
IPQC检验规范培训教材.ppt

萌运****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
IPQC检验规范培训教材.ppt
Page:1of27Page:1of27Page:1of27Page:1of27Page:1of271、目的:為使各産品工作站之檢驗辦法之標準以便於繁雜的檢驗中不易造成遺漏和處理上的混亂和爭執以確保質量判定之標準性特擬訂。2、範圍:生産過程中各工序之檢驗均適用。3、定義:致命缺點(CR):影響産品的使用功能、性能之異常項目(依産品特性或客戶指定需求規格嚴重不符合者)。主要缺點(MA):産品的外觀、顏色差異之異常項目三個輕缺點為1個主要缺點。輕缺點(MI):產品外觀輕微

IPQC检验培训教材.ppt
简介工序审核
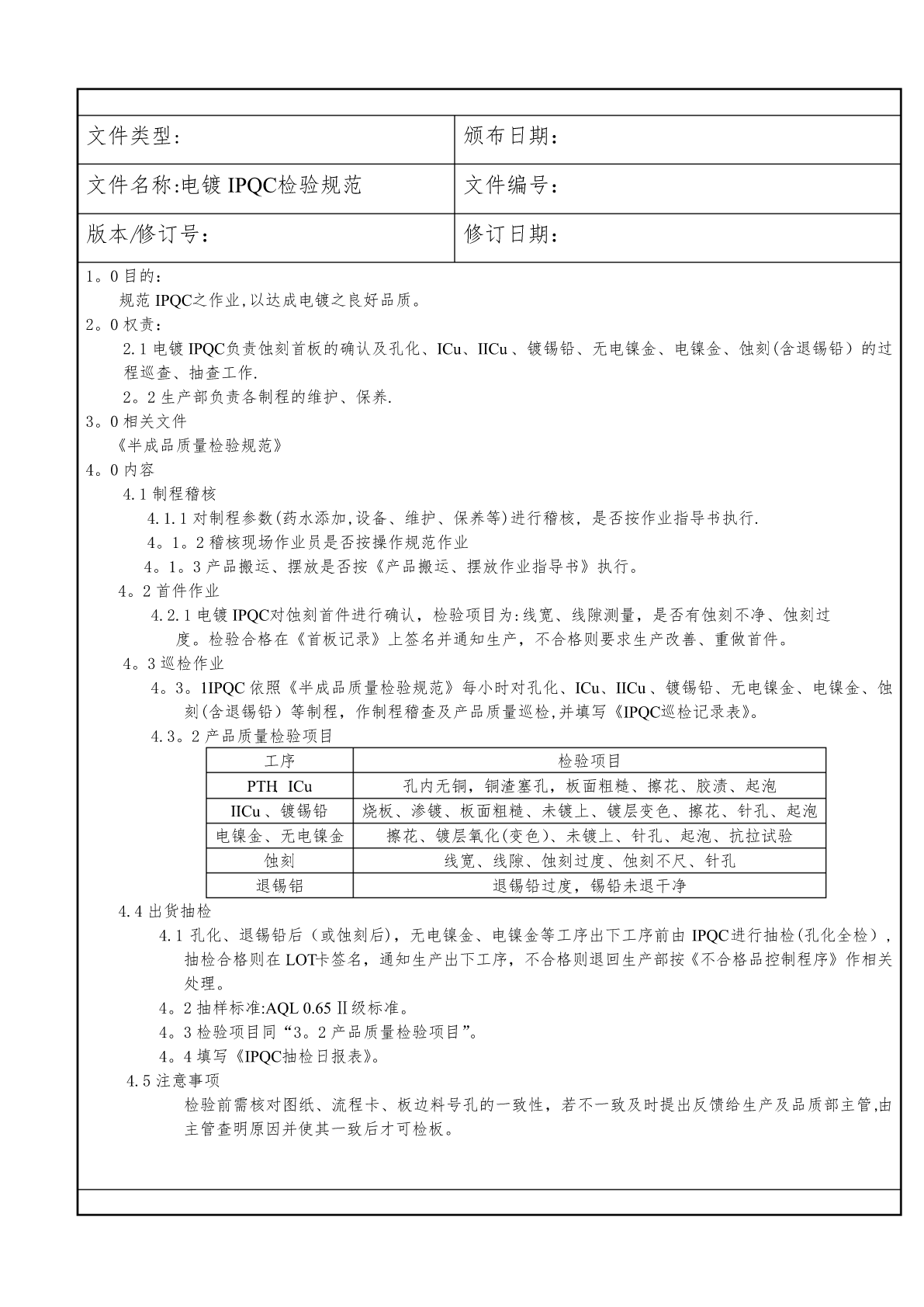
IPQC检验规范.pdf
文件类型:颁布日期:文件名称:电镀IPQC检验规范文件编号:版本/修订号:修订日期:1。0目的:规范IPQC之作业,以达成电镀之良好品质。2。0权责:2.1电镀IPQC负责蚀刻首板的确认及孔化、ICu、IICu、镀锡铅、无电镍金、电镍金、蚀刻(含退锡铅)的过程巡查、抽查工作.2。2生产部负责各制程的维护、保养.3。0相关文件《半成品质量检验规范》4。0内容4.1制程稽核4.1.1对制程参数(药水添加,设备、维护、保养等)进行稽核,是否按作业指导书执行.4。1。2稽核现场作业员是否按操作规范作业4。1。3产
