
主轴马达高速准停的控制方法及控制装置.pdf

一条****ee

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
主轴马达高速准停的控制方法及控制装置.pdf
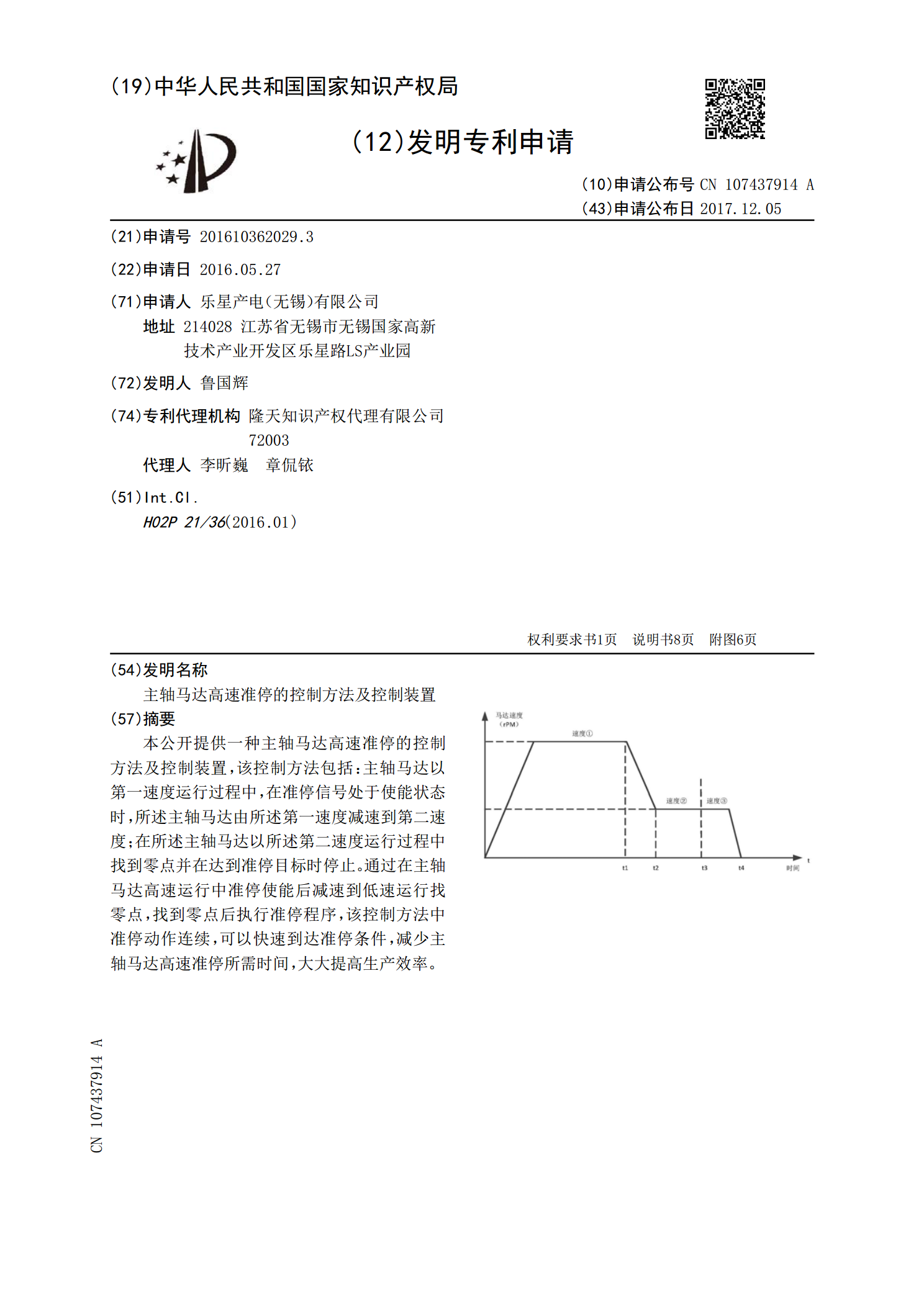
本公开提供一种主轴马达高速准停的控制方法及控制装置,该控制方法包括:主轴马达以第一速度运行过程中,在准停信号处于使能状态时,所述主轴马达由所述第一速度减速到第二速度;在所述主轴马达以所述第二速度运行过程中找到零点并在达到准停目标时停止。通过在主轴马达高速运行中准停使能后减速到低速运行找零点,找到零点后执行准停程序,该控制方法中准停动作连续,可以快速到达准停条件,减少主轴马达高速准停所需时间,大大提高生产效率。

