
常见焊接缺陷及质量检验(PPT31页).ppt

书生****萌哒


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
常见焊接缺陷及质量检验(PPT31页).ppt
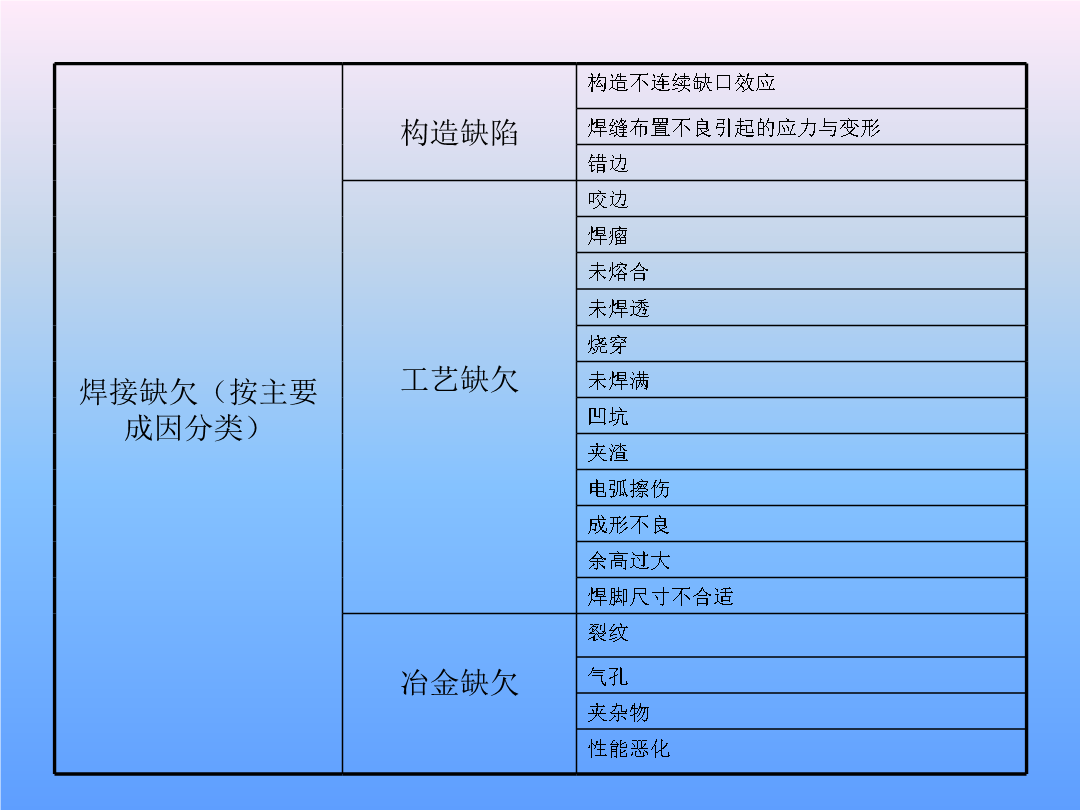
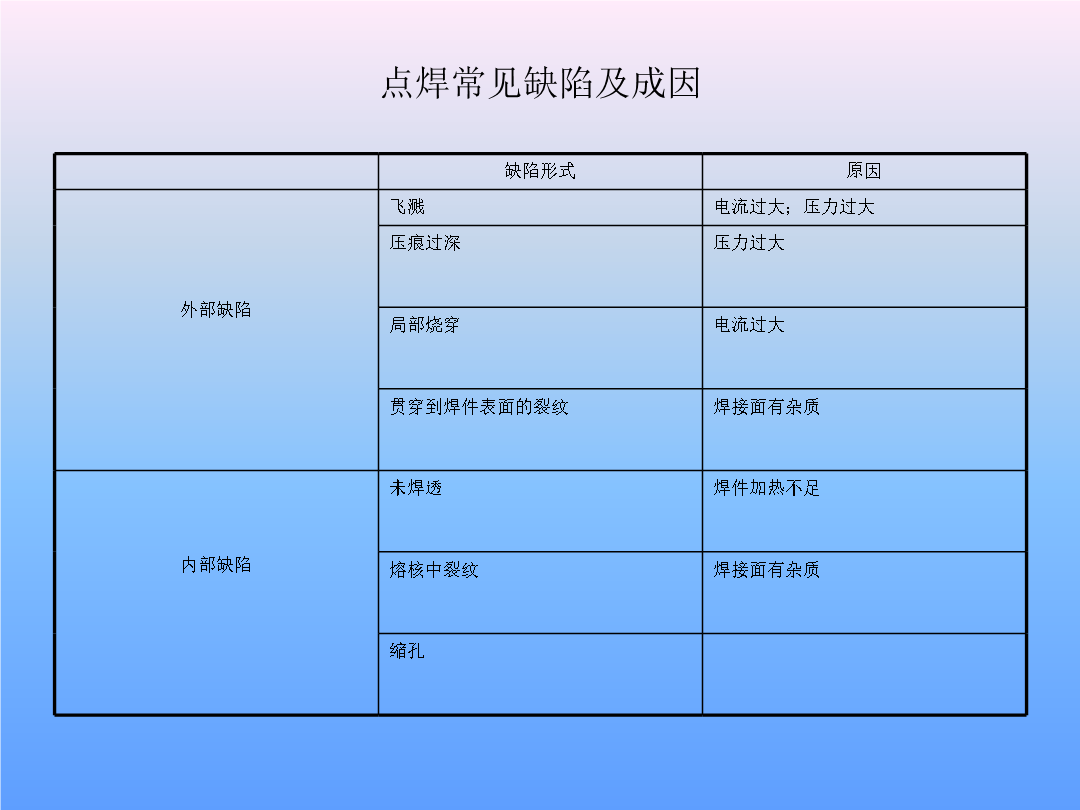
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点且流动性好。若熔渣的熔点高就会在切割表面形成固态氧化膜阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点但氧化反应热
常见焊接缺陷及质量检验(PPT31页).ppt
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外,还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点,且流动性好。若熔渣的熔点高,就会在切割表面形成固态氧化膜,阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点,但
常见焊接缺陷及质量检验ppt课件.ppt
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外,还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点,且流动性好。若熔渣的熔点高,就会在切割表面形成固态氧化膜,阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点,但

