
锻压工艺学-锻造-锤上模锻.ppt

kp****93

1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共89页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

锻压工艺学-锻造-锤上模锻.ppt
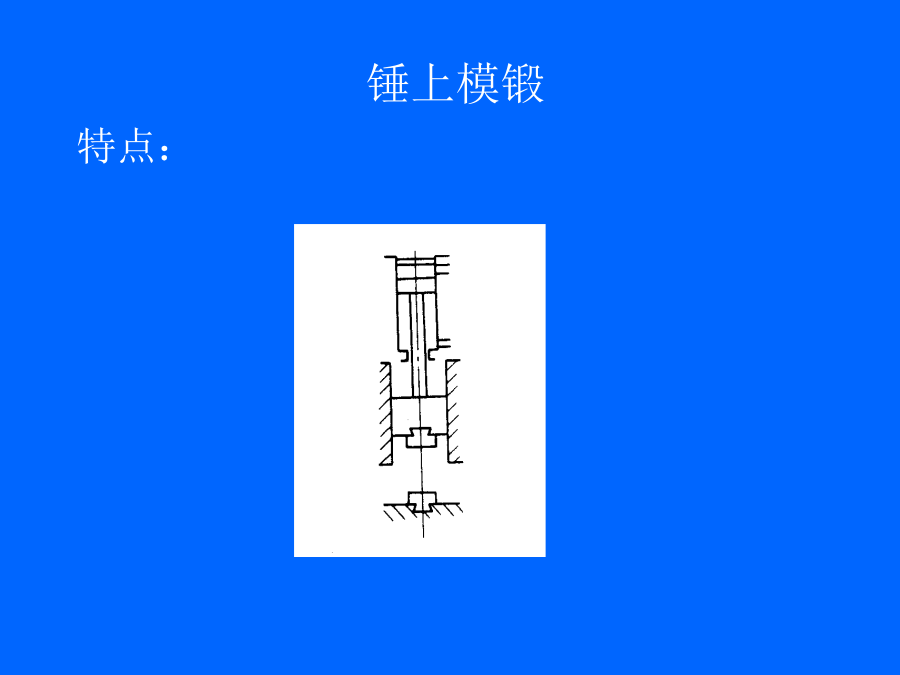
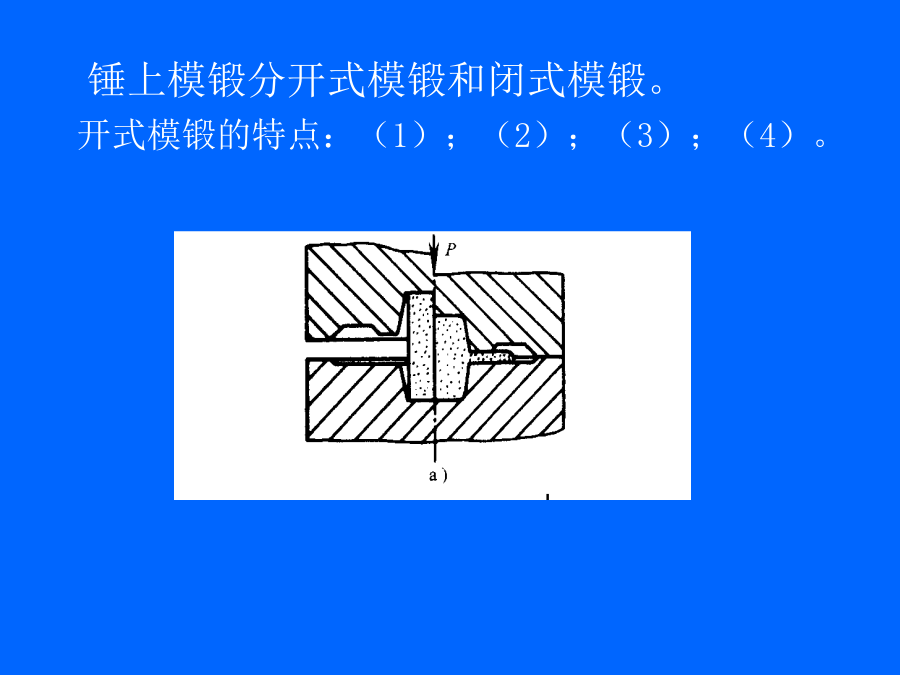
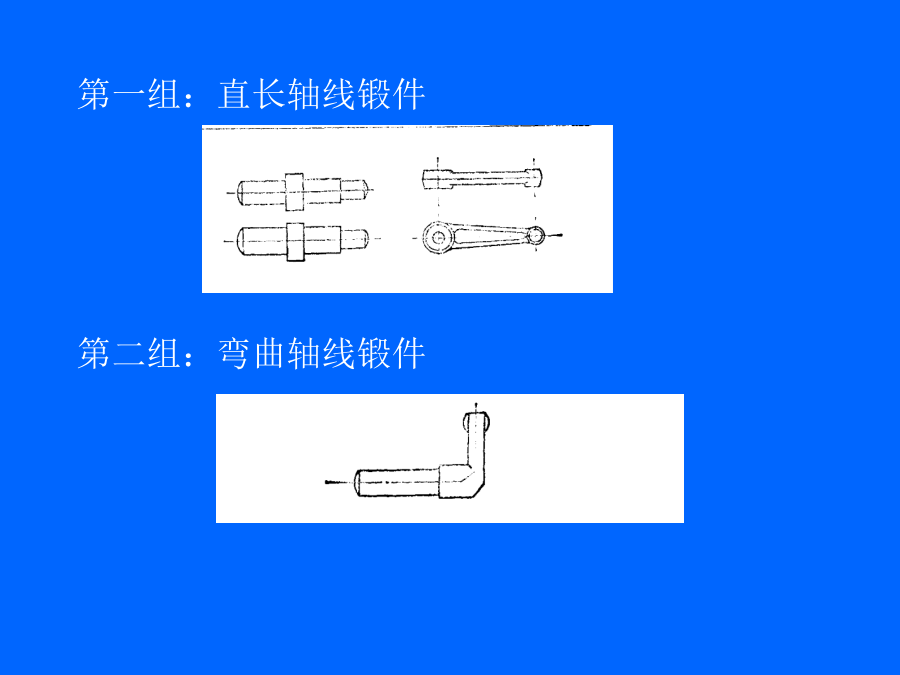
