
真空灌注成型工艺及其影响因素的探讨(下载)-真空灌注成型.pdf

猫巷****永安

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空灌注成型工艺及其影响因素的探讨(下载)-真空灌注成型.pdf
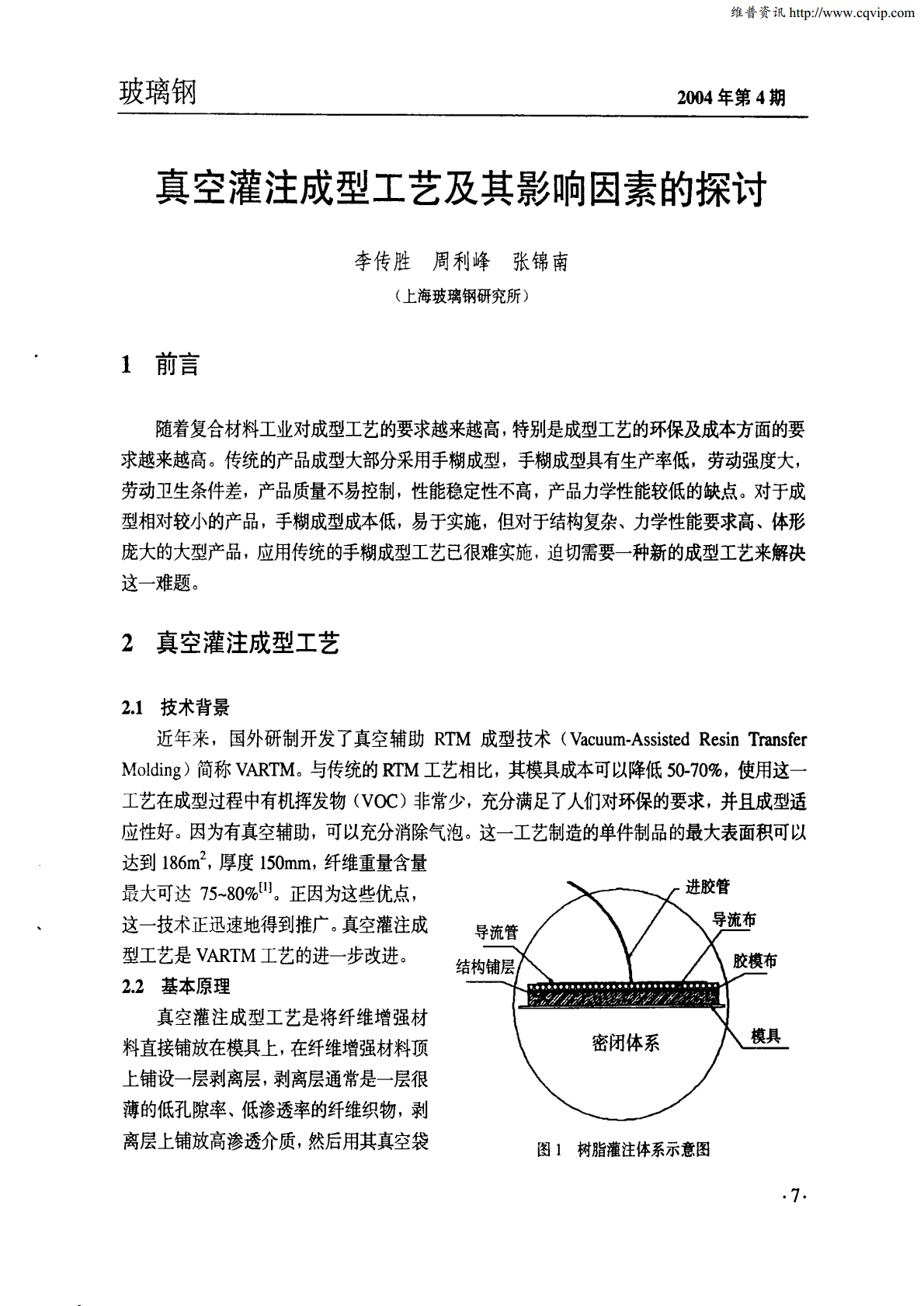
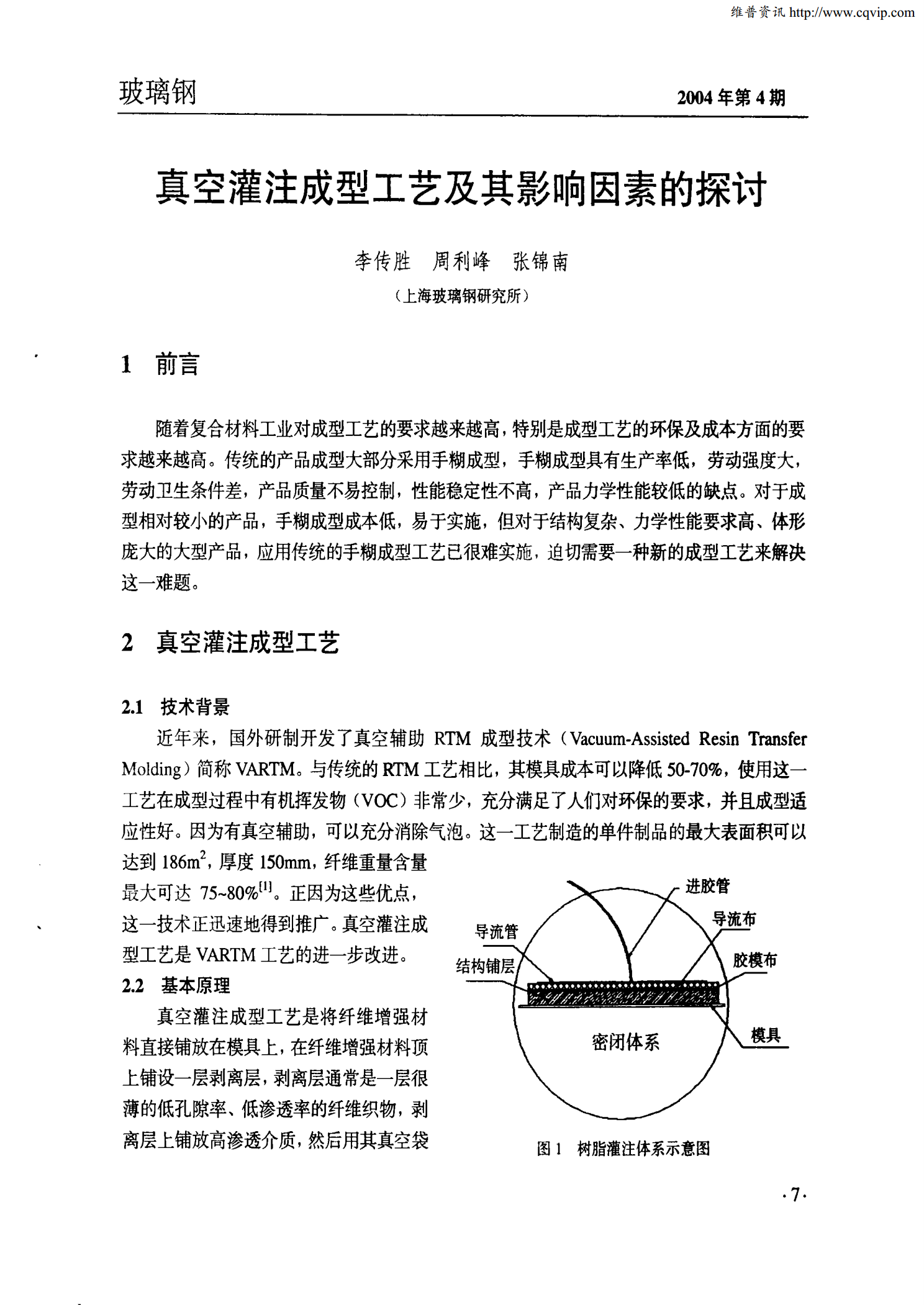
玻璃钢年第期真空灌注成型工艺及其影响因素的探讨李传胜周利峰张锦南上海玻

