
一种便于粘接角定位的风力发电机叶片模具.pdf

Th****s3

1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种便于粘接角定位的风力发电机叶片模具.pdf
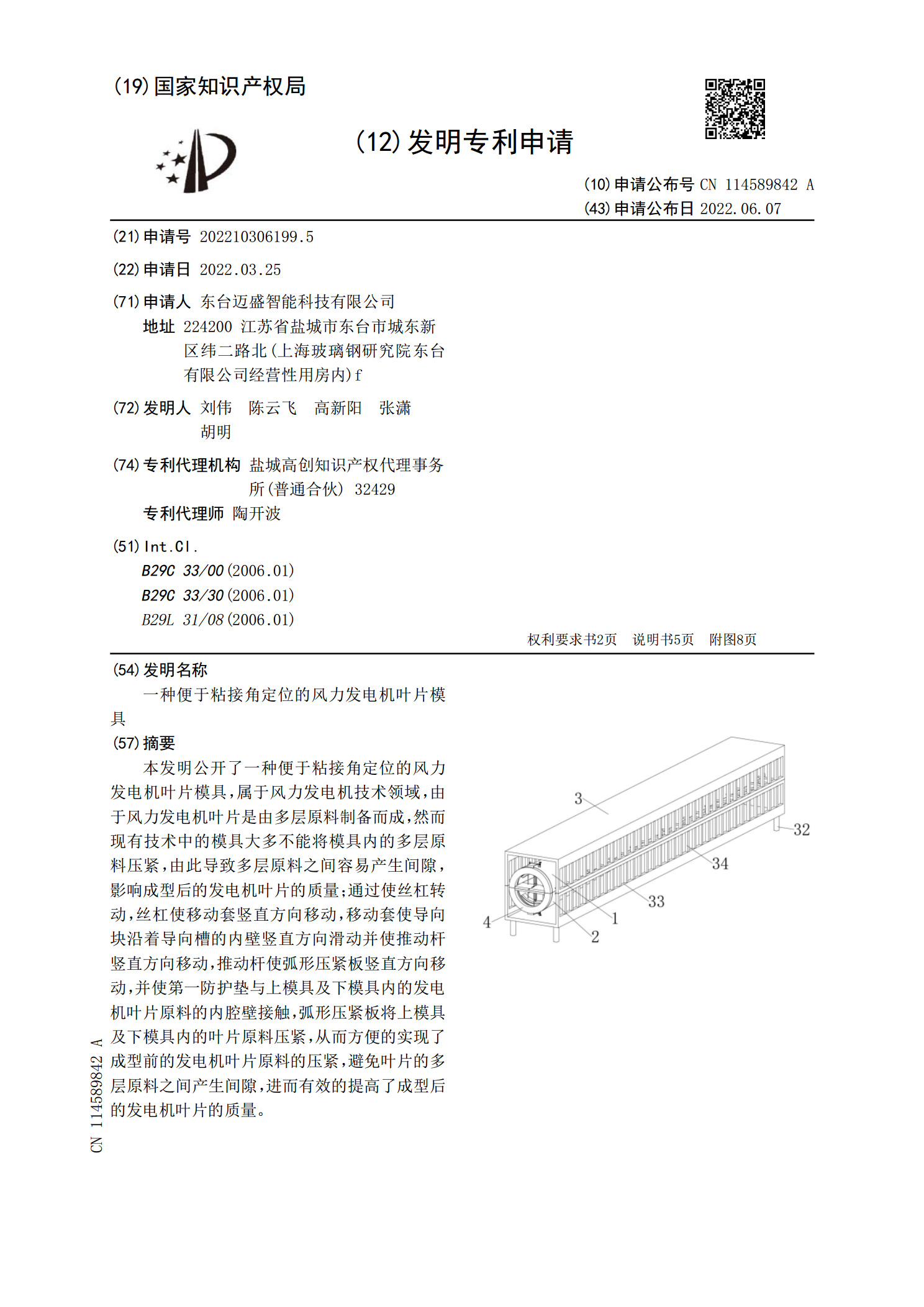
本发明公开了一种便于粘接角定位的风力发电机叶片模具,属于风力发电机技术领域,由于风力发电机叶片是由多层原料制备而成,然而现有技术中的模具大多不能将模具内的多层原料压紧,由此导致多层原料之间容易产生间隙,影响成型后的发电机叶片的质量;通过使丝杠转动,丝杠使移动套竖直方向移动,移动套使导向块沿着导向槽的内壁竖直方向滑动并使推动杆竖直方向移动,推动杆使弧形压紧板竖直方向移动,并使第一防护垫与上模具及下模具内的发电机叶片原料的内腔壁接触,弧形压紧板将上模具及下模具内的叶片原料压紧,从而方便的实现了成型前的发电机叶
一种用于大型风电叶片制造的粘接角模具定位系统.pdf
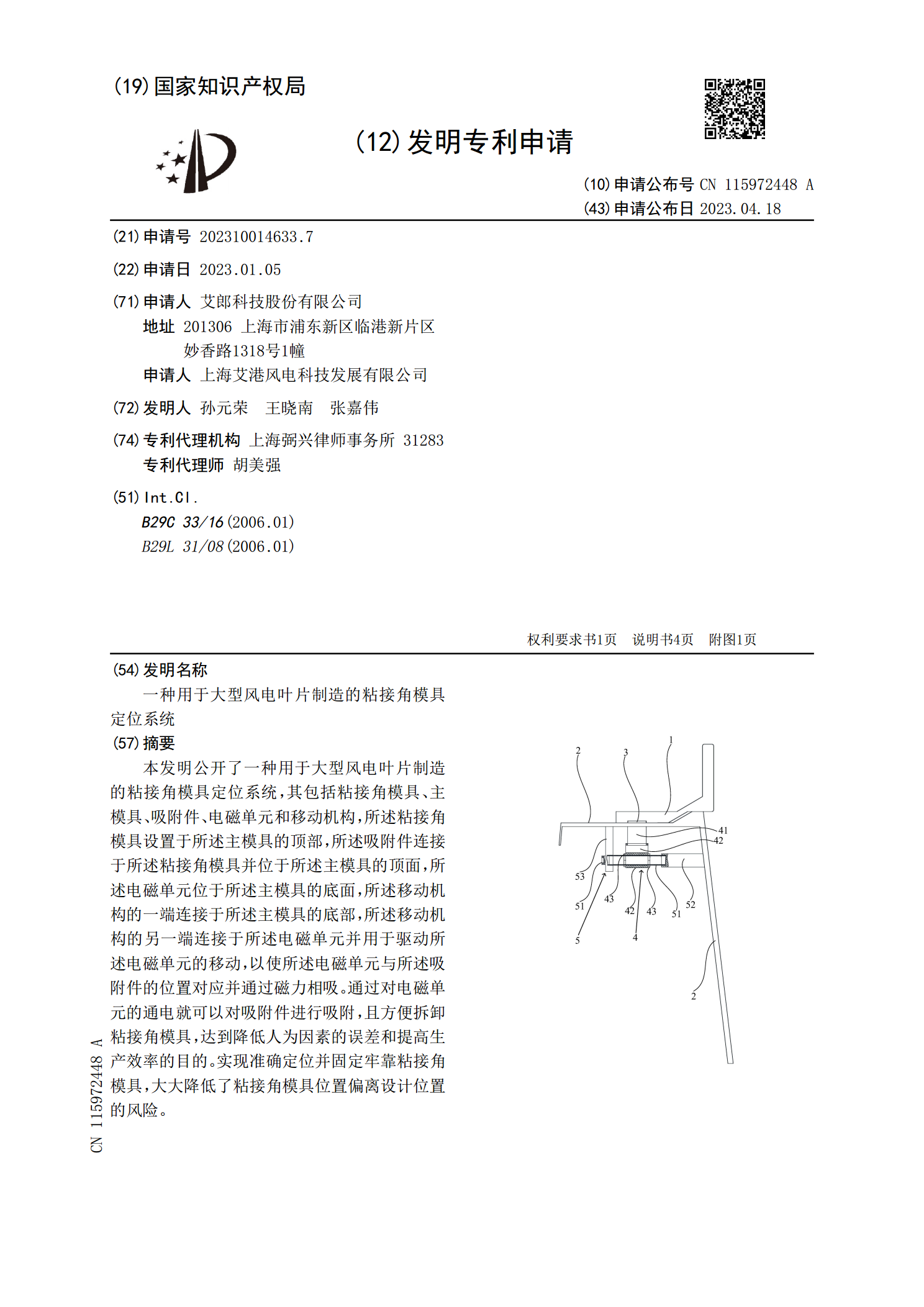