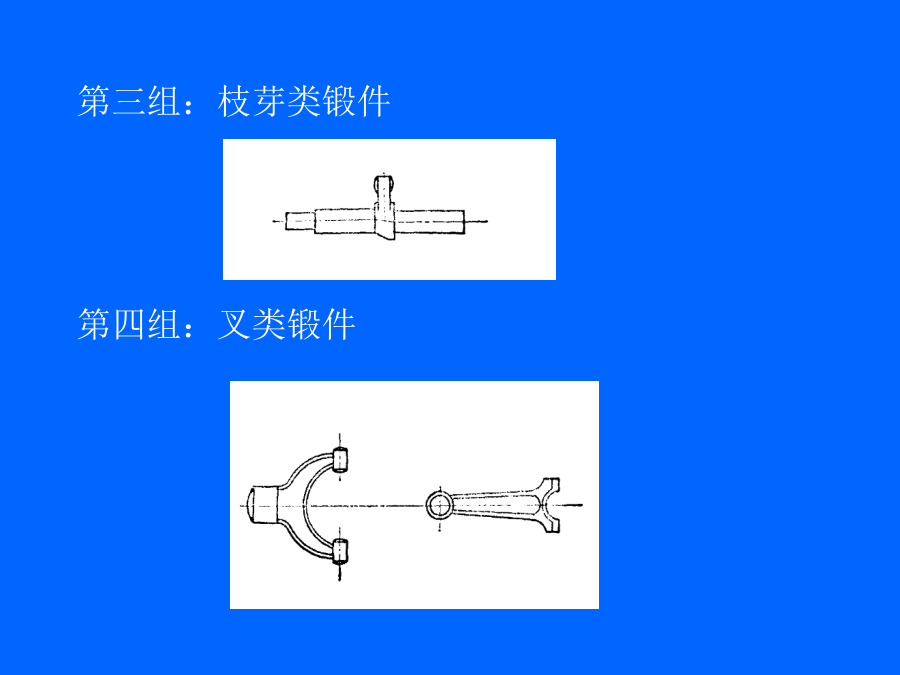
锤上模锻特点:锤上模锻分开式模锻和闭式模锻。开式模锻的特点:(1);(2);(3);(4)。闭式模锻特点:(1);(2);(3);(4)。第一章模锻件分类第一类圆饼类锻件定义:特点:第二类长轴类锻件定义:特点:第一组:直长轴线锻件第二组:弯曲轴线锻件第三组:枝芽类锻件第四组:叉类锻件第二章模锻件图的制订制订锻件图内容:一、分模线(面)的选择原则:1);2);3)。(1)分模位置应选定在锻件侧面的中部(2)分模位置应尽可能采用直线状(3)头部尺寸较大的长轴类锻件,不宜用直线状分模(4)考虑锻模和切边模加工制

