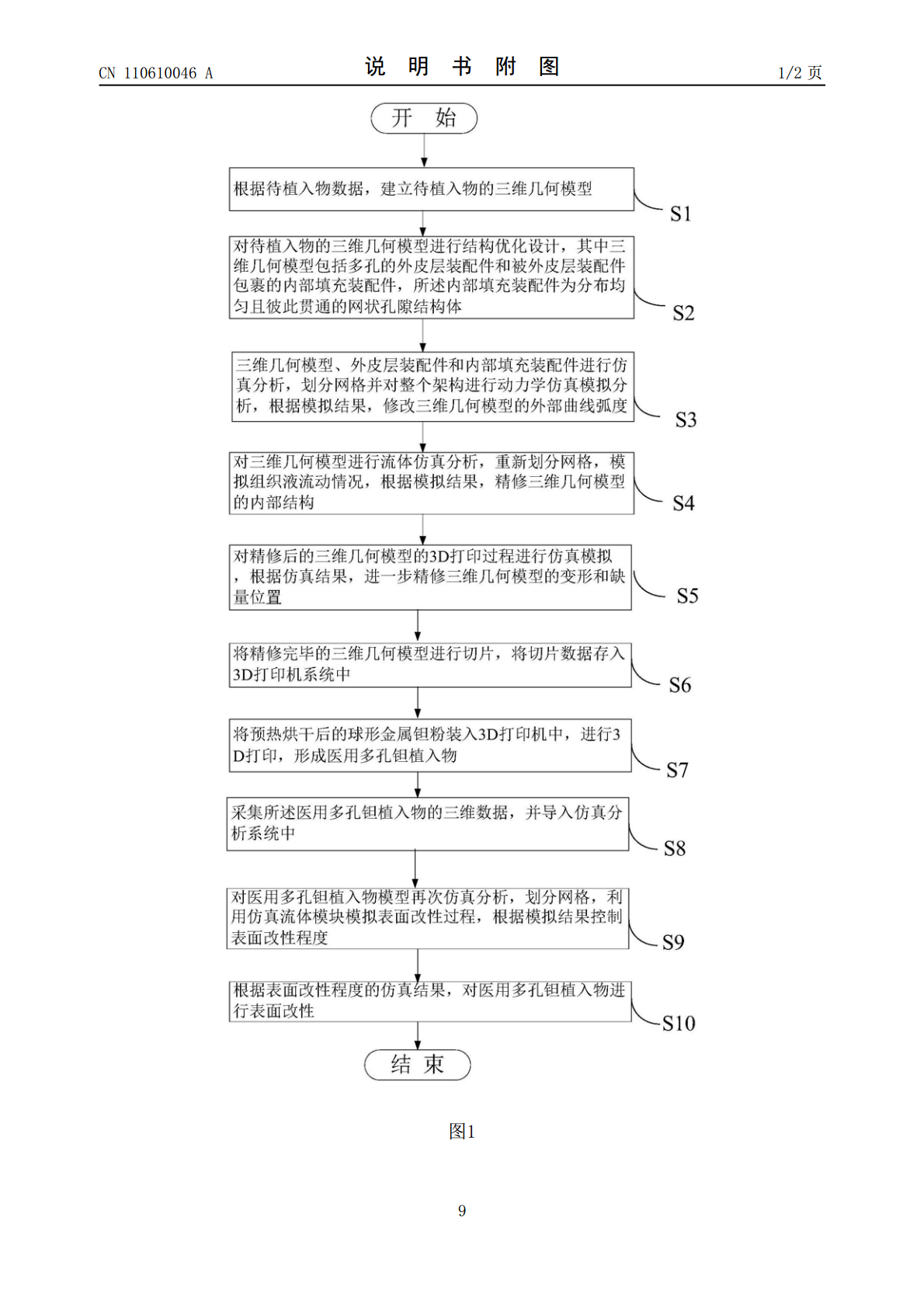
本发明涉及一种医用多孔钽植物及其制造方法,该制造方法包括以下步骤:建立植入物的三维几何模型;对模型进行结构优化设计;对模型架构进行仿真模拟分析,修改模型的外部曲线弧度;仿真模拟组织液流动情况,精修模型的内部结构;再一次仿真模拟,修补模型的变形和缺量位置;将修好的模型切片数据存入3D打印机系统中;3D打印形成多孔钽植入物;将多孔钽植入物的三维数据,导入仿真分析系统中;利用流体仿真模拟表面改性过程,根据结果控制表面改性程度;用表面改性程度的仿真结果,指导多孔钽植入物的表面改性。本发明的医用多孔钽植物及其制造方
多孔质生医植入物及其制造方法.pdf
一种多孔质生医植入物的制造方法包含提供支撑架,该支撑架具有承载表面,以积层制造形成多孔质生医植入物于该承载表面上,该多孔质生医植入物具有实心部及多孔部,该实心部结合该支撑架的该承载表面,该多孔部结合该实心部,其中该实心部及该多孔部是在同一层的积层制造中形成,及完成该多孔质生医植入物的积层制造后,移除该支撑架。
制备医用多孔钽植入材料的方法.pdf
一种制备医用多孔钽植入材料的方法,将聚乙醇水溶液与钽粉配成浆料,采用震动加压将所述浆料注入有机泡沫体中,再经干燥、脱脂、烧结、冷却和热处理步骤制得医用多孔钽材料;所述聚乙烯醇水溶液的质量浓度为2~8%,所述震动频率为20~80次/分钟;所述热处理是真空度为10-4Pa~10-3Pa,以10~20℃/min升温至800~900℃、保温240~480min,再以2~5℃/min冷至400℃、保温120~300min,然后随炉冷却至室温。本发明制得的多孔钽非常适合用于替代承重骨组织的医用植入材料,同时保证了生物