软模真空灌注成型工艺及制品探讨研究的开题报告.docx
软模真空灌注成型工艺及制品探讨研究的开题报告一、研究背景和意义在现代工业制造中,各种材料的加工工艺得到了不断的改进和提高,高性能、高精度、高质量的制品需求不断增加。其中,软模真空灌注成型工艺是一种相较于其他加工工艺有更好的品质和经济效益的成型工艺,特别适用于复杂形状和高精度要求的产品制造。它是指通过采用柔性模具,在真空状态下灌注树脂类材料使其固化成型的一种工艺。随着现代生产技术的不断进步和广泛应用,软模真空灌注成型工艺逐渐成为重要的制品制造工艺之一。这种工艺具有高度的控制性能、低成本、高生产效率、工件表面

风力发电叶片真空灌注成型工艺概述.doc
(完整word版)风力发电叶片真空灌注成型工艺概述(完整word版)风力发电叶片真空灌注成型工艺概述网址:http://www.gesep.com联系电话:02161024899E-mail:service@gesep.com(完整word版)风力发电叶片真空灌注成型工艺概述风力发电叶片真空灌注成型工艺概述一、叶片成型1。模具清理(QAcheck:工序的正确性;各工序涂抹到位。)1。1洁模剂清洁模具表面,除油除污渍。1。2封孔剂密封模具表面小气孔,防止在真空灌注过程中由于模具的漏气而造成产品气孔率大,影响

风力发电叶片真空灌注成型工艺概述.doc
(完整word版)风力发电叶片真空灌注成型工艺概述(完整word版)风力发电叶片真空灌注成型工艺概述网址:http://www.gesep.com联系电话:02161024899E-mail:service@gesep.com(完整word版)风力发电叶片真空灌注成型工艺概述风力发电叶片真空灌注成型工艺概述一、叶片成型1。模具清理(QAcheck:工序的正确性;各工序涂抹到位。)1。1洁模剂清洁模具表面,除油除污渍。1。2封孔剂密封模具表面小气孔,防止在真空灌注过程中由于模具的漏气而造成产品气孔率大,影响
真空灌注工艺.pdf
真空灌注工艺简介真空灌注工艺是指树脂通过真空的力量来灌注的。材料是平铺在模具上,树脂在抽完真空以后导入。要达到完全的真空,树脂通过管子逐层渗透到铺层,此工艺需根据不同厂家和材料进行分类。传统的手糊工艺,将加强层平铺在模具上,用毛刷、辊子或其他功能一样的浸润压实,能够提高的方法就是利用真空袋将多余的树脂吸出来,真空袋能够很大地提高树脂对玻璃丝的渗透率,主要结果是让产品更强更轻。如果对真空袋不是很熟悉的话,我们建议阅读我们的手册,关于真空袋设备及技术应用,及真空成型工艺应用的经验及原理。真空灌注的优点真空灌注