
一种微通道铝扁管挤压模具及其制备方法.pdf

一只****呀9


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微通道铝扁管挤压模具及其制备方法.pdf
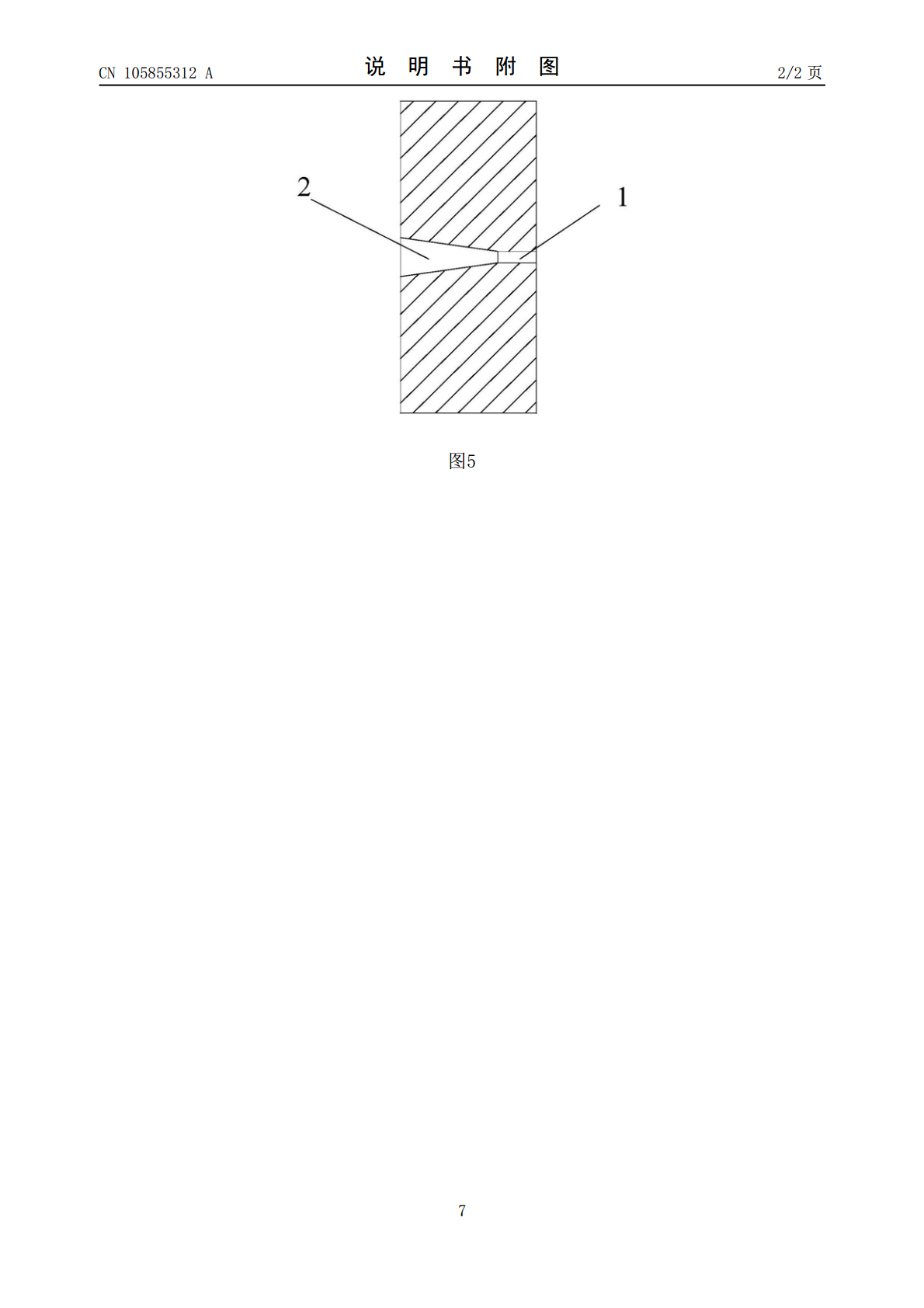
本发明公开了一种微通道铝扁管挤压模具及其制备方法,微通道铝扁管挤压模具包括工作带和后型腔,后型腔为锥形孔,工作带为直孔,后型腔通过其截面较小的一端与工作带连通。该微通道铝扁管挤压模具的工作带和后型腔采用线切割加工成型。工作带和后型腔的表面粗糙度为0.3—0.5μm。相对工作带,后型腔的内壁为倾斜面,当铝材经过挤压从工作带流出后,进入后型腔中,由于后型腔的内壁为一个倾斜面,则流入后型腔中初成型的微通道铝扁管在受到挤压力的推动下,渐渐地沿着后型腔壁一直滑出模具,形成微通道铝扁管产品,有效的防止了初成型的微通道

一种多孔挤压微通道扁管模具及其制备方法.pdf
本发明公开了一种多孔挤压微通道扁管模具及其制备方法,模具包括模座,所述模座上开设有多个料道和下模凹腔,料道数量为下模凹腔数量的2倍;相邻连通的两个料道为一个料道组合,每个料道组合与对应的一个下模凹腔连通;沿料挤出方向料道组合分为上料道段和焊合腔,上料道段腔体中设置有模桥将其隔开,模桥上开设有上模芯孔;每个下模凹腔中嵌设有一个下模片,下模片上开设有出料通道和下模工作带,出料通道和下模工作带连通;每个上模芯孔中嵌设有一个上模芯,其中,上模芯的模舌穿过上模芯孔、焊合腔后,位于下模工作带中。采用多孔挤压微通道扁管

一种微通道铝扁管挤压模具.pdf
本发明涉及一种微通道铝扁管挤压模具,包括顺序相接的模环、模垫和模套,模套内设有上模和下模,在模垫朝向模套的一面上设有两个凹坑,凹坑内均设有散热器,在模环上设有进气孔和出气孔,进气孔与散热器的进气口连通,出气孔与散热器的出气口连通。本发明解决现有技术中铝扁管挤压模具设计方面的不足,提供一种微通道铝扁管挤压模具,其散热效果好,使用寿命长,有利于提高挤压速度,从而提高铝扁管产量。

一种微通道扁管挤压模具及其冷却方法.pdf
本发明公开了一种微通道扁管挤压模具及其冷却方法,微通道扁管挤压模具包括依次叠加设置上模、下模、前垫、后垫和模环,下模中嵌有内嵌件,内嵌件与前垫接触;模环、后垫、前垫和内嵌件中设有模具型腔;模环、后垫、前垫中设有液氮流入通道;前垫靠近内嵌件的一侧开设有环形槽,环形槽与液氮流入通道相通;内嵌件中开设有出气通道,出气通道的一端与环形槽连通,另一端与模具型腔连通。通过设置液氮冷却结构,持续不停的将液氮注入到挤压模具中使模具急剧冷却,解决了微通道扁管挤压模具在工作过程中因产生的高温而加快磨损的问题,提高了模具的使用

一种微通道铝合金扁管挤压模具.pdf
本发明涉及一种微通道铝合金扁管挤压模具包括料道、上模和下模,所述料道有多个,所有的料道直接设置在上模上。本发明的有益效果是改变了全球到目前为止所有国家、所有公司所设计的一模一支(扁管)的格调,首次发明了一模多支的形式;在一模多支的基础上进一步采用相邻料道互为共用的形式。