医用多孔钽植入材料的制备方法.pdf
一种医用多孔钽材料的制备方法,将聚乙醇水溶液与钽粉配成浆料,采用震动加压将所述浆料注入有机泡沫体中,再经干燥、脱脂、烧结、冷却和热处理步骤;聚乙烯醇水溶液的质量浓度为2~8%,所述震动频率为20~80次/分钟;烧结步骤是真空度为10-4Pa~10-3Pa,以10~20℃/min升温至1500~1800℃、保温120~240min、随炉冷至200~300℃,再以10~20℃/min升温至1500~1800℃、保温180~240min,以5~10℃/min升温至2000~2200℃、保温120~360min;
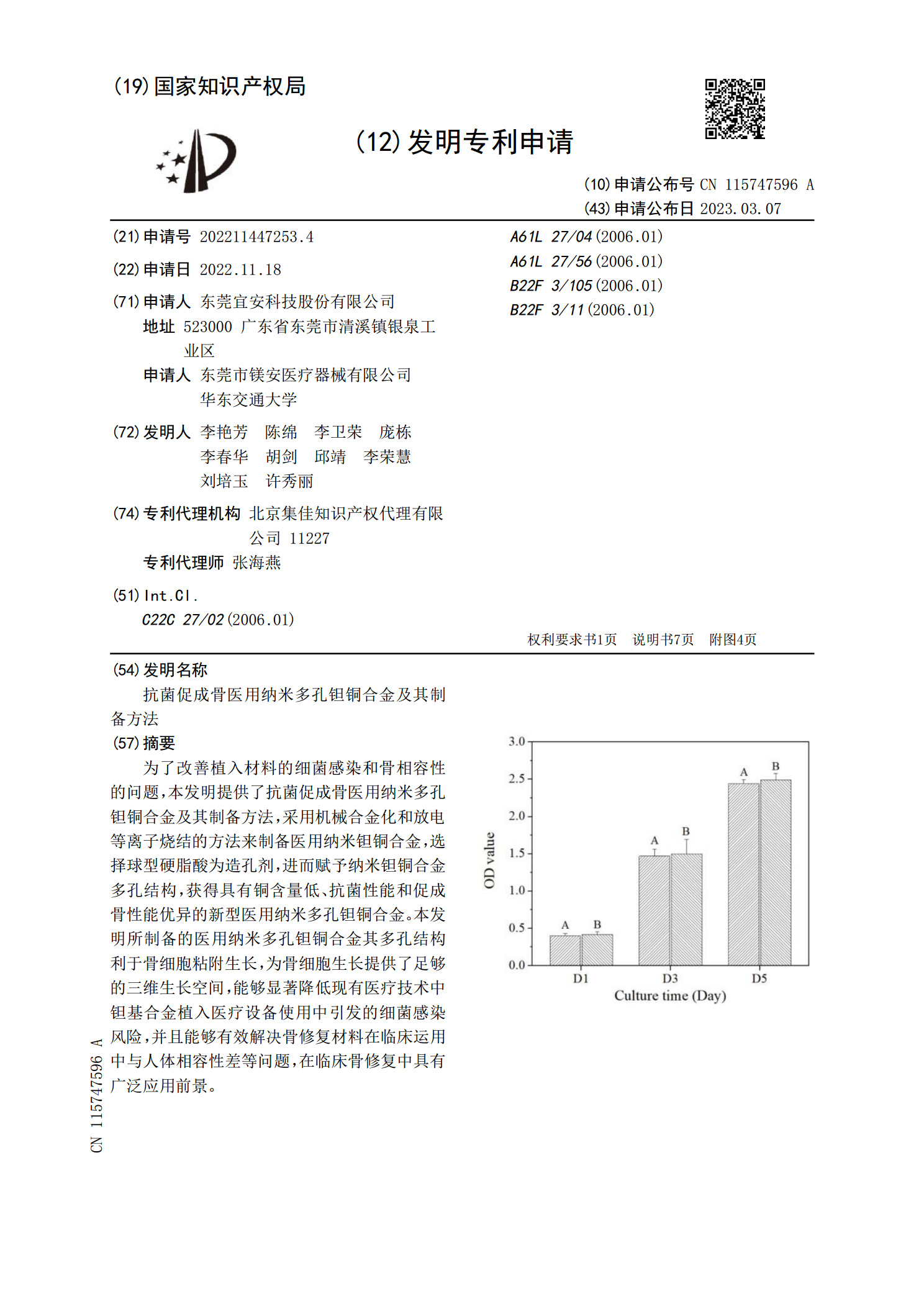
抗菌促成骨医用纳米多孔钽铜合金及其制备方法.pdf
为了改善植入材料的细菌感染和骨相容性的问题,本发明提供了抗菌促成骨医用纳米多孔钽铜合金及其制备方法,采用机械合金化和放电等离子烧结的方法来制备医用纳米钽铜合金,选择球型硬脂酸为造孔剂,进而赋予纳米钽铜合金多孔结构,获得具有铜含量低、抗菌性能和促成骨性能优异的新型医用纳米多孔钽铜合金。本发明所制备的医用纳米多孔钽铜合金其多孔结构利于骨细胞粘附生长,为骨细胞生长提供了足够的三维生长空间,能够显著降低现有医疗技术中钽基合金植入医疗设备使用中引发的细菌感染风险,并且能够有效解决骨修复材料在临床运用中与人体相容性差