
凸轮轴加工工艺.doc

猫巷****奕声

1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凸轮轴加工工艺.doc
凸轮轴的加工工艺凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:
凸轮轴加工工艺.doc
凸轮轴的加工工艺凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状大大减轻了石墨对基体的分割性和尖口作用球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上如S195柴油机做凸轮轴用的球墨铸铁用QT600-3或QT700-2要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:将接近

新型凸轮轴加工工艺.pdf
本发明涉及机械加工领域,尤其涉及一种新型凸轮轴加工工艺。包括以下工艺流程:毛坯→调质→取样→钻中心孔→车一→车二→车铣一→钳工去毛刺→钻Φ70油孔→凸轮型面淬火→车铣二→精磨凸轮→探伤退磁→酸浸蚀检测→钳一→振动去毛刺→钳二→三坐标检测→凸轮轮廓检测→钳三→成品检测→清洗→安装定位套→涂油→入库。本发明工艺的凸轮型面加工是采用数控车铣加工和CBN高速随动磨削加工。
凸轮轴的加工工艺.pdf
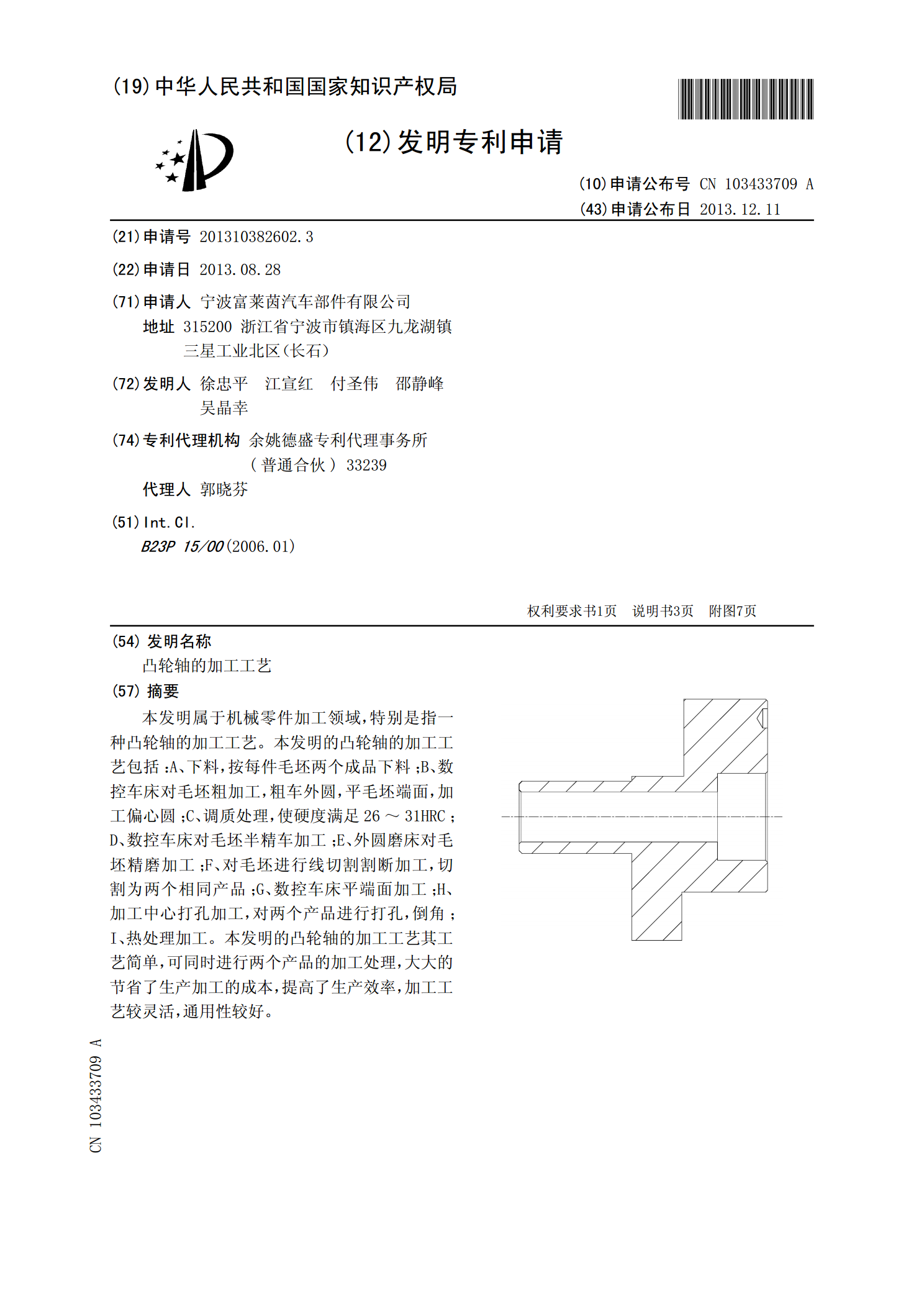
本发明属于机械零件加工领域,特别是指一种凸轮轴的加工工艺。本发明的凸轮轴的加工工艺包括:A、下料,按每件毛坯两个成品下料;B、数控车床对毛坯粗加工,粗车外圆,平毛坯端面,加工偏心圆;C、调质处理,使硬度满足26~31HRC;D、数控车床对毛坯半精车加工;E、外圆磨床对毛坯精磨加工;F、对毛坯进行线切割割断加工,切割为两个相同产品;G、数控车床平端面加工;H、加工中心打孔加工,对两个产品进行打孔,倒角;I、热处理加工。本发明的凸轮轴的加工工艺其工艺简单,可同时进行两个产品的加工处理,大大的节省了生产加工的成

凸轮轴加工工艺[1].doc
凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:将接近灰铸铁成份