
用于制造LED的支架、大功率白光LED封装方法.pdf

雨巷****碧易

1/10
2/10

3/10

4/10

5/10
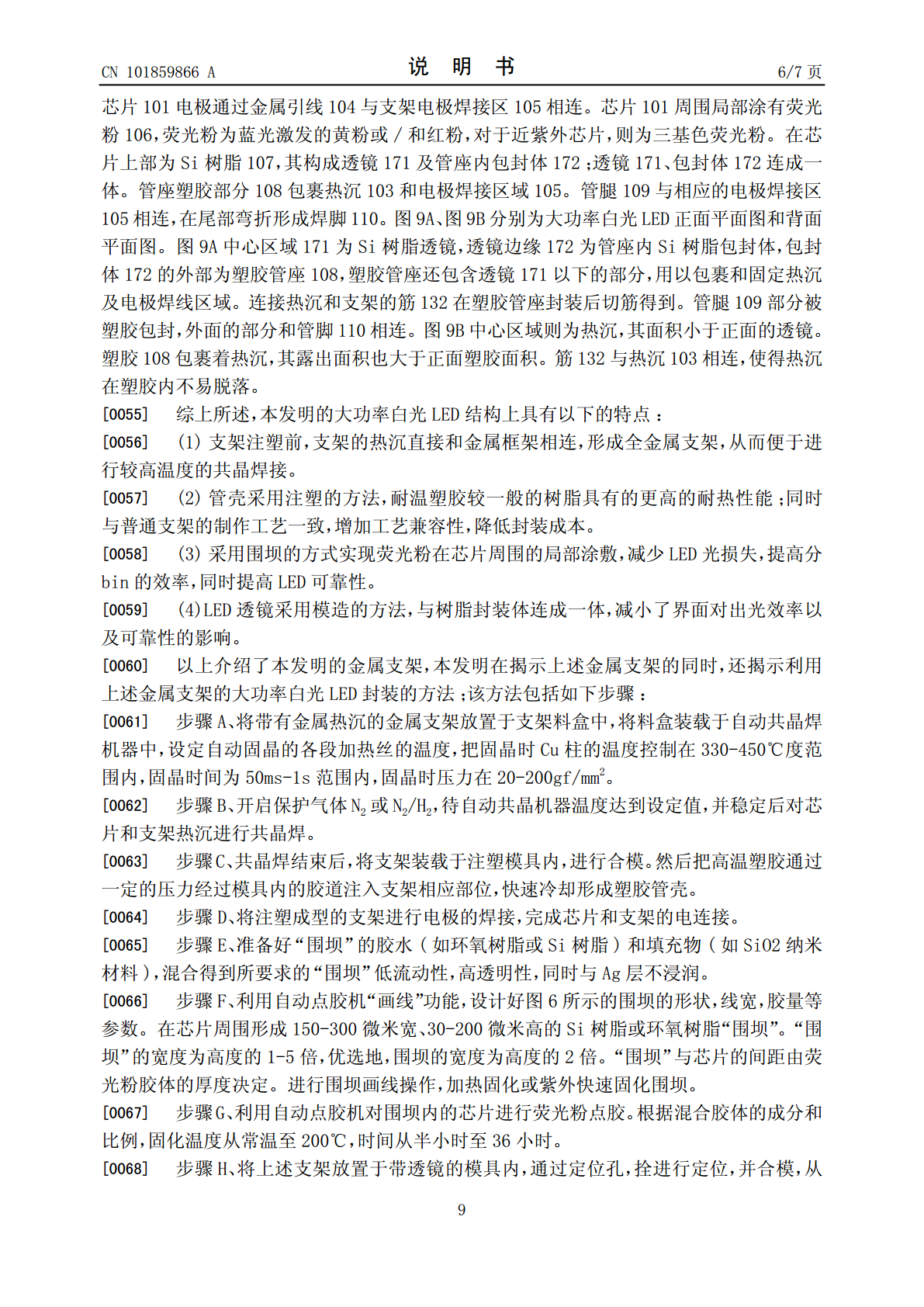
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造LED的支架、大功率白光LED封装方法.pdf
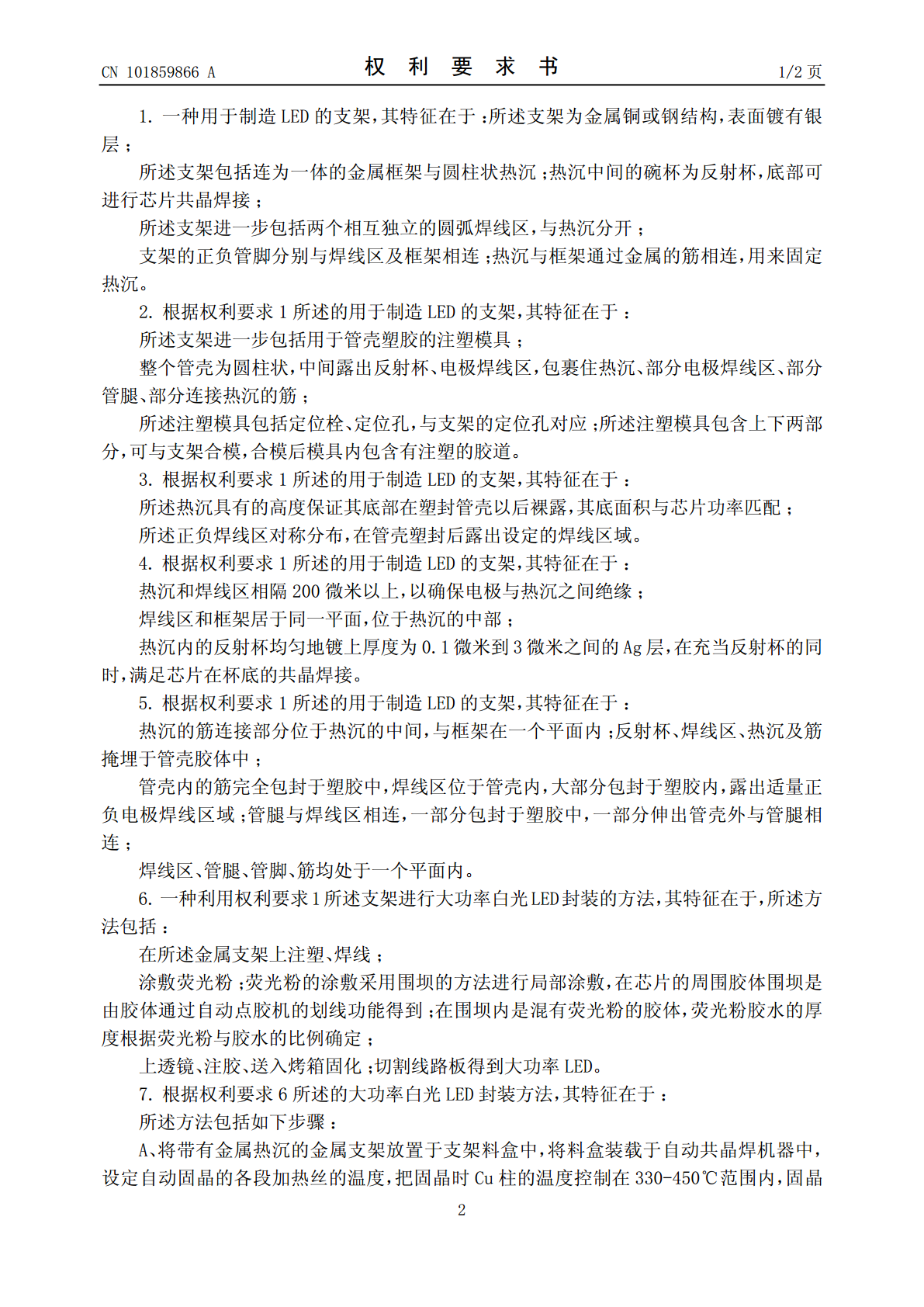
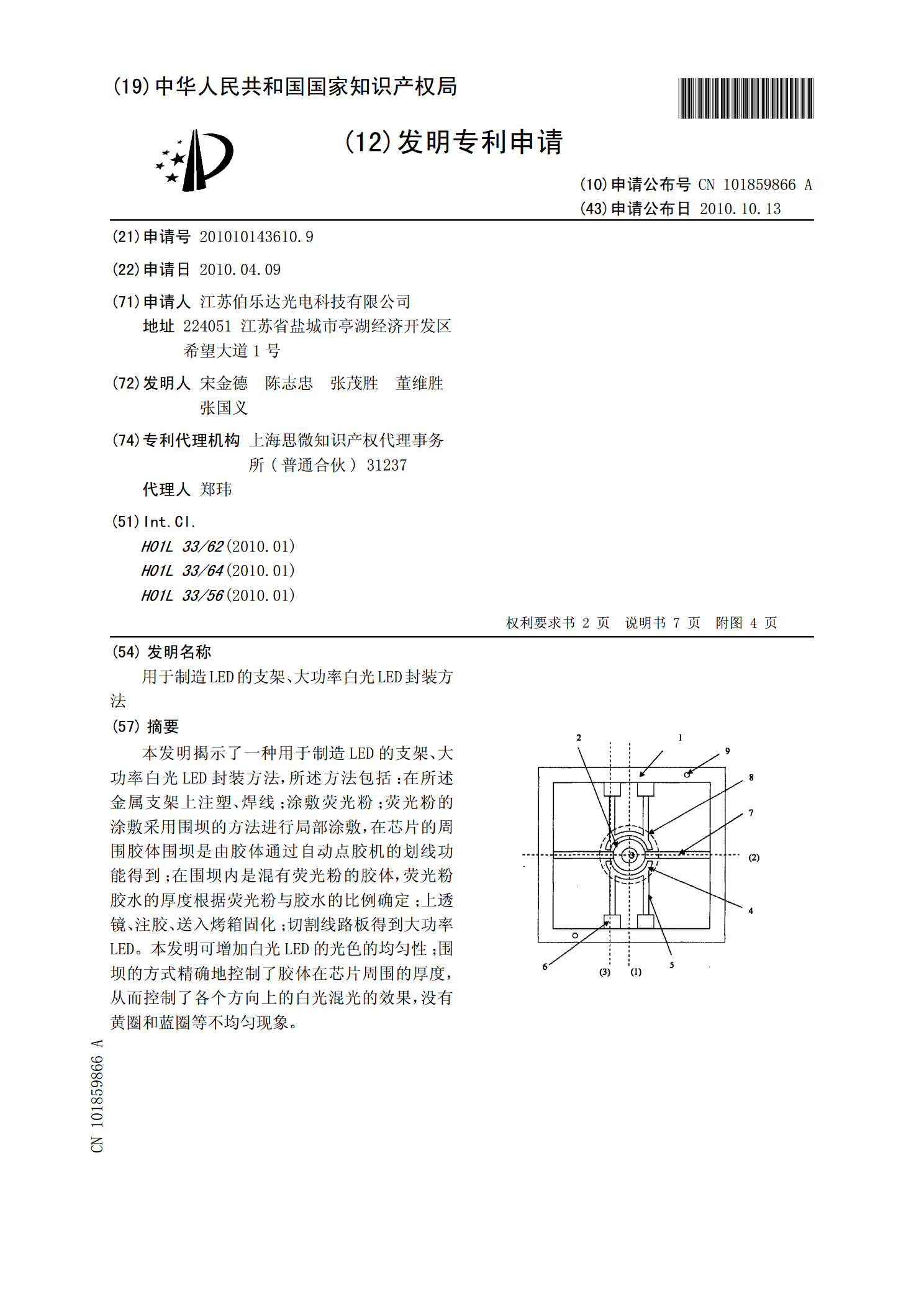
本发明揭示了一种用于制造LED的支架、大功率白光LED封装方法,所述方法包括:在所述金属支架上注塑、焊线;涂敷荧光粉;荧光粉的涂敷采用