
锦纶迷彩伪装面料印花工艺及面料的生产加工方法.pdf

Do****76

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锦纶迷彩伪装面料印花工艺及面料的生产加工方法.pdf
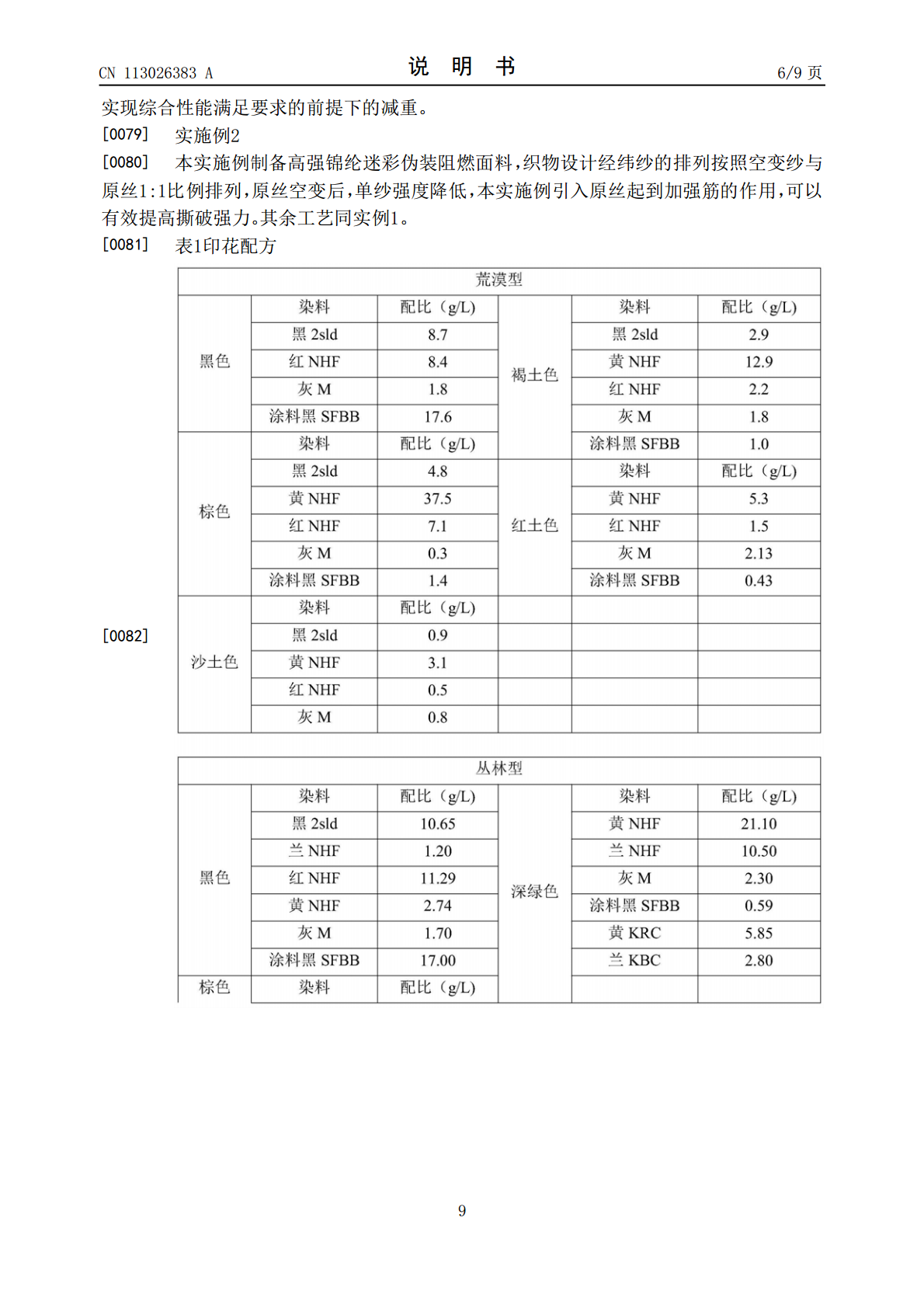
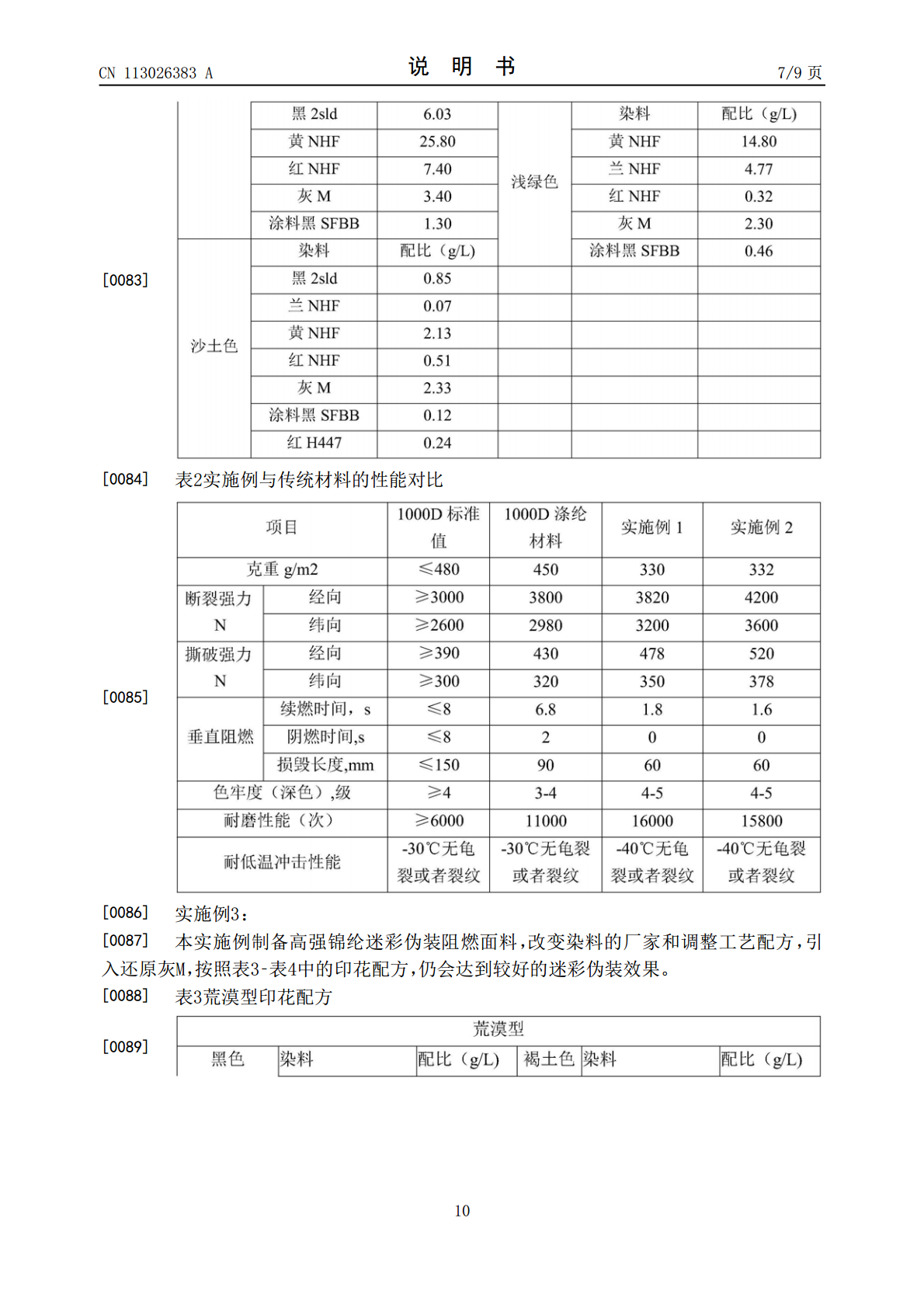
本发明为锦纶迷彩伪装面料印花工艺及面料的生产加工方法,该印花工艺印制迷彩伪装色,迷彩伪装色的色浆料中加入有还原灰M。该加工方法包括涂层整理工序,将印制有迷彩伪装色的防水定型后面料进行涂层整理,按照先底胶刮涂、轧光,后中胶刮涂,最后面胶刮涂的顺序完成阻燃涂层;底胶刮涂时控制烘箱温度接近底胶配方中交联剂的温度,调控车速,使聚氨酯胶水中甲苯完全挥发,底胶达到烘干状态,但部分交联剂未完全反应结成网状结构,后道轧光时将底胶更多的挤压到面料的纱线缝隙中,并使交联剂与聚氨酯胶水进一步反应并完成固化过程。面料色牢度稳定,
一种防红外型迷彩印花面料生产方法.pdf
本发明公开了一种防红外型迷彩印花面料生产方法,包括将面料依次经过迷彩印花、第一次烘干、浸轧涂层和第二次烘干,得成品;其中,迷彩印花的色浆包括以下重量份数的原料:粘合剂15‑35份、涂料5‑7份和防红外剂1‑3份;浸轧涂层为将面料浸入防红外剂中轧制,使得面料的表面形成抗红外膜。本发明具有防红外效果显著、耐水洗性强、节能减排的特点。
