
凸轮轴的加工工艺.pdf

是你****岺呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

凸轮轴加工工艺.doc
凸轮轴的加工工艺凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:
凸轮轴加工工艺.doc
凸轮轴的加工工艺凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状大大减轻了石墨对基体的分割性和尖口作用球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上如S195柴油机做凸轮轴用的球墨铸铁用QT600-3或QT700-2要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:将接近
凸轮轴的加工工艺.pdf
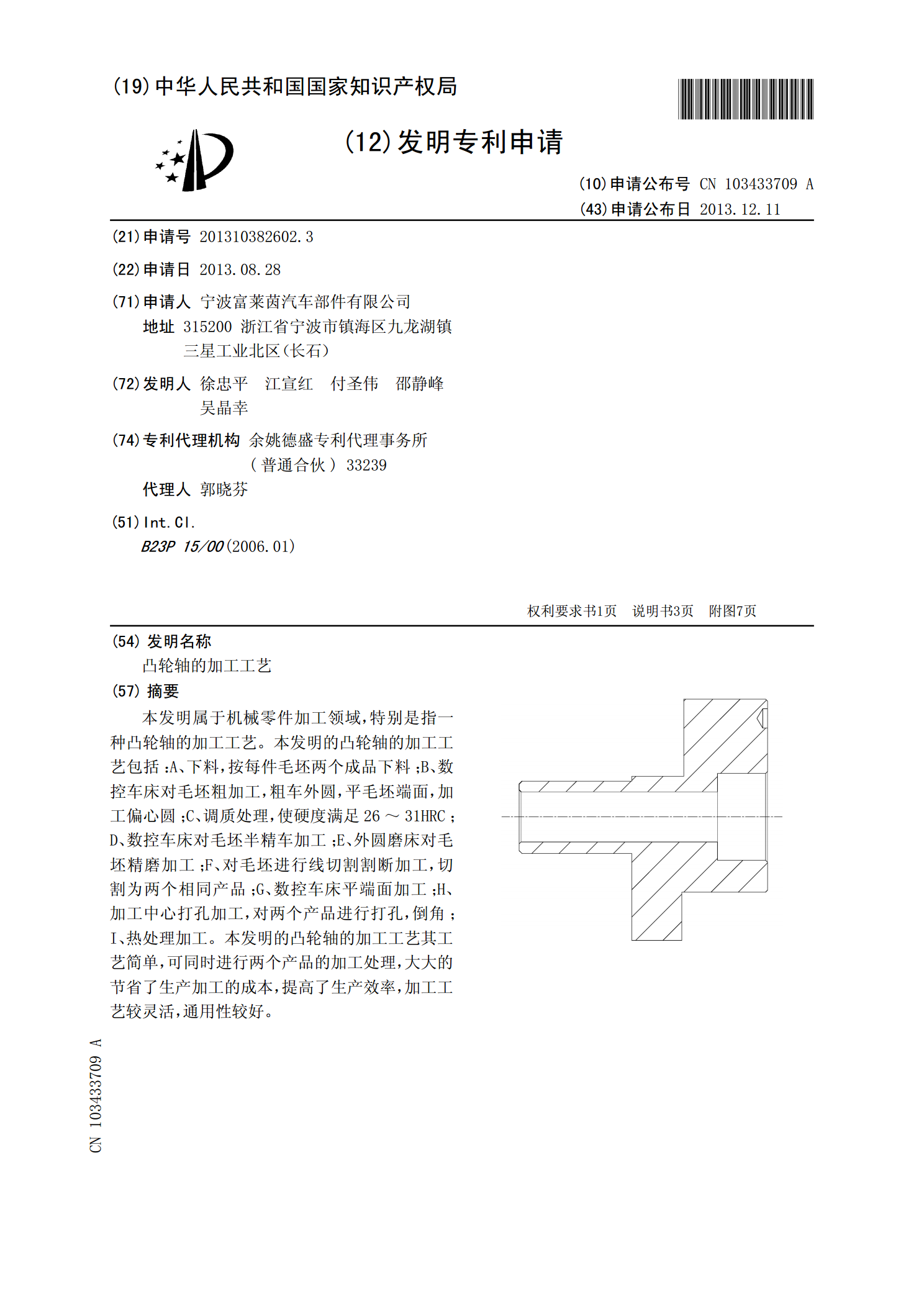
本发明属于机械零件加工领域,特别是指一种凸轮轴的加工工艺。本发明的凸轮轴的加工工艺包括:A、下料,按每件毛坯两个成品下料;B、数控车床对毛坯粗加工,粗车外圆,平毛坯端面,加工偏心圆;C、调质处理,使硬度满足26~31HRC;D、数控车床对毛坯半精车加工;E、外圆磨床对毛坯精磨加工;F、对毛坯进行线切割割断加工,切割为两个相同产品;G、数控车床平端面加工;H、加工中心打孔加工,对两个产品进行打孔,倒角;I、热处理加工。本发明的凸轮轴的加工工艺其工艺简单,可同时进行两个产品的加工处理,大大的节省了生产加工的成

凸轮轴加工工艺[1].doc
凸轮轴的加工工艺凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280合金铸铁:将接近灰铸铁成份

凸轮轴机械加工工艺.ppt
凸轮轴机械加工工艺第一节概述结构特点:凸轮轴包括支承轴颈、进排气凸轮、偏心轮、驱动发动机辅助装置的齿轮和正时齿轮轴颈等几部分。凸轮轴刚性差、易变形;精度高,加工难度大。凸轮轴的主体是一根与汽缸组长度相同的圆柱形棒体。上面套有若干个凸轮,用于驱动气门。凸轮的侧面呈鸡蛋形。其设计的目的在于保证汽缸充分的进气和排气,具体来说就是在尽可能短的时间内完成气门的开、闭动作。6102发动机凸轮轴凸轮轴的主要技术要求:1.轴颈的尺寸精度及各轴颈之间的同轴度;2.键槽的尺寸和位置精度;3.止推面相对于支承轴颈轴线的垂直度;