
矿渣微粉生产线启动程序.doc

含平****ng

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

矿渣微粉生产线启动程序.doc
6矿渣微粉生产线启动顺序及相关作业程序1、设备检查→2、通知热风炉启动→3、系统预热→4、主机运转→5、通知化验室取样→6、监控运行参数调整→7、停主机→8、系统冷却停机。具体操作技术规程如下:一、启车前的准备1、接到生产指令后首先确认物料的各项参数(水分、化学成分、物理成分等)确认索取质量控制指标2、通知岗位人员及巡检人员进行现场设备检查确认设备正常运行的条件并将检查结果迅速反馈到中控室。3、检查所有机组画面是否具备运行条件给定部分运行参数初始值。注:检查时要求确认所有画面均处于联锁和备妥状态给料量90

矿渣微粉生产线启动程序.doc
6矿渣微粉生产线启动顺序及相关作业程序1、设备检查→2、通知热风炉启动→3、系统预热→4、主机运转→5、通知化验室取样→6、监控运行参数调整→7、停主机→8、系统冷却停机。具体操作技术规程如下:一、启车前的准备1、接到生产指令后首先确认物料的各项参数(水分、化学成分、物理成分等)确认索取质量控制指标2、通知岗位人员及巡检人员进行现场设备检查确认设备正常运行的条件并将检查结果迅速反馈到中控室。3、检查所有机组画面是否具备运行条件给定部分运行参数初始值。注:检查时要求确认所有画面均处于联锁和备妥状态给料量90

一种矿渣微粉生产线.pdf
本申请涉及一种矿渣微粉生产线,涉及矿渣微粉生产的技术领域,其包括上料皮带、立式磨、热气炉、风送系统与成品仓,其中上料皮带的输出端与立式磨的进料端连通,热气炉的输出端与立式磨的进风端连通,风送系统包括送料管道、引风机与过滤系统,过滤系统包括脉冲除尘器,送料管道的进料端与立式磨的出料端连通,送料管道的出料端与脉冲除尘器的进气端连通,脉冲除尘器的出料端与成品仓连通,引风机固定连接在送料管道内。本申请能够延长热气与矿渣微粉的接触时间,同时增大矿渣微粉与热气的接触面积,提高了矿渣微粉被烘干的效率和效果,降低了成品矿
矿渣微粉介绍.pdf
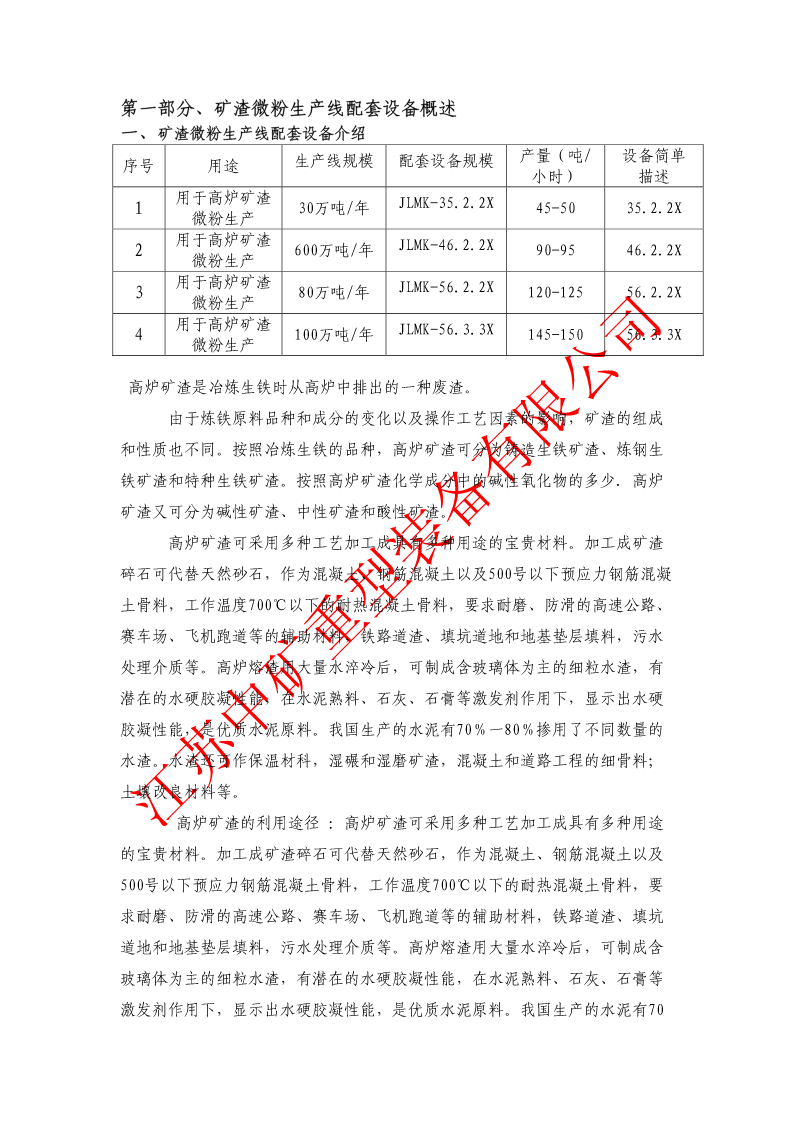
第一部分、矿渣微粉生产线配套设备概述一、矿渣微粉生产线配套设备介绍产量(吨/设备简单序号用途生产线规模配套设备规模小时)描述用于高炉矿渣130万吨/年JLMK-35.2.2X45-5035.2.2X微粉生产用于高炉矿渣2600万吨/年JLMK-46.2.2X90-9546.2.2X微粉生产用于高炉矿渣380万吨/年JLMK-56.2.2X120-12556.2.2X微粉生产用于高炉矿渣4100万吨/年JLMK-56.3.3X145-15056.3.3X微粉生产高炉矿渣是冶炼生铁时从高炉中排出的一种废渣。由

经济型矿渣微粉生产线的工艺设计与设备配套.pdf
·14·水泥CEMENT2005.No.12经济型矿渣微粉生产线的工艺设计与设备配套杨刚,刘恩睿,陶玲霞(合肥水泥研究设计院,安徽合肥230051)中图分类号:TQ172.63文献标识码:B文章编号:1002-9877(2005)12-0014-03矿渣作水泥混合材时因其原料含水量大,易磨表1年产18万t矿渣粉的工艺系统主要配置性差,烘干后的粉磨粒度细化程度难以发挥活性要项目主要配置功率/kW求,相当部分颗粒仅起微集料作用。因此,现在多采配料比:矿渣88.5%,粉煤灰7.5%,石膏4%,系统指标2020(