
TS16949五大核心工具培训教材.ppt

景福****90

1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共142页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TS16949五大核心工具培训教材.ppt
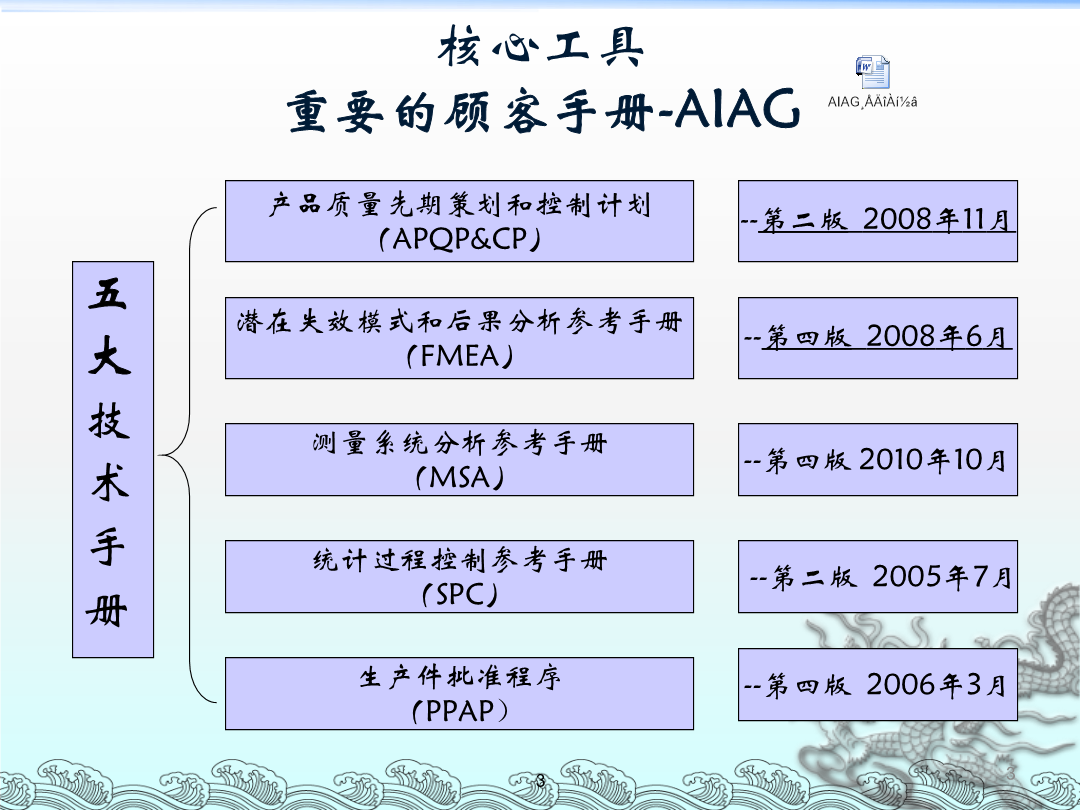
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系产品质量先期策划和控制计划AdvancedProductQualityPlanningandControlPlanAPQP设计责任仅限制造服务组织如热处理贮存、运输等等确定范围xxx计划和定义x产品设计和开发x可行性xxx过程设计和开发xxx产品和过程确认xxx反
TS16949五大核心工具培训教材ppt课件.ppt
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系产品质量先期策划和控制计划AdvancedProductQualityPlanningandControlPlanAPQP设计责任仅限制造服务组织如热处理贮存、运输等等确定范围xxx计划和定义x产品设计和开发x可行性xxx过程设计和开发xxx产品和过程确认xxx反馈评定和纠正措施xxx控制计划方法论xxx2、产品质量先期策划的基本原则3、APQP的目的4、APQP的益处5、组织小组6、确定范围确定小组职能及小组成员,哪些个人或分包方应被

TS16949核心工具培训教材.ppt
2024/6/30公司在向顾客供货时,一般都会遇到这样一种情况:顾客要求公司提供样品及有关的资料。那么,这类工作有没有规范可依呢?回答是肯定的。生产件批准程序(PPAP,ProductionPartApprovalProcess)讲的就是如何对这类工作进行规范化管理。(7.3.6.3)PPAP规定了生产件批准的一般要求,包括生产和散装材料。PPAP的目的是用来确定供方是否已经正确理解了顾客工程设计记录和规格的所有要求,并且是在执行依报价时的产量条件下的实际零件量产过程中,来持续满足这些要求的潜在能力。1、

TS16949五大核心工具.ppt
TS16949-五大工具核心工具重要的顾客手册五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出产品质量策划进度图表APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出APQP各阶段(过程)输入输出测量系统分析MeasurementSystemAnaly
TS16949五大核心工具.pdf
TS16949五大核心工具TS16949五大核心工具简介IATF(国际汽车行动组织)为了推动TS16949标准的理解和运用,专门出版了五大核心工具应用指南,以此来推动五大工具的应用和推广。本期就五大工具向公司各位同仁作简要介绍。1、APQP(先期产品质量策划)APQP强调在产品量产之前,通过产品质量先期策划或项目管理等方法,对产品设计和制造过程设计进行管理,用来确定和制定让产品达到顾客满意所需的步骤。产品质量策划的目标是保证产品质量和提高产品可靠性,它一般可分为以下五个阶段:第一阶段:计划和确定项目(项目