
复性纱制备装置及制备复性纱的方法.pdf

书生****22

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复性纱制备装置及制备复性纱的方法.pdf
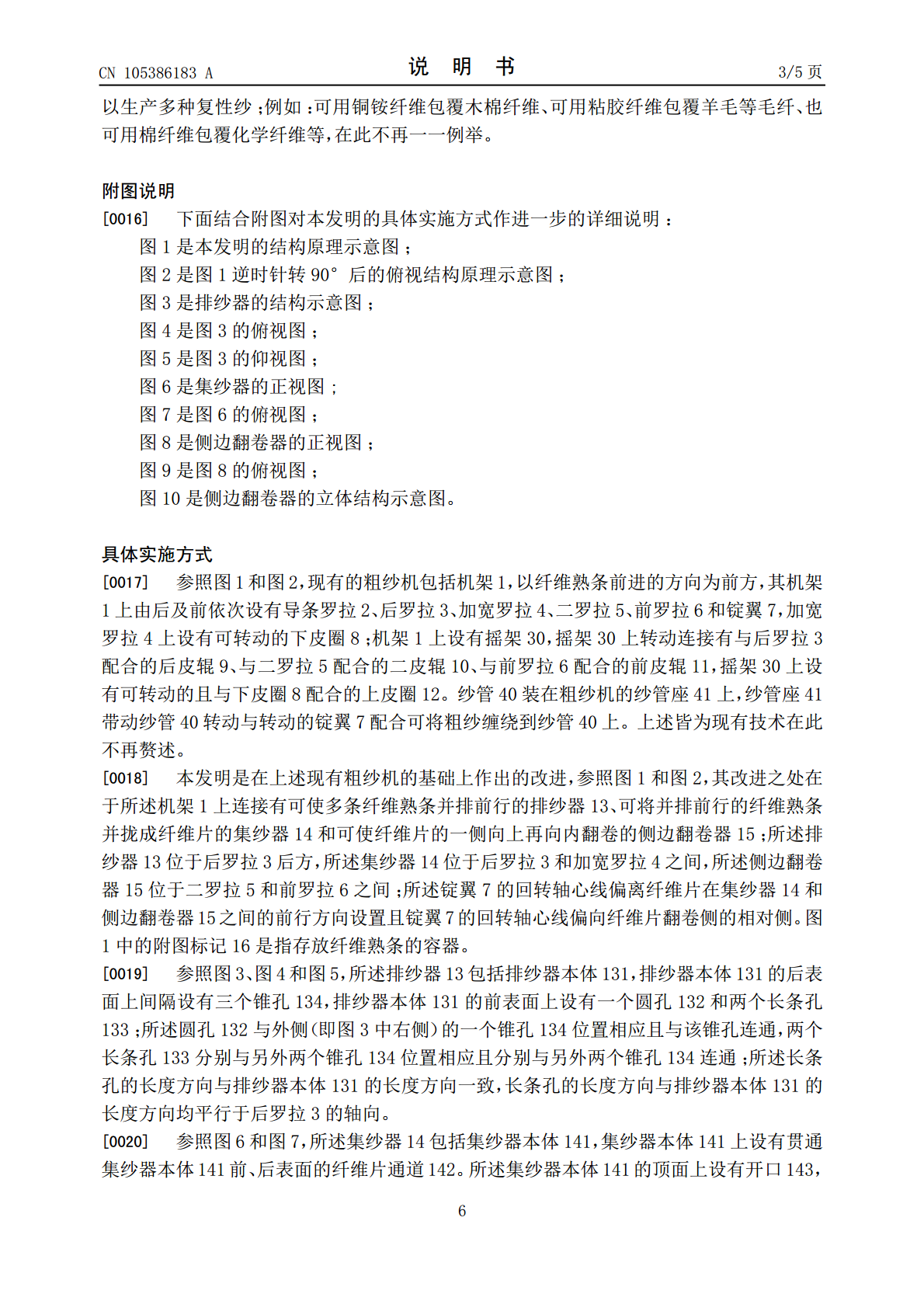
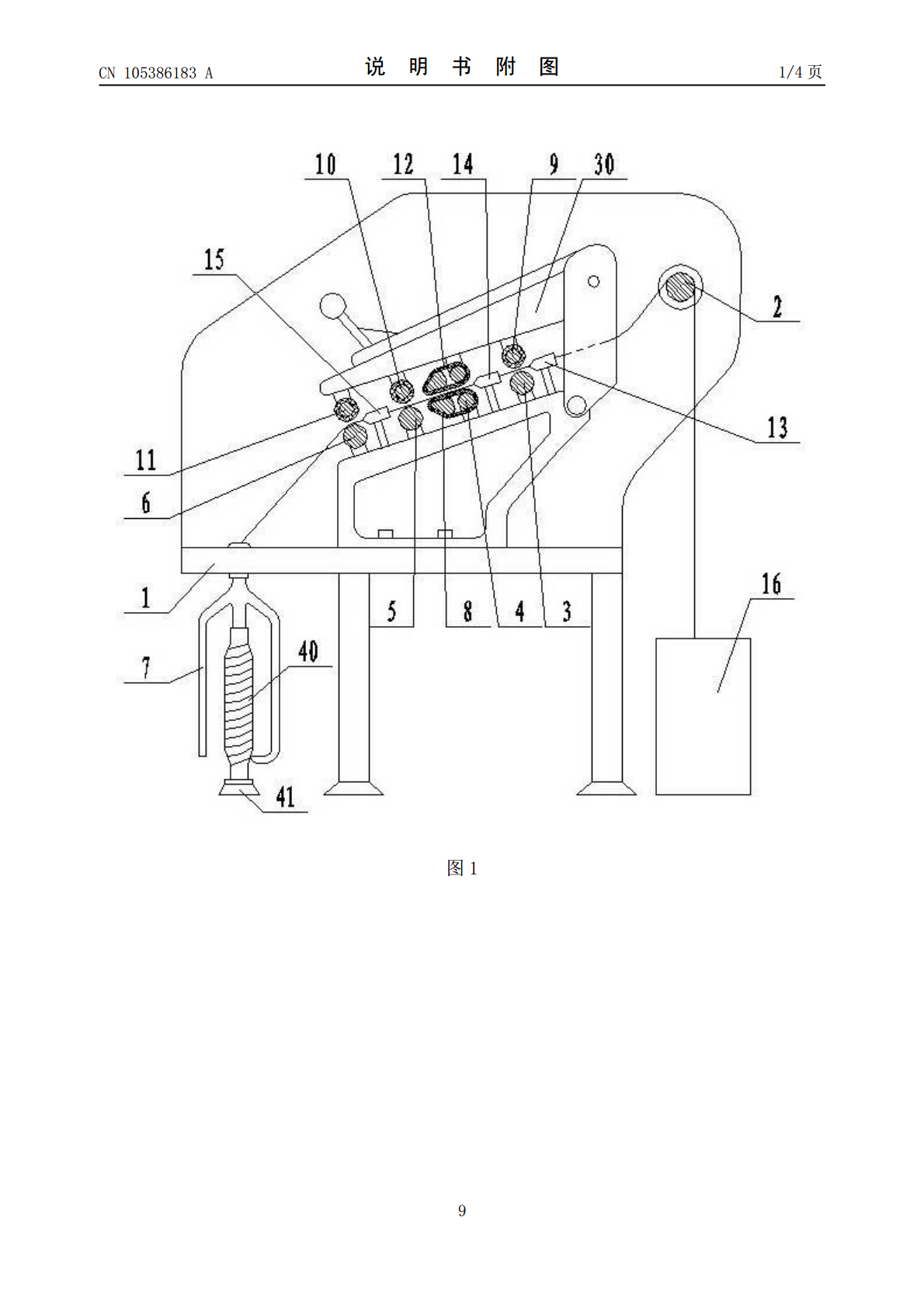
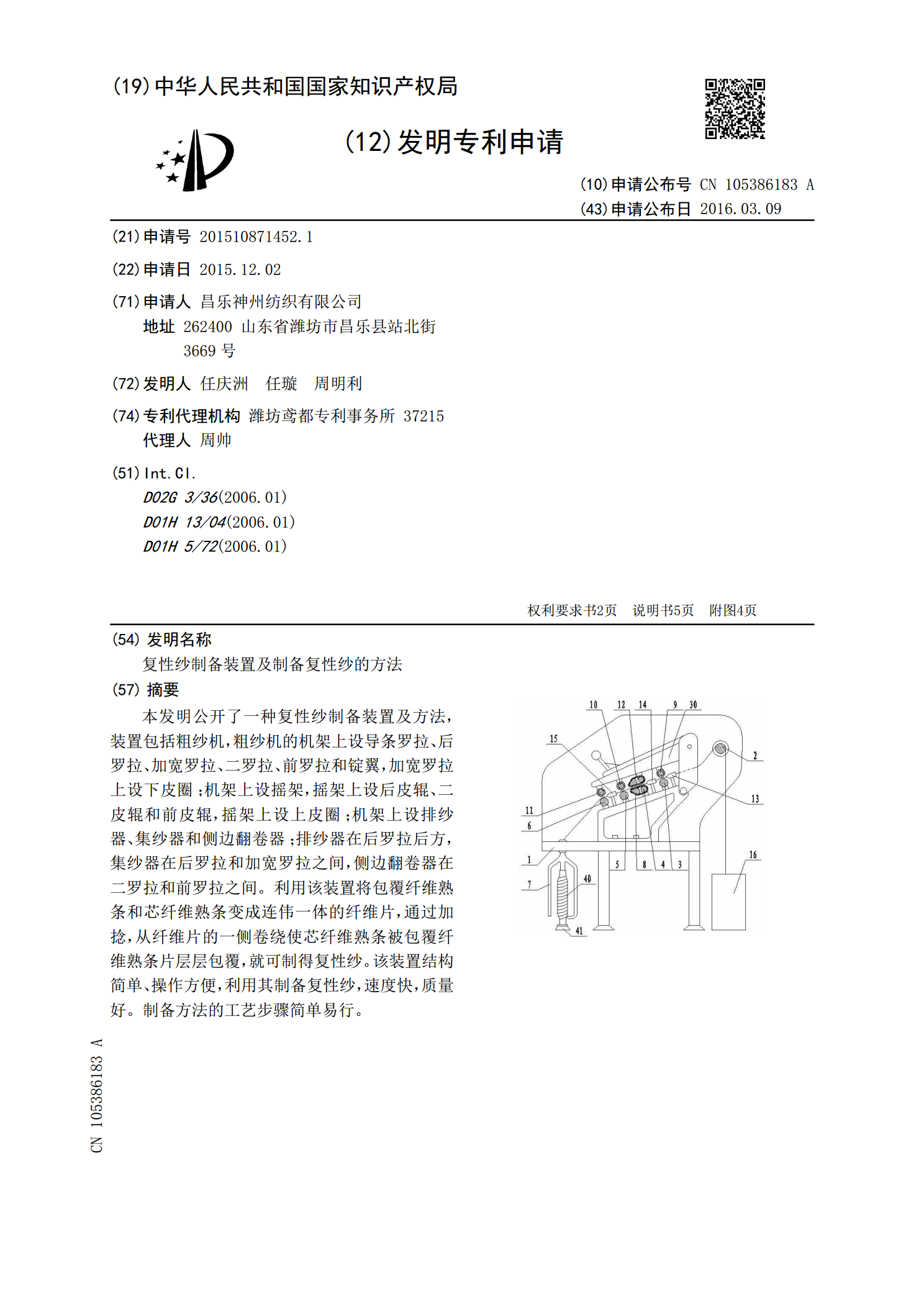
本发明公开了一种复性纱制备装置及方法,装置包括粗纱机,粗纱机的机架上设导条罗拉、后罗拉、加宽罗拉、二罗拉、前罗拉和锭翼,加宽罗拉上设下皮圈;机架上设摇架,摇架上设后皮辊、二皮辊和前皮