一种高性能林地迷彩面料印花工艺.pdf
本发明公开了一种林地迷彩面料印花工艺,所述工艺包括如下步骤:(1)配制浆料;(2)印花;(3)发色;(4)水洗;(5)后整理。本发明工艺通过调整染料的用量来调整光谱反射率,对于深色如黑色、棕色通过添加少量涂料黑来整体降低反射率,所得迷彩图案有很好的森林隐身效果,同时成品质量较好。
一种迷彩面料的印染加工工艺.pdf
本发明公开了一种迷彩面料的印染加工工艺,所述迷彩面料按重量百分比30-50%棉纤维、30-50%涤纶纤维、10-30%氨纶纤维、10-20%绢丝纤维混纺交织而成,包括如下步骤:S1烧毛、S2冷堆、S3碱洗、S4丝光、S5染地、S6印花、S7防水阻燃整理、S8拉幅预缩。所述迷彩面料的印染加工工艺可保证迷彩面料所染地色高色牢度和颜色前后稳定性,满足迷彩印花要求,质量重现性良好,成品质量指标能满足客户需求。

一种印花面料的加工方法.pdf
本发明涉及纺织领域中纱线的加工方法,公开了一种印花面料的加工方法,包括纱线前处理、用活性染料组合进行染色、固色处理及后处理,所述活性染料组合包含3支染料,所述固色处理步骤中,固色剂的用量与活性染料用量的关系如下。本发明提供的一种印花面料的加工方法,步骤合理,喷印的织物轮廓清晰,层次立体逼真,色彩鲜艳,柔软度好,相比上浆前处理工艺,喷印产品质量整体得到明显提升,解决了以往喷印过程中经常出现的得色浓艳度与精细度相矛盾以及薄型面料由于退浆不尽,手感发硬等问题。另外,无浆料前处理工艺中由于没有糊料存在,因此大大减