锻压工艺学-锻造-锤上模锻.ppt
锤上模锻特点:锤上模锻分开式模锻和闭式模锻。开式模锻的特点:(1);(2);(3);(4)。闭式模锻特点:(1);(2);(3);(4)。第一章模锻件分类第一类圆饼类锻件定义:特点:第二类长轴类锻件定义:特点:第一组:直长轴线锻件第二组:弯曲轴线锻件第三组:枝芽类锻件第四组:叉类锻件第二章模锻件图的制订制订锻件图内容:一、分模线(面)的选择原则:1);2);3)。(1)分模位置应选定在锻件侧面的中部(2)分模位置应尽可能采用直线状(3)头部尺寸较大的长轴类锻件,不宜用直线状分模(4)考虑锻模和切边模加工制

锻造工艺与模具设计-锤上模锻.ppt
第六章锤上模锻锤上模锻:利用锻锤驱动完成模锻成形的过程,简称锤锻蒸汽-空气模锻锤、液压模锻锤、对击模锻锤、机械锤和模锻空气锤锤锻模的结构锤锻模由上下两个模块组成,两模块借助燕尾、楔铁和键块分别紧固在锤头和下模座的燕尾槽中。燕尾使模块固定在锤头(或砧座)上,使燕尾底面与锤头(或砧座)底面紧密贴合。楔铁使模块在左右方向定位。键块使模块在前后方向定位。6.2模锻件分类第一类锻件:短轴类或饼类锻件主体轴线立置于模膛成形,水平方向二维尺寸相近的锻件。其特点是:①锻件的主轴线尺寸小于其它两个方向的尺寸;②变形工序的作

锻造工艺与模具设计-锤上模锻.ppt
第六章锤上模锻锤上模锻:利用锻锤驱动完成模锻成形的过程,简称锤锻蒸汽-空气模锻锤、液压模锻锤、对击模锻锤、机械锤和模锻空气锤锤锻模的结构锤锻模由上下两个模块组成,两模块借助燕尾、楔铁和键块分别紧固在锤头和下模座的燕尾槽中。燕尾使模块固定在锤头(或砧座)上,使燕尾底面与锤头(或砧座)底面紧密贴合。楔铁使模块在左右方向定位。键块使模块在前后方向定位。6.2模锻件分类第一类锻件:短轴类或饼类锻件主体轴线立置于模膛成形,水平方向二维尺寸相近的锻件。其特点是:①锻件的主轴线尺寸小于其它两个方向的尺寸;②变形工序的作
锻造工艺与模具设计-锤上模锻.pdf