辊,摇架上设上皮圈;机架上设排纱器、集纱器和侧边翻卷器;排纱器在后罗拉后方,集纱器在后罗拉和加宽罗拉之间,侧边翻卷器在二罗拉和前罗拉之间。利用该装置将包覆纤维熟条和芯纤维熟条变成连伟一体的纤维片,通过加捻,从纤维片的一侧卷绕使芯纤维熟条被包覆纤维熟条片层层包覆,就可制得复性纱。该装置结构简单、操作方便,利用其制备复性纱,速度快

一种复性纱制备装置及制备复性纱的方法.pdf
本发明公开了一种复性纱制备装置及方法,装置包括粗纱机,粗纱机的机架上设导条罗拉、后罗拉、加宽罗拉、二罗拉、前罗拉和锭翼,加宽罗拉上设下皮圈;机架上设摇架,摇架上设后皮辊、二皮辊和前皮辊,摇架上设上皮圈;机架上设排纱器、纱条排布器、纱条处理器和包覆器;排纱器在后罗拉后方,纱条排布器在后罗拉和加宽罗拉之间,纱条处理器在二罗拉和前罗拉之间;包覆器在前罗拉和锭翼之间。利用该装置将包覆熟条变成熟条片、将芯熟条变成芯纤维束,将芯纤维束置于两片熟条片之间,然后加捻就可制得复性纱。该装置结构简单、操作方便;制纱速度快、质

一种中空纱制备装置及方法.pdf
本发明涉及一种中空纱制备装置及方法,包括细纱机,细纱机包括摇架纺纱机构和收集机构,摇架纺纱机构的摇臂上设置有导丝机构,导丝机构与摇臂滑动连接,导丝机构上固定有柔性中空细管,柔性中空细管中空处穿入有化学长丝,摇架纺纱机构用于将柔性中空细管用于作为芯体,将短纤维作为外包纤维纺制包芯纱,收集机构用于牵引摇架纺纱机构纺制的包芯纱,并使柔性中空细管脱离包芯纱,得到中空纱并对中空纱进行收集。