
一种网架螺栓的冷镦成型工艺.pdf

努力****爱静


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种网架螺栓的冷镦成型工艺.pdf
本发明所揭示的一种网架螺栓的冷镦成型工艺,包括步骤备料,原料改制,冷镦成型,铣槽,淬火,回火,发黑处理及后处理。本发明提供的一种网架螺栓的冷镦成型工艺,解决了高强度下螺栓的延迟断裂和疲劳断裂,使用过程中不易折断,连接可靠,提高了螺栓的使用寿命,能更加满足现今社会对钢网架螺栓球节点用高强度螺栓的使用需要。
一种螺栓冷镦设备及冷镦工艺.pdf
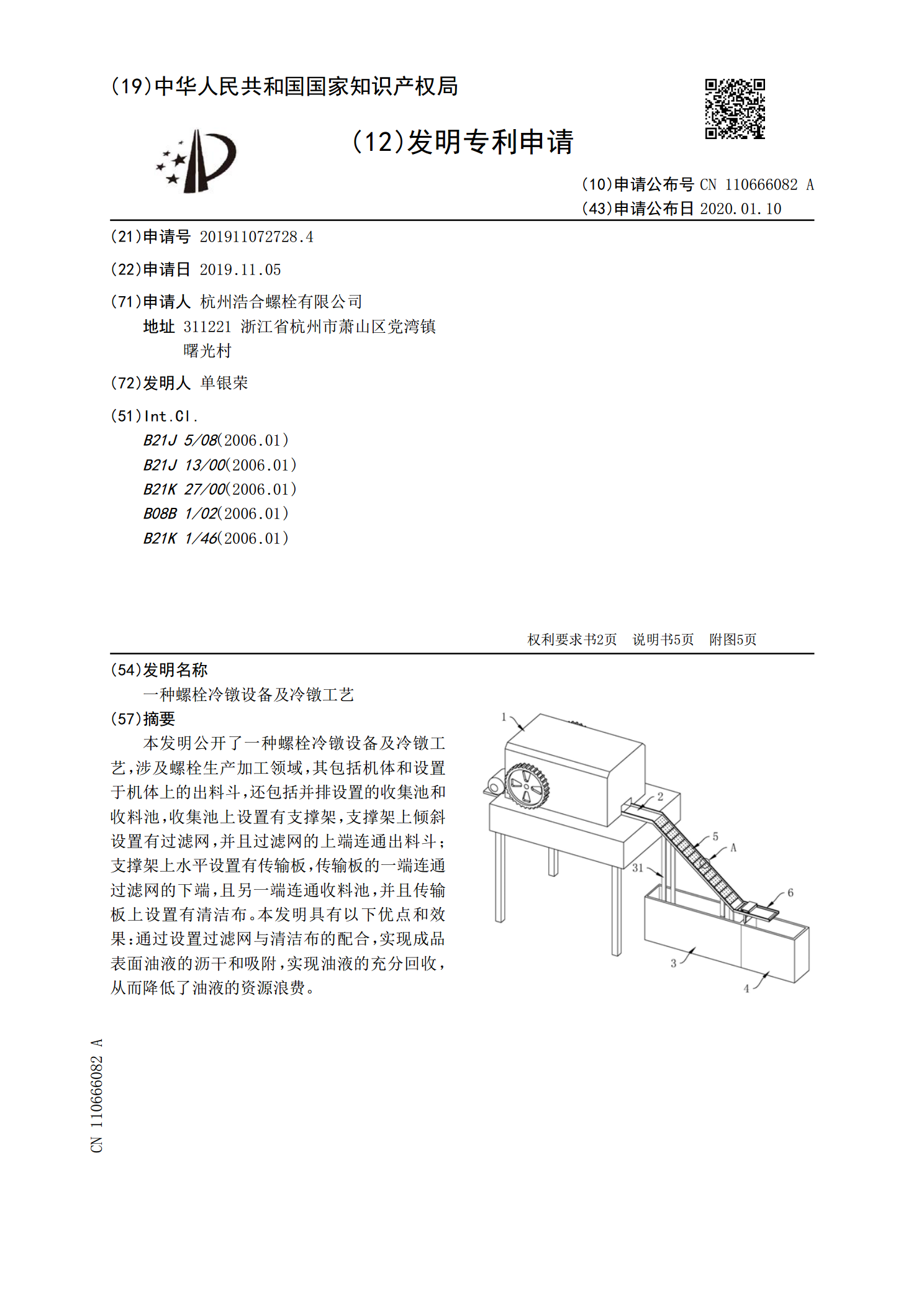
本发明公开了一种螺栓冷镦设备及冷镦工艺,涉及螺栓生产加工领域,其包括机体和设置于机体上的出料斗,还包括并排设置的收集池和收料池,收集池上设置有支撑架,支撑架上倾斜设置有过滤网,并且过滤网的上端连通出料斗;支撑架上水平设置有传输板,传输板的一端连通过滤网的下端,且另一端连通收料池,并且传输板上设置有清洁布。本发明具有以下优点和效果:通过设置过滤网与清洁布的配合,实现成品表面油液的沥干和吸附,实现油液的充分回收,从而降低了油液的资源浪费。
一种内六角螺栓的冷镦成型工艺.pdf
本发明公开了一种内六角螺栓的冷镦成型工艺,通过在冷镦设备的挡板上设置感应器,感应器对齐冷镦设备的线材输送通道末端,时钟器计时且每隔时间T向控制器发送一个时钟脉冲,冷镦线材经校直轮后送入冷镦设备的线材输送通道中,冷镦线材的前端触碰到挡板时,感应器将信号传送给控制器,控制器接收到时钟器的时钟脉冲和感应器的信号,从而判断在时间T内冷镦线材的前端是否触碰到档板,若在时间T内控制器收到感应器的信号,则发送剪料指令给冷镦设备,冷镦设备的剪刀开始剪料,若在时间T内控制器未收到感应器的信号,则发送停机指令给冷镦设备,冷镦

