
常见焊接缺陷及质量检验ppt课件.ppt

ca****ng


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
常见焊接缺陷及质量检验ppt课件.ppt
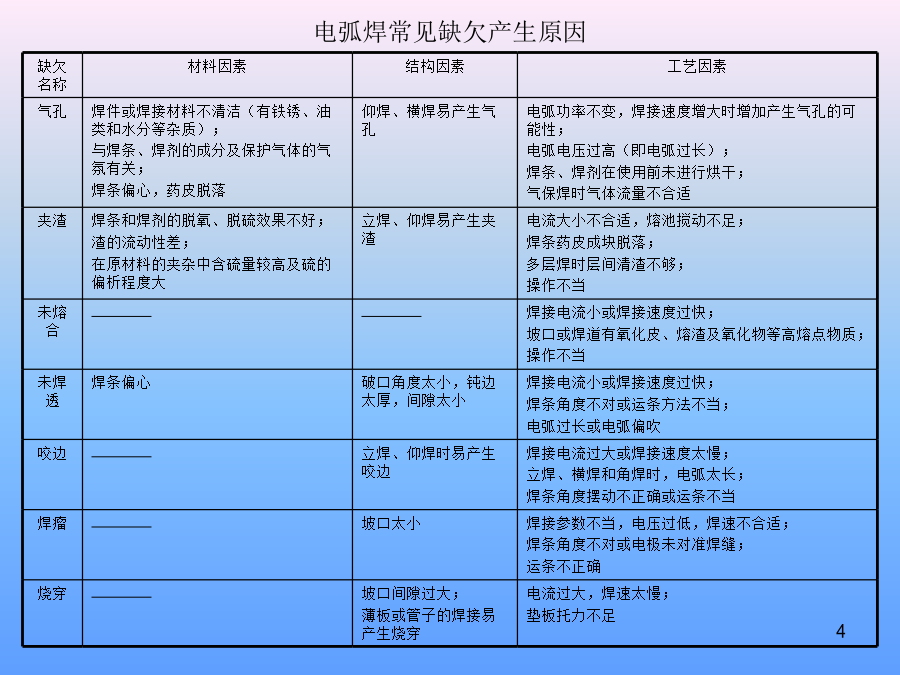
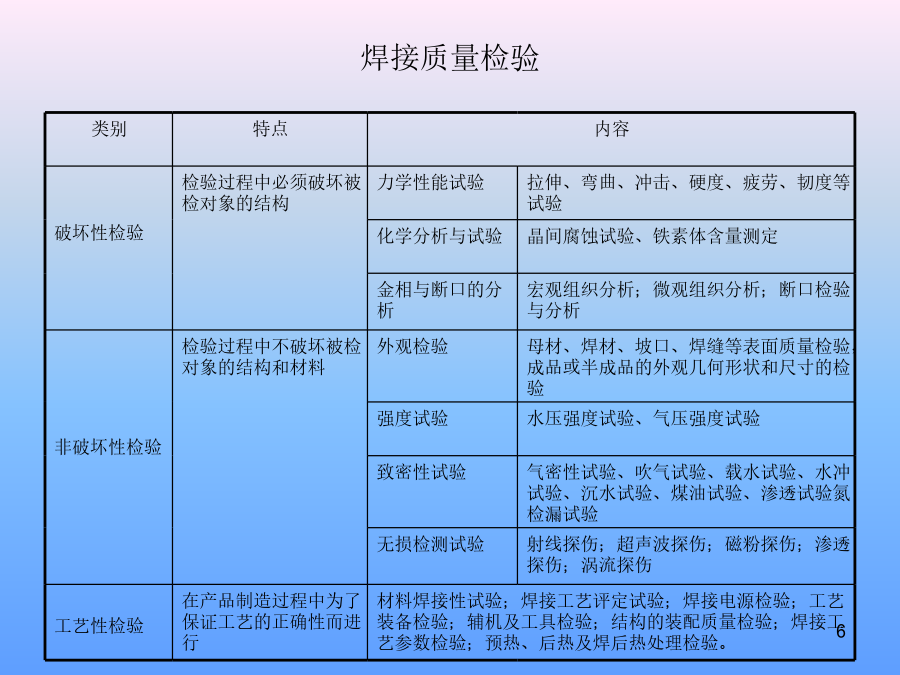
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外,还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点,且流动性好。若熔渣的熔点高,就会在切割表面形成固态氧化膜,阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点,但

常见焊接缺陷PPT课件.ppt
常见焊接缺陷产生原因、危害及防止措施★★焊接缺陷的分类:★★焊接缺陷的分类:★★焊接缺陷的分类:★★各种焊接缺陷产生原因、危害及防止措施危害:焊缝成形不美观,影响到焊材与母材的结合,削弱焊接接头的强度性能,使接头的应力产生偏向和不均匀分布,造成应力集中,影响焊接结构的安全使用。产生原因:焊件坡口角度不对,装配间隙不匀,点固焊时未对正,焊接电流过大或过小,运条速度过快或过慢,焊条的角度选择不合适或改变不当,埋弧焊焊接工艺选择不正确等。防止措施:选择合适的坡口角度,按标准要求点焊组装焊件,并保持间隙均匀,编制
常见焊接缺陷及质量检验(PPT31页).ppt
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外,还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点,且流动性好。若熔渣的熔点高,就会在切割表面形成固态氧化膜,阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点,但
常见焊接缺陷及质量检验(PPT31页).ppt
常见焊接缺陷及焊接质量检验熔化焊焊接缺欠焊接缺欠(按主要成因分类)电弧焊常见缺欠产生原因点焊常见缺陷及成因焊接质量检验热切割常用热切割分类氧-乙炔切割气割条件2)金属能同氧发生剧烈的燃烧反应并放出足够的反应热。这种燃烧除补偿辐射、导热和排渣等热散失外还必须保证将切口前缘和下层金属迅速且连续地预热到燃点。3)金属燃烧生产的氧化物(熔渣)的熔点应低于该金属的熔点且流动性好。若熔渣的熔点高就会在切割表面形成固态氧化膜阻碍氧与金属之间持续进行燃烧反应使气割过程不能正常进行。铁的熔点略低于其氧化物的熔点但氧化反应热

常见焊接缺陷分析介绍PPT课件.ppt
陈海军定义:焊接接头的不完整性称为焊接缺欠。分类:从宏观上看,可分为裂纹、孔穴,固体加杂,未熔合,未焊透、形状缺陷和其它缺陷。从微观上看,可分为晶体空间和间隙原子的点缺陷,位错性的线缺陷,以及晶界的面缺陷。微观缺陷是发展为宏观缺陷的隐患因素。危害:这些缺欠减少焊缝截面积,降低承载能力,产生应力集中,降低疲劳强度,易引起焊件破坏或断裂。其中危害最大的是焊接裂纹和未熔合。产生原因主要有:1.焊缝表面有油漆、锈、水等杂质;(氢气孔、一氧化碳气孔)2.焊丝生锈;(氢气孔)3.保护气体的流量过大或太小(过大会产生涡