
锻压工艺学-锻造-自由锻造.ppt

山柳****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共75页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锻压工艺学-锻造-自由锻造.ppt
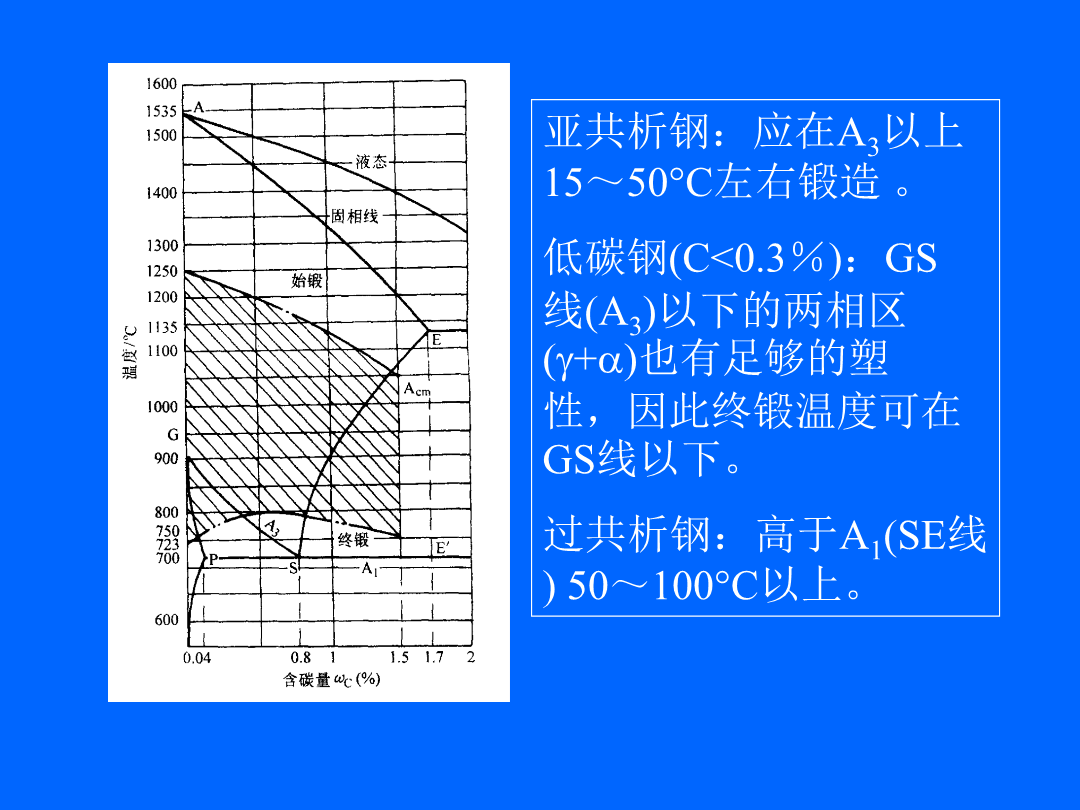
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:亚共析钢:应在A3以上15~50C左右锻造。低碳钢(C<0.3%):GS线(A3)以下的两相区(+)也有足够的塑性因此终锻温度可在GS线以下。过共析钢:高于A1(SE线)50~100C以上。自由锻造概述自由锻造:只用简单的通用工具或在锻造设备的上、下砧间直接对坯料施加外力使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上
锻压工艺学-锻造-自由锻造.ppt
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:亚共析钢:应在A3以上15~50C左右锻造。低碳钢(C<0.3%):GS线(A3)以下的两相区(+)也有足够的塑性,因此终锻温度可在GS线以下。过共析钢:高于A1(SE线)50~100C以上。自由锻造概述自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上自由锻

锻压工艺学-锻造-锤上模锻.ppt
锤上模锻特点:锤上模锻分开式模锻和闭式模锻。开式模锻的特点:(1);(2);(3);(4)。闭式模锻特点:(1);(2);(3);(4)。第一章模锻件分类第一类圆饼类锻件定义:特点:第二类长轴类锻件定义:特点:第一组:直长轴线锻件第二组:弯曲轴线锻件第三组:枝芽类锻件第四组:叉类锻件第二章模锻件图的制订制订锻件图内容:一、分模线(面)的选择原则:1);2);3)。(1)分模位置应选定在锻件侧面的中部(2)分模位置应尽可能采用直线状(3)头部尺寸较大的长轴类锻件,不宜用直线状分模(4)考虑锻模和切边模加工制

锻压成形技术模型锻造.pptx
模型锻造模锻与模锻的主要特点模锻与自由锻相比具有以下特点:(1)生产率高、可锻造形状较复杂、尺寸精确和表面较光洁的锻件,因而机械加工余量小,材料利用率高,成本较低;而且可使锻件的金属纤维组织分布更为合理,进一步提高了零件的使用寿命。(2)模锻设备投资大,锻模成本高,生产准备同期长,模锻件的质量受到模锻设备吨位的限制,一般在150kg以下。因此,模锻适用于大批量生产中小型锻件。在汽车、拖拉机、飞机和动力机械等工业中,得到广泛应用。据统计,在一些工业发达国家,生产的模锻件占锻件总质量的70%以上。生产上常用的

锻造工艺学3锻造的热规范.pptx
12塑性指金属在外力作用下发生永久变形而不破坏其完整性的能力;塑性高,金属具有的塑性成形适应能力强,可产生的塑性变形大。对金属施加的外力称为变形力;金属抵抗变形的力称为变形抗力,它反映金属变形的难易程度。影响塑性的因素5678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455复习思考题57感恩您的聆听!