
一种锂离子电池用聚烯烃微孔膜的制备方法及微孔膜.pdf

玄静****写意

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锂离子电池用聚烯烃微孔膜的制备方法及微孔膜.pdf
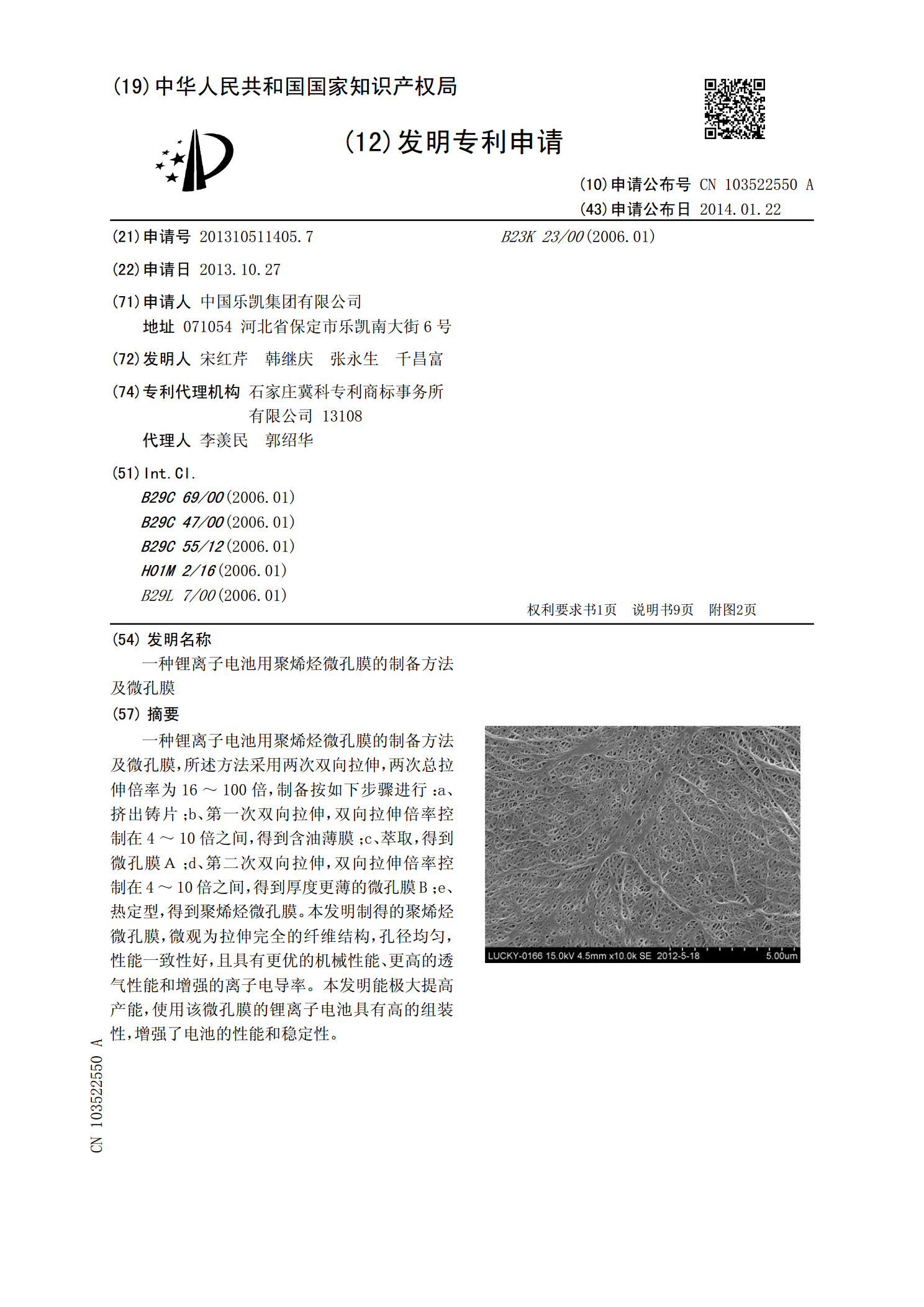
一种锂离子电池用聚烯烃微孔膜的制备方法及微孔膜,所述方法采用两次双向拉伸,两次总拉伸倍率为16~100倍,制备按如下步骤进行:a、挤出铸片;b、第一次双向拉伸,双向拉伸倍率控制在4~10倍之间,得到含油薄膜;c、萃取,得到微孔膜A;d、第二次双向拉伸,双向拉伸倍率控制在4~10倍之间,得到厚度更薄的微孔膜B;e、热定型,得到聚烯烃微孔膜。本发明制得的聚烯烃微孔膜,微观为拉伸完全的纤维结构,孔径均匀,性能一致性好,且具有更优的机械性能、更高的透气性能和增强的离子电导率。本发明能极大提高产能,使用该微孔膜的锂

