
啤酒发酵工艺.pptx

雨巷****凝海

1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共45页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
啤酒发酵工艺.pptx
啤酒发酵工艺现代啤酒发酵工艺的改进主要基于两个原因:其一对啤酒发酵和后熟的新的认识双乙酰生成量较低并能快速还原;其二缩短啤酒生产周期降低了生产成本并使大罐啤酒质量均一。为了方便操作和节省劳动力大多数啤酒厂都已采用锥形发酵罐进行主酵和后熟。在西欧部分国家许多现代化的大型啤酒厂仍使用传统工艺生产啤酒。但在中国绝大多数啤酒厂已采用锥形罐生产啤酒。由于受企业自身条件因素或生产供给对象的影响生产企业所采用的工艺不尽相同但归纳起来大致可分两方面:一从设备方面分可分一罐发酵法、两罐发酵法和现代与传统发酵结合法;二从温度
啤酒发酵工艺.pptx
啤酒发酵工艺现代啤酒发酵工艺的改进主要基于两个原因:其一对啤酒发酵和后熟的新的认识双乙酰生成量较低并能快速还原;其二缩短啤酒生产周期降低了生产成本并使大罐啤酒质量均一。为了方便操作和节省劳动力大多数啤酒厂都已采用锥形发酵罐进行主酵和后熟。在西欧部分国家许多现代化的大型啤酒厂仍使用传统工艺生产啤酒。但在中国绝大多数啤酒厂已采用锥形罐生产啤酒。由于受企业自身条件因素或生产供给对象的影响生产企业所采用的工艺不尽相同但归纳起来大致可分两方面:一从设备方面分可分一罐发酵法、两罐发酵法和现代与传统发酵结合法;二从温度

啤酒发酵工艺.ppt
第五章啤酒发酵第一节啤酒酵母按在麦芽汁25℃培养三天,繁殖细胞形状长和宽的比例分为三组:1长宽比1~2<2,圆形或卵形,此组用于酒精(淀粉)、白酒等蒸馏酒生产。RasseⅡ、RasseⅫ。2长宽比>2,长卵形。用于啤酒、果酒和面包。酿造易漂浮在泡沫层,液面发酵和收集。称为上面发酵酵母(TopFermentationYeast)。英国式的Ale型啤酒。3长宽比>2,长圆形-腊肠形。耐高渗透压,用于糖蜜酒精和朗姆酒生产。葡萄汁酵母(S.uvaumBeiyernch)1970年,Lodder将卡尔酵母、类哥酵母

啤酒发酵工艺.ppt
啤酒发酵工艺啤酒生产工艺流程图1、啤酒的定义2、啤酒生产工艺流程2.1、制麦2.2、糖化糊化锅:首先将一部分麦芽、大米、玉米及淀粉等辅料放入糊化锅中煮沸。糖化槽:往剩余的麦芽中加入适当的温水,并加入在糊化锅中煮沸过的辅料。此时,液体中的淀粉将转变成麦芽糖。麦汁过滤槽:将糖化槽中的原浆过滤后,即得到透明的麦汁(糖浆)。煮沸锅:向麦汁中加入啤酒花并煮沸,散发出啤酒特有的芳香与苦味。2.3、发酵发酵罐和成熟罐过滤机2.4、包装1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎

啤酒发酵工艺及设备.ppt
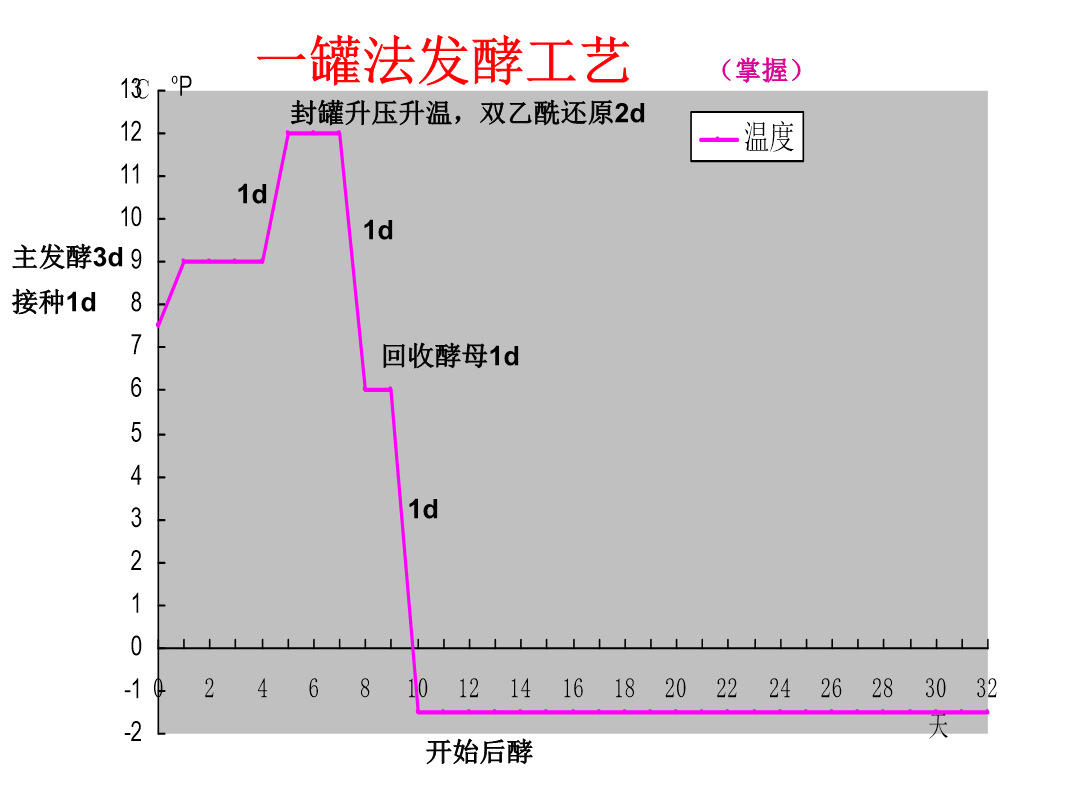
第四章厌氧发酵工艺及设备第三节啤酒发酵讨论一、概述啤酒酿造二、啤酒生产的一般工艺流程啤酒酿造的工艺流程图1.麦芽汁制造2.啤酒发酵3.啤酒的过滤罐装3.啤酒的过滤罐装垂直槽垂直滤叶型3.啤酒的过滤罐装3.啤酒的过滤罐装3.啤酒的过滤罐装三、传统啤酒发酵(一)、传统啤酒发酵工艺1.传统啤酒下面发酵的工艺特点2.传统啤酒下面发酵的工艺流程①酵母繁殖20h左右,将增殖槽中的麦汁泵入发酵槽内,进行厌氧发酵。②发酵2~3天左右,温度升至发酵的最高温度,进行冷却,先维持最高温度2~3天。以后控制发酵温度逐步回落,主酵