
锻压工艺学-锻造-自由锻造.ppt

qw****27


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共75页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锻压工艺学-锻造-自由锻造.ppt
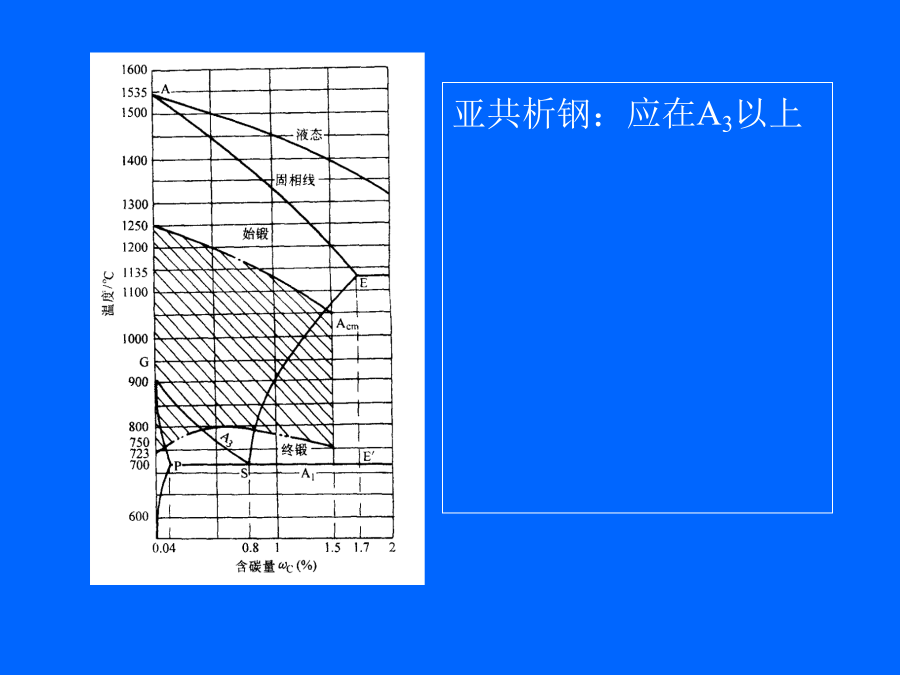
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:亚共析钢:应在A3以上15~50C左右锻造。低碳钢(C<0.3%):GS线(A3)以下的两相区(+)也有足够的塑性因此终锻温度可在GS线以下。过共析钢:高于A1(SE线)50~100C以上。自由锻造概述自由锻造:只用简单的通用工具或在锻造设备的上、下砧间直接对坯料施加外力使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上
锻压工艺学-锻造-自由锻造.ppt
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:亚共析钢:应在A3以上15~50C左右锻造。低碳钢(C<0.3%):GS线(A3)以下的两相区(+)也有足够的塑性,因此终锻温度可在GS线以下。过共析钢:高于A1(SE线)50~100C以上。自由锻造概述自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上自由锻
锻压工艺学-锻造-自由锻造.pptx
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:自由锻造概述自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上自由锻造:生产中、小型自由锻件。液压机上自由锻造:生产大型自由锻件。第一章锤上自由锻造第一节自由锻造的基本工序自由锻造的基本工序有镦粗、拔长、冲孔、弯曲、扭转、切割和锻焊。一、镦粗镦粗:局部镦粗:用途:由横
锻压工艺学-锻造-自由锻造.pptx
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:自由锻造概述自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上自由锻造:生产中、小型自由锻件。液压机上自由锻造:生产大型自由锻件。第一章锤上自由锻造第一节自由锻造的基本工序自由锻造的基本工序有镦粗、拔长、冲孔、弯曲、扭转、切割和锻焊。一、镦粗镦粗:局部镦粗:用途:由横
锻压工艺学-锻造-自由锻造.ppt
锻前加热锻造温度:始锻温度和终锻温度间的温度间隔。要求:始锻温度:主要受过热、过烧的限制。终锻温度:锻造结束之前金属还具有足够的塑性注意的问题:亚共析钢:应在A3以上15~50C左右锻造。低碳钢(C<0.3%):GS线(A3)以下的两相区(+)也有足够的塑性,因此终锻温度可在GS线以下。过共析钢:高于A1(SE线)50~100C以上。自由锻造概述自由锻造:只用简单的通用工具,或在锻造设备的上、下砧间直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件的加工方法。手工锻造:锤上自由锻