本发明采用纯物理的方法进行中空结构的生成,无任何物质残留且环保;无其它原料使用的开支,成本低;不会造成纱线有任何的收缩率,不会影
一种珍珠抗菌纱的制备方法及其制备的珍珠抗菌纱及应用.pdf
本发明提供了一种珍珠抗菌纱的制备方法及其制备的珍珠抗菌纱及应用,通过在传统的珍珠纤维中加入蜂巢粉和构树汁,从而使制成的面料具备更好的抗菌抑菌作用,并发出淡淡的香味;本发明中对蜂巢粉的加工过程中采用低温+甘油双重保护,保证蜂巢中对人体有益的有效成分不流失;在珍珠粉混合浆料的制备过程中仅加入微量的棕榈油和构树汁,不加入其它分散剂和修饰剂,减少对珍珠粉发射远红外线功能的影响,制备的面料远红外线发射更加均匀,保健效果更好。
收缩型毛纱包覆纱及制备方法和应用、织物及制备方法.pdf
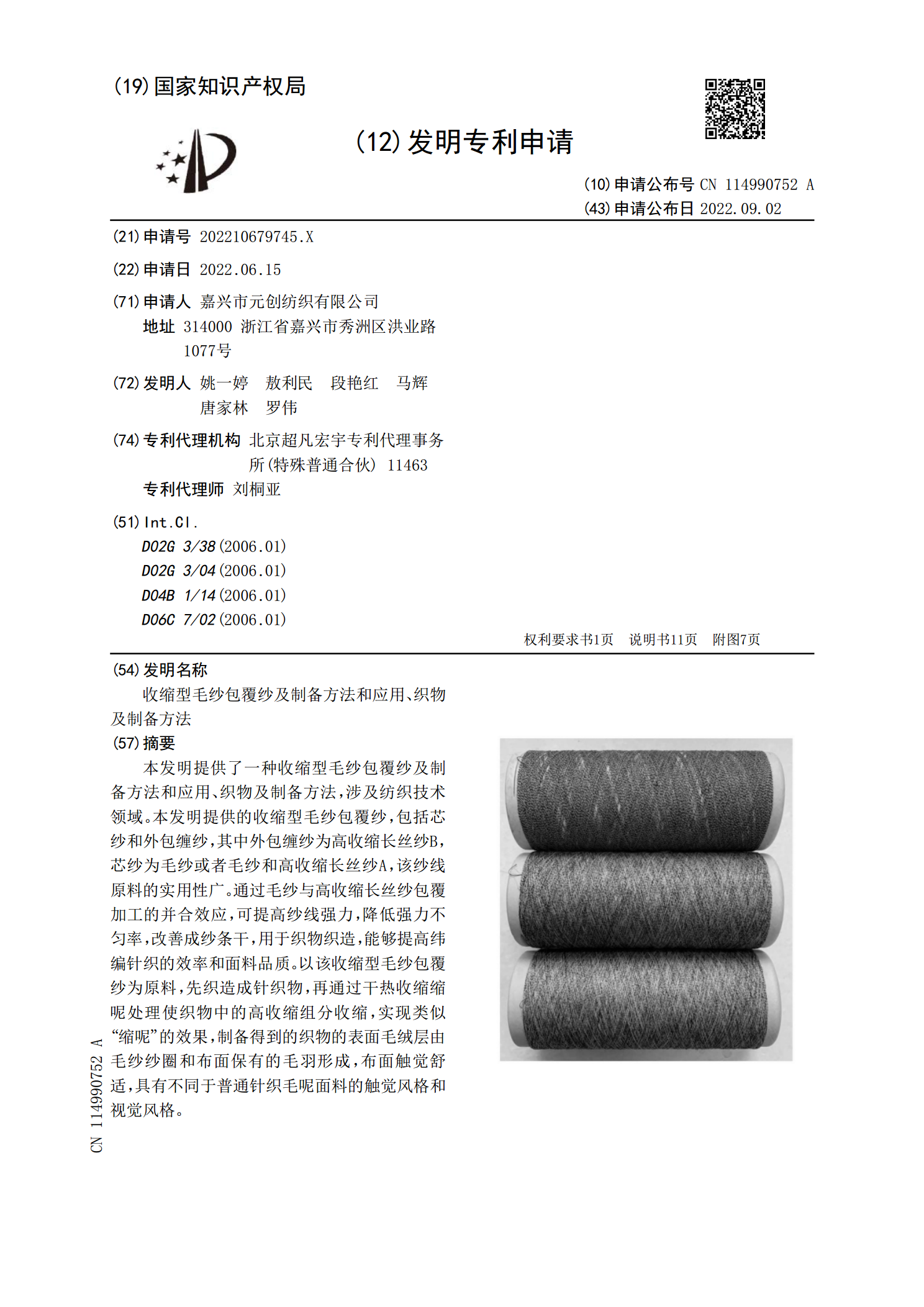
本发明提供了一种收缩型毛纱包覆纱及制备方法和应用、织物及制备方法,涉及纺织技术领域。本发明提供的收缩型毛纱包覆纱,包括芯纱和外包缠纱,其中外包缠纱为高收缩长丝纱B,芯纱为毛纱或者毛纱和高收缩长丝纱A,该纱线原料的实用性广。通过毛纱与高收缩长丝纱包覆加工的并合效应,可提高纱线强力,降低强力不匀率,改善成纱条干,用于织物织造,能够提高纬编针织的效率和面料品质。以该收缩型毛纱包覆纱为原料,先织造成针织物,再通过干热收缩缩呢处理使织物中的高收缩组分收缩,实现类似“缩呢”的效果,制备得到的织物的表面毛绒层由毛纱纱圈