本发明公开了一种用于大型风电叶片制造的粘接角模具定位系统,其包括粘接角模具、主模具、吸附件、电磁单元和移动机构,所述粘接角模具设置于所述主模具的顶部,所述吸附件连接于所述粘接角模具并位于所述主模具的顶面,所述电磁单元位于所述主模具的底面,所述移动机构的一端连接于所述主模具的底部,所述移动机构的另一端连接于所述电磁单元并用于驱动所述电磁单元的移动,以使所述电磁单元与所述吸附件的位置对应并通过磁力相吸。通过对电磁单元的通电就可以对吸附件进行吸附,且方便拆卸粘接角模具,达到降低人为因素的误差和提高生产效率的目的

一种风电叶片第二粘接角模具及其制备方法.pdf
本发明公开了一种风电叶片第二粘接角模具及其制备方法,包括钢架、型板、加热管及面板,所述钢架顶部间隔螺栓连接有若干所述型板,紧贴每块所述型板的上表面间隔开设有加热管槽,所述加热管贯穿每块所述型板的加热管槽;所述面板由若干铁板组成,该若干铁板过渡焊接于所述型板的上表面,并与所述型板上表面焊接,所述面板上表面螺栓连接有两条三角翻边;相邻所述型板形成的间隙与所述面板之间粘贴有铝粉,所述加热管处于所述铝粉内。本发明通过将第二粘接角模具加工为钢制模具,钢制模具加工完成需要20天,而玻璃钢模具加工完成需要50天,相对于
