
一种组合量规及测量方法.pdf

康佳****文库


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种组合量规及测量方法.pdf
一种组合量规及测量方法,通规包括手柄A、检孔检测端面A和检孔通端。手柄A的下端与检孔检测端面A的上部相连,检孔检测端面A的下部与检孔通端的端部相连。止规包括手柄B、检孔检测端面B和检孔止端。手柄B的下端与检孔检测端面B的上部相连,检孔检测端面B的下部与检孔止端的端部相连。本发明可检测螺纹孔小径、沉孔孔径、孔深以及位置度,直观的判断工件是否合格,检测精度高。

一种测量叶轮叶型用量规及其测量方法.pdf
本发明公开一种测量叶轮叶型用量规及其测量方法,测量叶轮叶型用量规包括用于定位与待测叶轮相对位置的定位板(1)以及用于对待测叶轮进行测量的样板(2),样板(2)设置在定位板(1)上。通过测量叶轮叶型用量规对叶轮叶型轮廓测量,操作简单,可以快速直观地检测出叶轮中的叶片变形情况,与三坐标测量方法相比具有简单、快速、直观等优点,大大降低了生产检测成本和时间,极大的提高了生产效率;本测量叶轮叶型用量规通过对比验证后已应用于实际生产中,解决了尺寸检测难题,开辟了复杂叶轮尺寸测量的新思路。
一种组合式矩形花键多尺寸量规.pdf
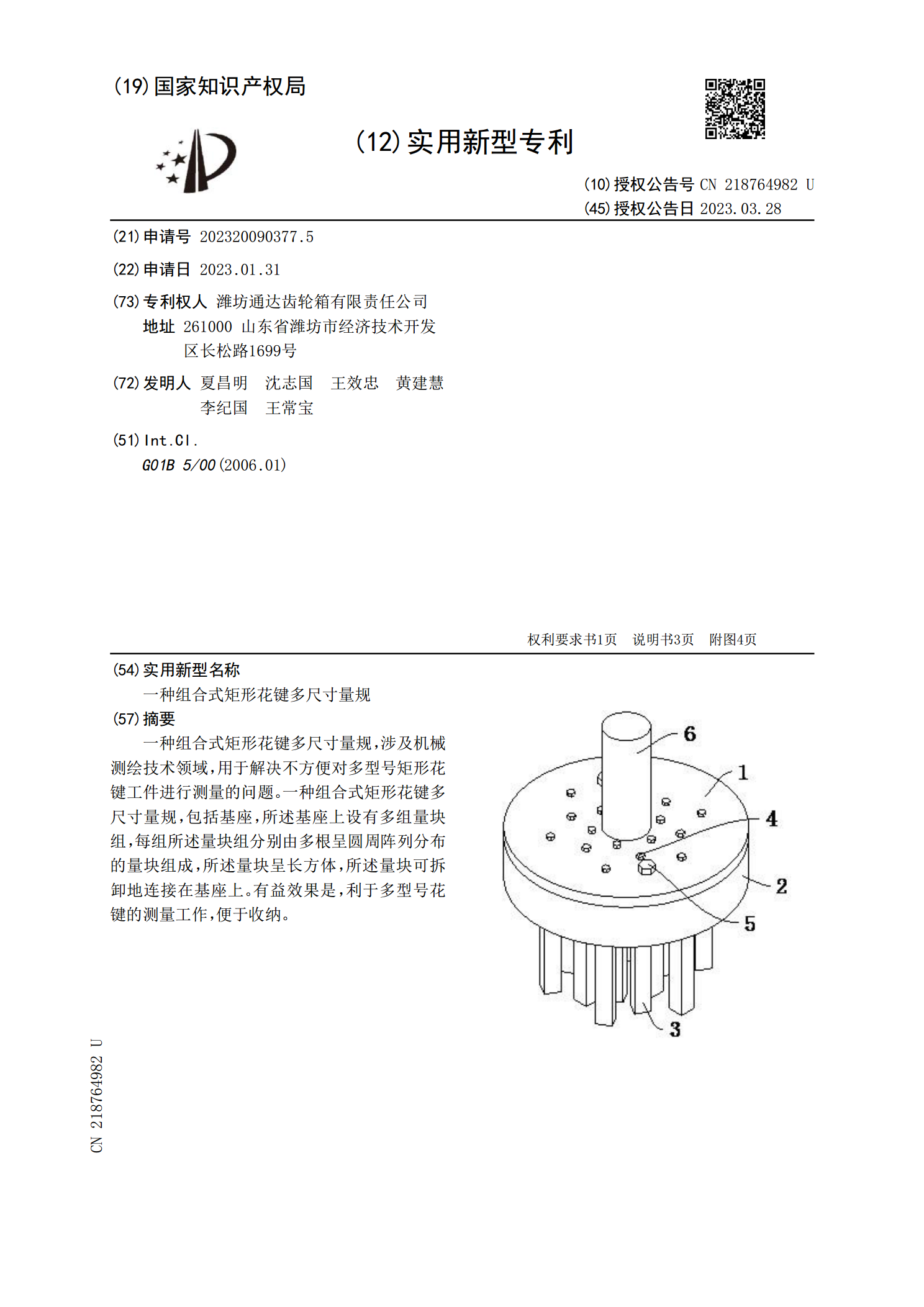
一种组合式矩形花键多尺寸量规,涉及机械测绘技术领域,用于解决不方便对多型号矩形花键工件进行测量的问题。一种组合式矩形花键多尺寸量规,包括基座,所述基座上设有多组量块组,每组所述量块组分别由多根呈圆周阵列分布的量块组成,所述量块呈长方体,所述量块可拆卸地连接在基座上。有益效果是,利于多型号花键的测量工作,便于收纳。

圆柱螺纹量规中径的测量方法探析.docx
圆柱螺纹量规中径的测量方法探析摘要:圆柱螺纹量规中径的测量方法,通常有双球测量法对圆柱内、外螺纹量规的单一作用中径进行测量。本文重点对圆柱螺纹量规单一中径和作用中径检测多种方法进行探析。关键词:圆柱螺纹量规;中径测量法;单一中径;作用中径引言在古代,人们利用螺纹固定战袍、压榨油料和制酒等。当今,在各种现代装备系统的设计和制造工作中,螺纹被广泛地应用于机械制造领域、航空装备产业、卫星及应用产业、轨道交通装备产业、海洋工程装备产业、智能制造装备产业等。1螺纹量规中径测量简述随着精密仪器广泛使用,直径200mm

小组合作评价量规1.doc
小组合作评价量规4321活动参与小组成员完全参与、总是忙于学习任务。小组成员大部分时间参与、忙于学习任务。小组成员参与,但有时间的浪费、不能集中于学习任务。小组成员没有参与,荒废时间、不能集中于相关的学习任务。领导以适当的方式选出的领导能引导小组的工作能顺利进行、鼓励组员参与、有针对性的提出解决方案、态度端正。以适当的方式选出领导。小组成员通常允许其他人选出领导、或受其控制。小组中没有形成领导、或有很强的随意性。倾听小组成员能认真倾听他人的意见。小组成员通常能认真倾听他人的意见。小组成员有时不能认真倾听他