焊接缺陷与焊接质量检验.docx
焊接缺陷与焊接质量检验2008-07-1021:05焊接缺陷与焊接质量检验一、焊接检验的目二、焊接检验的分类三、焊接检验过程四、焊接缺陷五、介绍六种超声波探伤仪一、焊接检验的目的•1、确保焊接结构(件)制造质量,保证其安全运行焊接时由于各种原因,焊缝(或焊接接头)会出现一些缺陷,这些缺陷都影响焊缝和焊接产品质量。这些缺陷中有的(如裂纹、未熔合等)是不允许存在的,有的(如气孔、夹渣等)虽允许存在但按质量级别其数量不允许超过一定的范围。避免焊缝缺陷的产生实现零缺陷是我们追求的目标。焊接检验的目的,是发现焊缝及
焊接缺陷与焊接质量检验.docx
焊接缺陷与焊接质量检验2008-07-1021:05焊接缺陷与焊接质量检验一、焊接检验的目二、焊接检验的分类三、焊接检验过程四、焊接缺陷五、介绍六种超声波探伤仪一、焊接检验的目的•1、确保焊接结构(件)制造质量,保证其安全运行焊接时由于各种原因,焊缝(或焊接接头)会出现一些缺陷,这些缺陷都影响焊缝和焊接产品质量。这些缺陷中有的(如裂纹、未熔合等)是不允许存在的,有的(如气孔、夹渣等)虽允许存在但按质量级别其数量不允许超过一定的范围。避免焊缝缺陷的产生实现零缺陷是我们追求的目标。焊接检验的目的,是发现焊缝及