一种风轮叶片腹板粘接定位安装方法.pdf
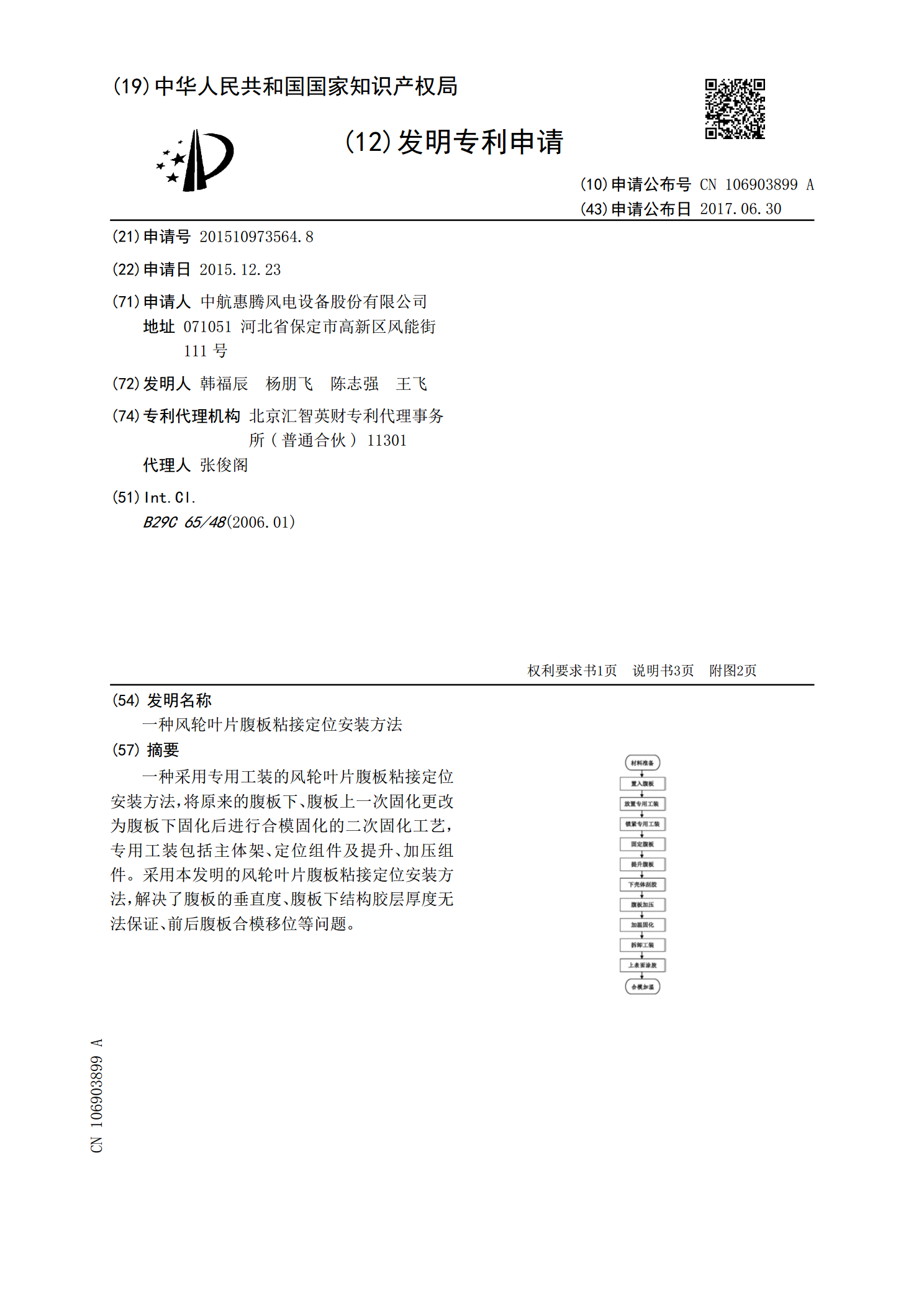
一种采用专用工装的风轮叶片腹板粘接定位安装方法,将原来的腹板下、腹板上一次固化更改为腹板下固化后进行合模固化的二次固化工艺,专用工装包括主体架、定位组件及提升、加压组件。采用本发明的风轮叶片腹板粘接定位安装方法,解决了腹板的垂直度、腹板下结构胶层厚度无法保证、前后腹板合模移位等问题。

风力发电机叶片模具制造方法.pdf
本发明提出一种风力发电机叶片模具制造方法,包括:步骤002:在软件上设计风力发电机叶片,然后利用设计软件在风力发电机叶片模型上完成模具设计,确定模具的外部轮廓;步骤004:根据模具的轮廓结构制作支撑钢架和风叶轮廓板,并将风叶轮廓板固定连接在支撑钢架上;步骤006:在风叶轮廓板的内表面铺设绝热层;步骤008:在绝热层的表面铺设加热层;步骤010:在加热层上铺设玻璃钢主体层;步骤012:对玻璃钢主体层进行修型加工;步骤014;在加工后的玻璃钢主体层表面铺设胶衣层。通过本发明的风力发电机叶片模具制造方法可省略风