IPQC过程检验规范.doc
文献名称IPQC过程检查规范文献编号页码一:目的保证各生产工序的作业能在有效的管制下执行,符合公司各系统规定,保证生产的产品品质能满足客户的需求。二:范围:合用于电器产品的整个生产流程三:职责3.1生产主管3.1.1保证各工序操作符合工序标准文献3.1.2培训、监督IPQC缺失的改善3.2生产操作人员3.2.1保证生产作业按照标准条件进行生产3.2.2IPQC缺失的确认3.2.3针对IPQC缺失提出纠正及防止措施3.2.4针对IPQC缺失执行改善4.3品质单位4.3.1执行IPQC检查4.3.2汇整IPQ
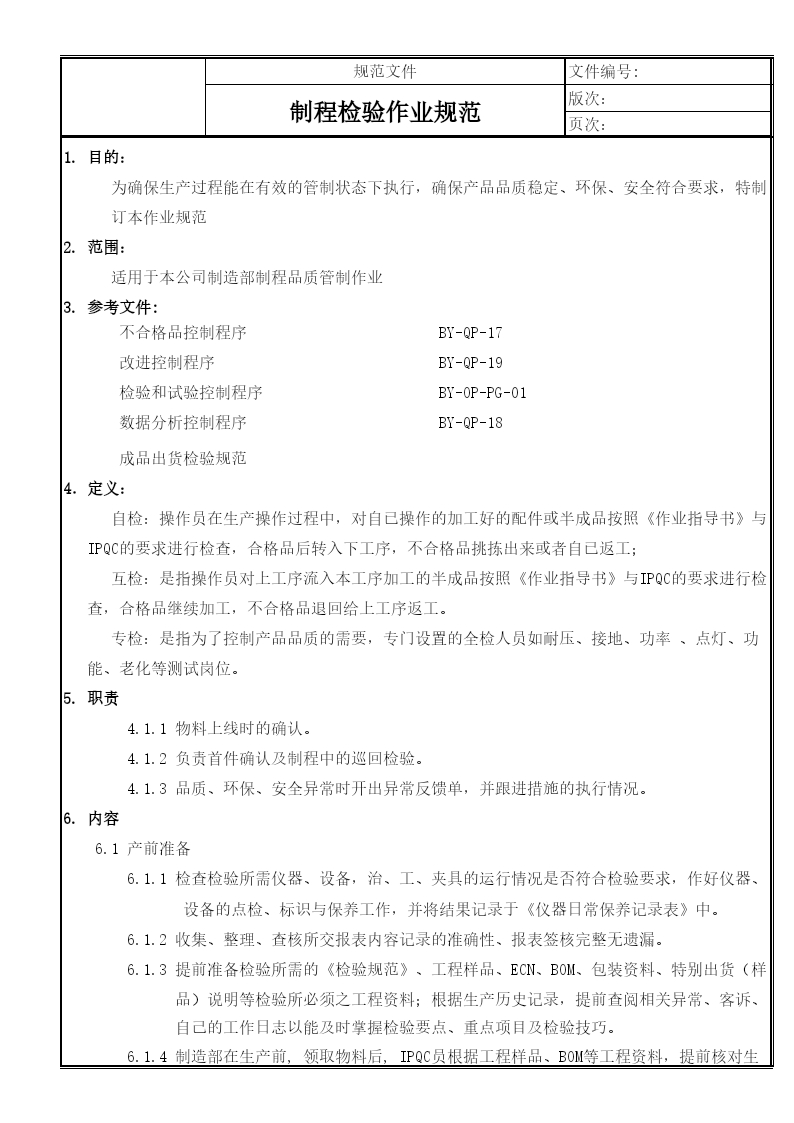
IPQC制程检验规范.xls
规范文件文件编号:PCBA制程工艺检验规范版次:页次:1、主题内容及适用范围1.1主题内容本检验规定了表面装贴元器件装贴及DIP的插焊品质外观检检细则。1.2适用范围本检验适用于板卡类产品的SMT及DIP部分2、相关标准IPC-A-610C-2000《电子组件的接受条件》(AcceptabilityofElectronicAssemblies)SJ/T10666-1995《表面组装组件的焊点质量评定》SJ/T10670-1995《表面组装工艺通用技术要求》相关产品的工艺文件3、名词术语3.1