围坝的方法进行局部涂敷,在芯片的周围胶体围坝是由胶体通过自动点胶机的划线功能得到;在围坝内是混有荧光粉的胶体,荧光粉胶水的厚度根据荧光粉与胶水的比例确定;上透镜、注胶、送入烤箱固化;切割线路板得到大功率LED。本发明可增加白光LED的光色的均匀性;围坝的方式精确地控制了胶体在芯片周围的厚度,从而控制了各个方向上的白光混光的效果,没有黄圈和蓝圈等不均匀现象。
白光LED封装方法及采用该方法封装的白光LED.pdf
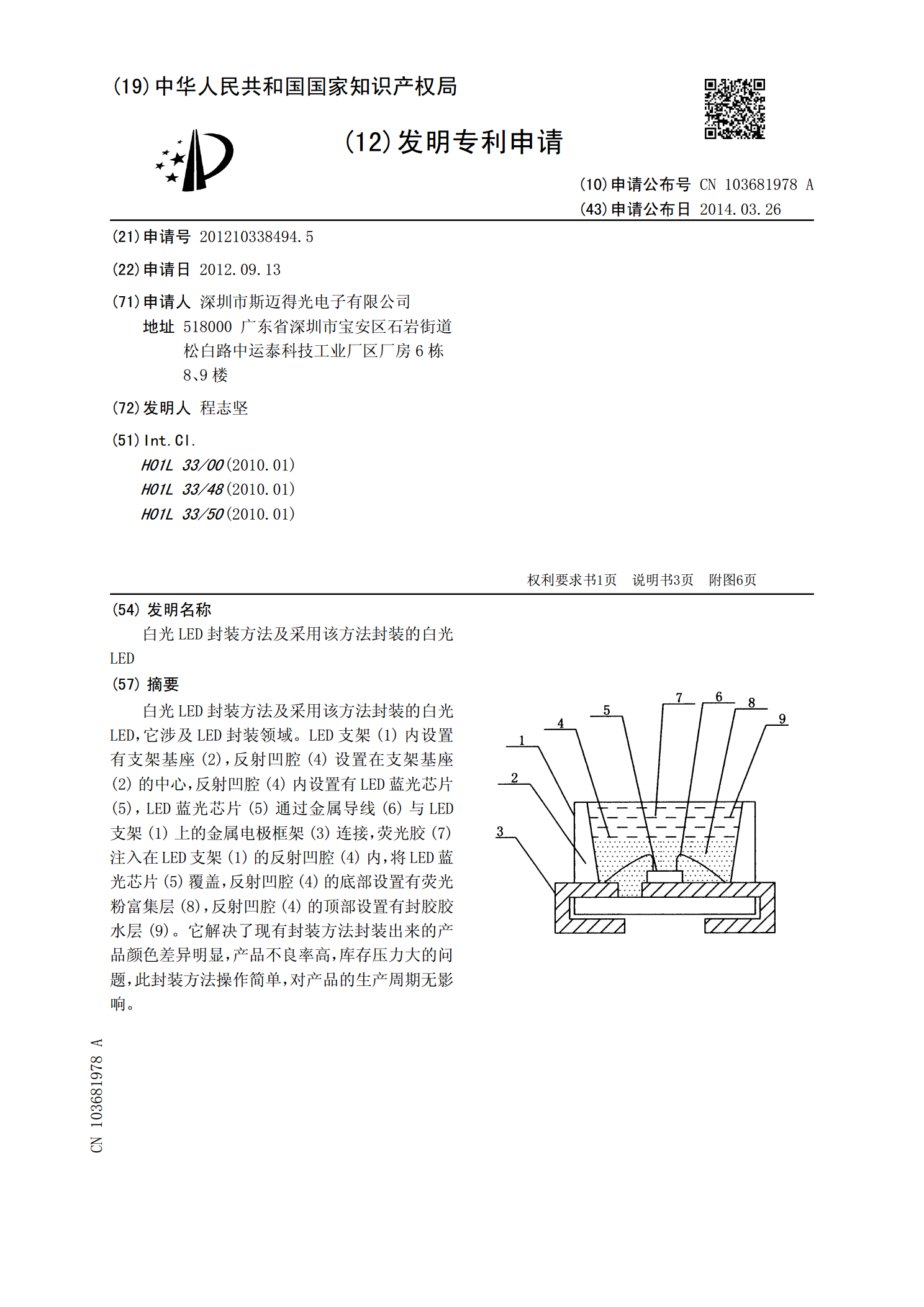
白光LED封装方法及采用该方法封装的白光LED,它涉及LED封装领域。LED支架(1)内设置有支架基座(2),反射凹腔(4)设置在支架基座(2)的中心,反射凹腔(4)内设置有LED蓝光芯片(5),LED蓝光芯片(5)通过金属导线(6)与LED支架(1)上的金属电极框架(3)连接,荧光胶(7)注入在LED支架(1)的反射凹腔(4)内,将LED蓝光芯片(5)覆盖,反射凹腔(4)的底部设置有荧光粉富集层(8),反射凹腔(4)的顶部设置有封胶胶水层(9)。它解决了现有封装方法封装出来的产品颜色差异明显,产品不良率
用于LED支架的基材、LED支架、LED光源及其制造方法.pdf
本申请涉及用于LED支架的基材、LED支架、LED光源及其制造方法。公开了一种用于LED支架的基材(1),基材(1)包括金属基体(7),基材(1)包括:布置在金属基体(7)的用于邦定LED芯片的那一面上的一个或多个涂层;和/或在金属基体(7)的与用于邦定LED芯片的那一面相反的另一面上沉积的一层或多层第二金属层;或者,在金属基体(7)的与用于邦定LED芯片的那一面相反的另一面上做防氧化处理。本申请还提供了具有这种基材(1)的LED支架,以及在这种LED支架封装LED芯片得到的LED光源。本申请还公开了对本
大功率白光LED封装技术_张寅.pdf
2012年6月照明工程学报Jun.2012第23卷第3期ZHAOMINGGONGCHENGXUEBAOVol.23No.3大功率白光LED封装技术*张寅1施丰华1徐文飞1范供齐1王海波2(1.南京工业大学材料科学与工程学院,江苏南京210009;2.南京工业大学电光源材料研究所,江苏南京210015)摘要:近年来,大功率白光LED封装技术面临着巨大的挑战。在LED封装过程中,LED封装方法、材料、工艺和结构的选择,对LED的出光效率,可靠性,散热等方面有巨大的影响。本文从热学、电学和机械角度详细地评述了大

大功率白光LED的封装工艺研究.pdf
1绪论1.1概述发光二极管Lightemittingdiode,简称(LED)是在半导体p-n结的地方施加正向电流时发出可见光、红外光、紫外光的半导体发光器件。多年来人类一直在寻找和开发固体发光光源(SolidStateLighting,SSL),随着发光材料的开发和半导体制作工艺的改进,在芯片生长过程中引入了分布式布拉格反射(DBR)的结构、光学微腔(RC)、以及量子阱结构(QW)等,使得半导体照明用的发光二极管发光效率不断提高[1],如图1.1所示。随着对Ⅲ-V族化合物材料的深入研究、金属有机物化学汽