
高铬铸铁明弧自保护药芯焊丝.pdf

又珊****ck


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高铬铸铁明弧自保护药芯焊丝.pdf
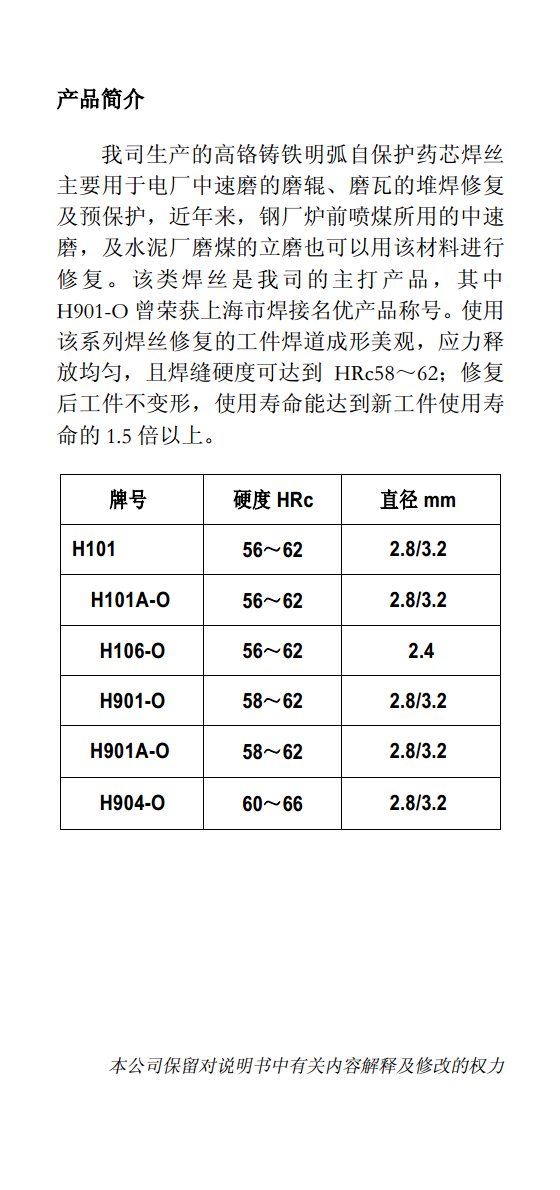
高铬铸铁明弧自保护药芯焊丝使用说明书无锡市新区哈德瑞焊接技术有限公司www.harderlloy.com产品简介我司生产的高铬铸铁明弧自保护药芯焊丝主要用于电厂中速磨的磨辊、磨瓦的堆焊修复及预保护近年来钢厂炉前喷煤所用的中速磨及水泥厂磨煤的立磨也可以用该材料进行修复。该类焊丝是我司的

一种纳米改性含硼高铬铸铁耐磨堆焊自保护药芯焊丝的药芯.pdf
一种纳米改性含硼高铬铸铁耐磨堆焊自保护药芯焊丝的药芯,涉及一种高铬铸铁耐磨堆焊自保护药芯焊丝的药芯。本发明是为了解决目前高铬铸铁堆焊合金耐磨性差的技术问题。本发明是由高铬铸铁粉、电解锰粉、硅铁粉、硼铁粉、石墨粉、铝镁合金粉和纳米改性剂组成。本发明的纳米改性含硼高铬铸铁型堆焊合金的组织由初生M7C3碳化物、共晶M7C3碳化物、马氏体和残余奥氏体构成。本发明的铬铸铁耐磨堆焊自保护药芯焊丝可用于矿山水泥立磨辊、磨煤机磨辊和磨盘、高炉料钟和料斗、破碎机锤头的修复制造等。
堆焊高铬铸铁型明弧焊管状焊丝及其使用方法.pdf
本发明涉及堆焊高铬铸铁型明弧焊管状焊丝及其使用方法,包括以下质量百分比的组分:C为2~3%,Mn为1~1.7%,Cr为10~15%,Mo为7~9%,Nb为12~15%,W为0.1~0.3%,V为0.9~1.4%,Si为0.2~0.5%,余量为Fe。所述使用方法,所述方法步骤如下:第一步:工件表面处理;第二步:确定焊丝直径和焊接电流、电压;第三步:通过焊机将焊丝熔覆在工件表面。本发明加入了Nb、Mo元素,具有良好的高温耐磨料磨损和耐腐蚀性。焊层具有细密的网状裂纹,可以释放应力,有利于防止焊层大面积脱落,广泛

高碱度碳钢自保护药芯焊丝.pdf
本发明涉及一种高碱度碳钢自保护药芯焊丝,由钢带层包裹药芯层制成,所述钢带层为含铝钢带,所述含铝钢带中铝的质量分数为8‑20%。钢带中含铝可以更好的改善焊丝的保护效果,减小焊缝气孔敏感性,同时使熔敷金属中残留铝含量降低,这有利于熔敷金属韧性的提高,另外由于药粉中铝粉加入量减少,还可以使焊丝的轧制情况得到改善。

药芯焊丝与实芯焊丝的区别.doc
药芯焊丝的特点生产效率与手工焊条相比由于药芯焊丝采用了连续焊接方式因此生产效率高与实心焊丝相比由于药芯焊丝焊接飞溅少、焊缝成形好所以减少了清除飞溅与修磨焊缝表面的时间。对钢材的适应性与实心焊丝相比由于药芯焊丝一般是通过药芯过渡合金元素因此可以像手工焊条那样方便地从配方中调整合金成分以适应被焊钢材的要求。而实芯焊丝每调整一次合金成分就要重新冶炼其工序多难控制因此难以满足用量少而品种多的要求。而且有的合金钢实芯焊丝拉拔性能差很难拉拔成所需的焊丝。此时药芯焊丝更显其独特之优点。工人操作要求药芯焊丝对工人的操作水