制备聚烯烃微孔膜的方法.pdf
本发明提供了制备聚烯烃微孔膜的方法。该方法包括:将含油薄膜进行萃取处理;将经过所述萃取处理后的过程品进行横向拉伸处理,得到预制膜;将所述预制膜同时进行横向收缩处理和纵向收缩处理,以便得到所述聚烯烃微孔膜。该方法操作简单、可控性强,经过该方法得到的聚烯烃微孔膜的横向热收缩率和纵向热收缩率之间的差距小,内应力释放充分,其表面不会出现波浪纹,平整度高。

一种聚烯烃微孔膜、制备方法及锂离子电池.pdf
本发明涉及一种聚烯烃微孔膜、制备方法及锂离子电池,所述微孔膜使骨架结构由聚丙烯和聚乙烯的两相连续相共同构成,其中,聚丙烯树脂的质量百分含量为50-65%,聚乙烯树脂百分质量含量为35-50%,且聚丙烯树脂和聚乙烯树脂的特性粘度值为200ml/g-1000ml/g之间,二者的特性粘度差小于100ml/g。所述微孔膜用于锂离子电池时,其安全窗口大,高温熔体完整性优良,可大大提高电池的安全性能。

一种高耐温聚烯烃微孔膜及其制备方法.pdf
本发明涉及电池多层复合隔膜领域,针对湿法隔膜的破膜温度较低、难以满足电动汽车对于安全性的要求的问题,提供一种高耐温聚烯烃微孔膜及其制备方法,高耐温聚烯烃微孔膜包括中间层和设置在中间层两侧的表面层,表面层为包含软链段和硬链段的嵌段烯烃聚合物,软链段为聚乙烯,硬链段为含刚性基团的聚烯烃,含刚性基团的聚烯烃单体为苯乙烯、对甲基苯乙烯、间甲基苯乙烯中的一种或多种;中间层包括高密度聚乙烯。本发明的膜耐温性有了大幅度提升,同时膜采用三层结构,保留了聚乙烯在较低温度下的进行闭孔自关断的能力,可以同时满足动力电池、储能电
多层微孔复合聚烯烃膜及制备方法、锂离子电池和FE赛车.pdf
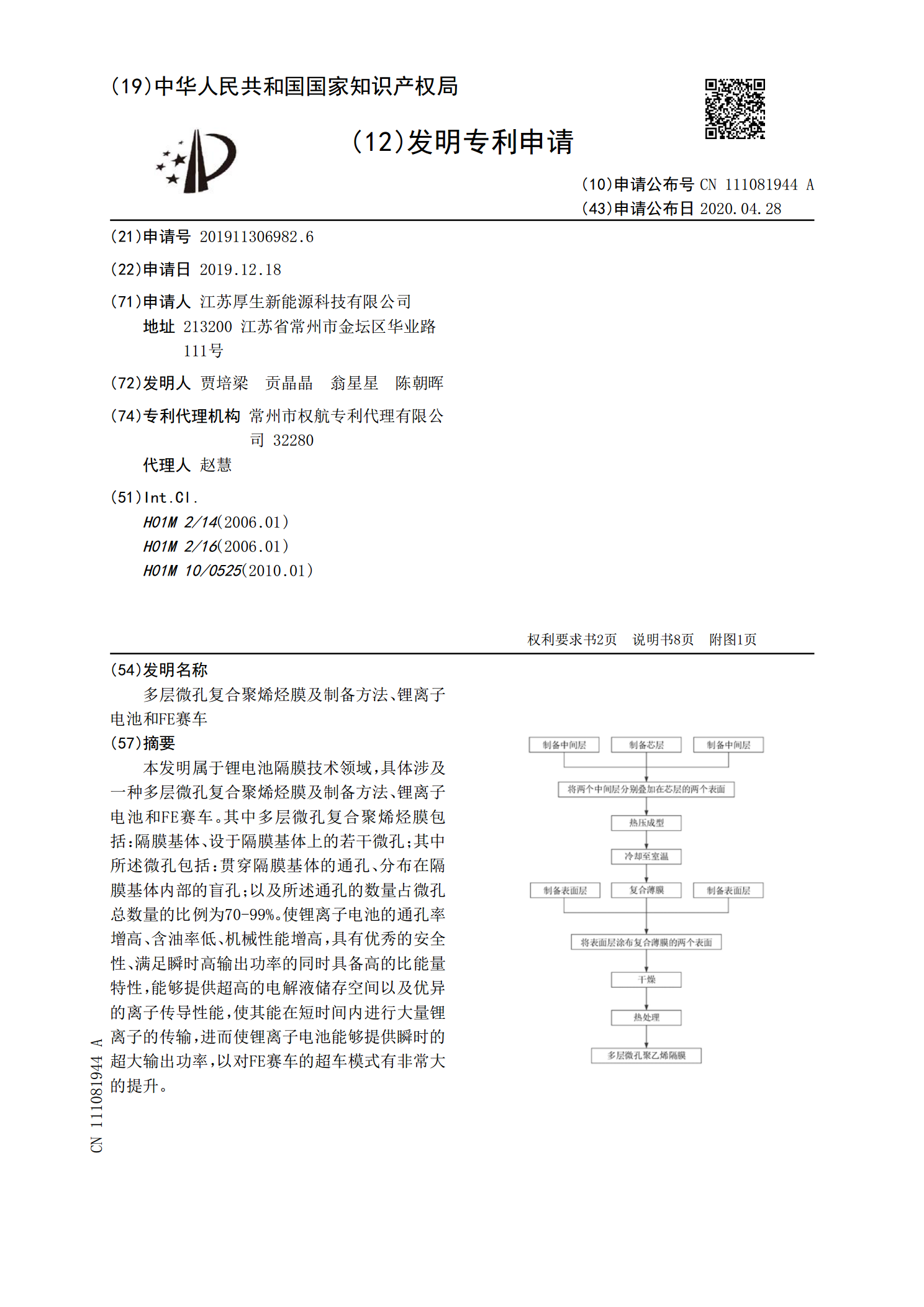
本发明属于锂电池隔膜技术领域,具体涉及一种多层微孔复合聚烯烃膜及制备方法、锂离子电池和FE赛车。其中多层微孔复合聚烯烃膜包括:隔膜基体、设于隔膜基体上的若干微孔;其中所述微孔包括:贯穿隔膜基体的通孔、分布在隔膜基体内部的盲孔;以及所述通孔的数量占微孔总数量的比例为70‑99%。使锂离子电池的通孔率增高、含油率低、机械性能增高,具有优秀的安全性、满足瞬时高输出功率的同时具备高的比能量特性,能够提供超高的电解液储存空间以及优异的离子传导性能,使其能在短时间内进行大量锂离子的传输,进而使锂离子电池能够提供瞬时的