一种大六角头螺栓的冷镦成型工艺.pdf
本发明所揭示的一种大六角头螺栓的冷镦成型工艺,包括步骤备料,原料与处理,冷镦成型,淬火,回火,发黑处理及后处理。本发明提供的一种大六角头螺栓的冷镦成型工艺,工艺过程较简单,制造成本较低,工艺过程连续性好,生产效率高,螺栓寿命更长。
一种高强度螺栓冷镦设备及冷镦工艺.pdf
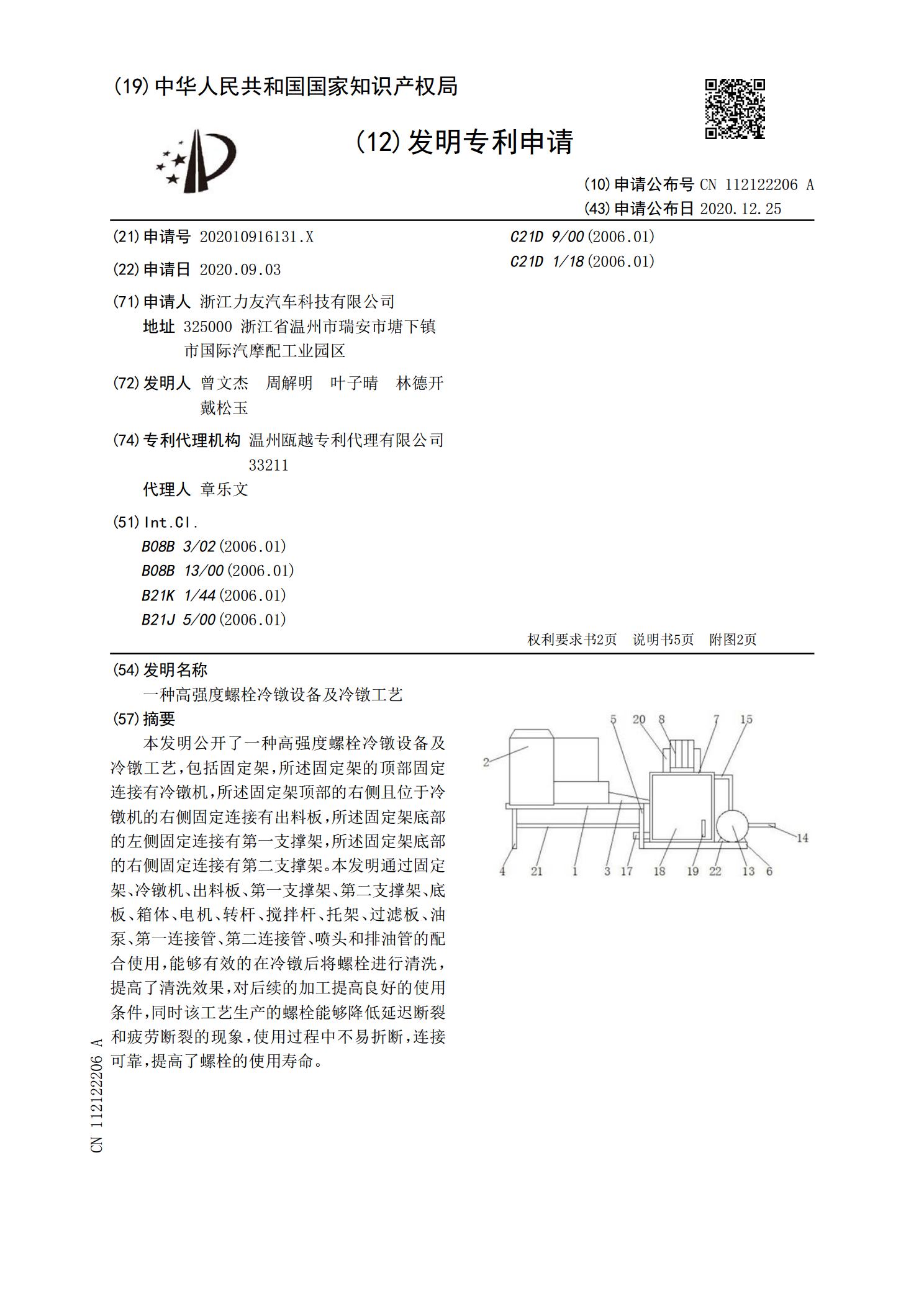
本发明公开了一种高强度螺栓冷镦设备及冷镦工艺,包括固定架,所述固定架的顶部固定连接有冷镦机,所述固定架顶部的右侧且位于冷镦机的右侧固定连接有出料板,所述固定架底部的左侧固定连接有第一支撑架,所述固定架底部的右侧固定连接有第二支撑架。本发明通过固定架、冷镦机、出料板、第一支撑架、第二支撑架、底板、箱体、电机、转杆、搅拌杆、托架、过滤板、油泵、第一连接管、第二连接管、喷头和排油管的配合使用,能够有效的在冷镦后将螺栓进行清洗,提高了清洗效果,对后续的加工提高良好的使用条件,同时该工艺生产的螺栓能够降低延迟断裂和