数控系统主轴驱动与准停控制.pptx
第六章主轴驱动及控制§6.1概述二、数控机床对主轴驱动系统要求三、不一样类型主轴系统特点和使用范围能够实现主轴无级调速,主轴电动机只有工作在约500转/分钟以上才能有比较满意力矩输出,不然,尤其是车床很轻易出现堵转情况,普通会采取两挡齿轮或皮带变速,但主轴依然只能工作在中高速范围,另外因为受到普通电动机最高转速限制,主轴转速范围受到较大限制。这种方案适合用于需要无级调速但对低速和高速都不要求场所,比如数控钻铣床。国内生产简易型变频器较多。3、普通笼型异步电动机配通用变频器4、专用变频电动机配通用变频器5、
马达控制装置及马达控制方法.pdf
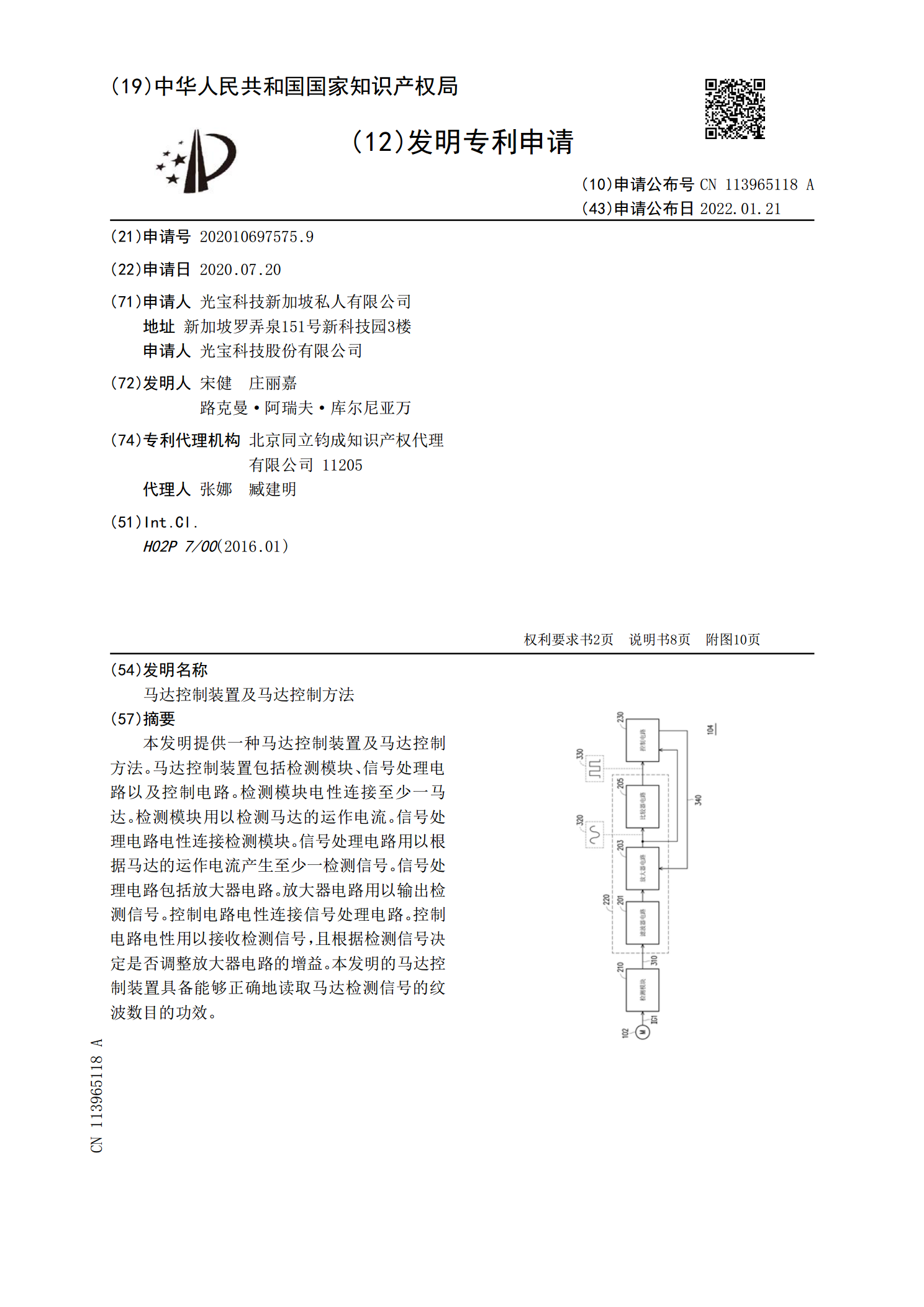
本发明提供一种马达控制装置及马达控制方法。马达控制装置包括检测模块、信号处理电路以及控制电路。检测模块电性连接至少一马达。检测模块用以检测马达的运作电流。信号处理电路电性连接检测模块。信号处理电路用以根据马达的运作电流产生至少一检测信号。信号处理电路包括放大器电路。放大器电路用以输出检测信号。控制电路电性连接信号处理电路。控制电路电性用以接收检测信号,且根据检测信号决定是否调整放大器电路的增益。本发明的马达控制装置具备能够正确地读取马达检测信号的纹波数目的功效。
马达控制装置和马达控制方法.pdf
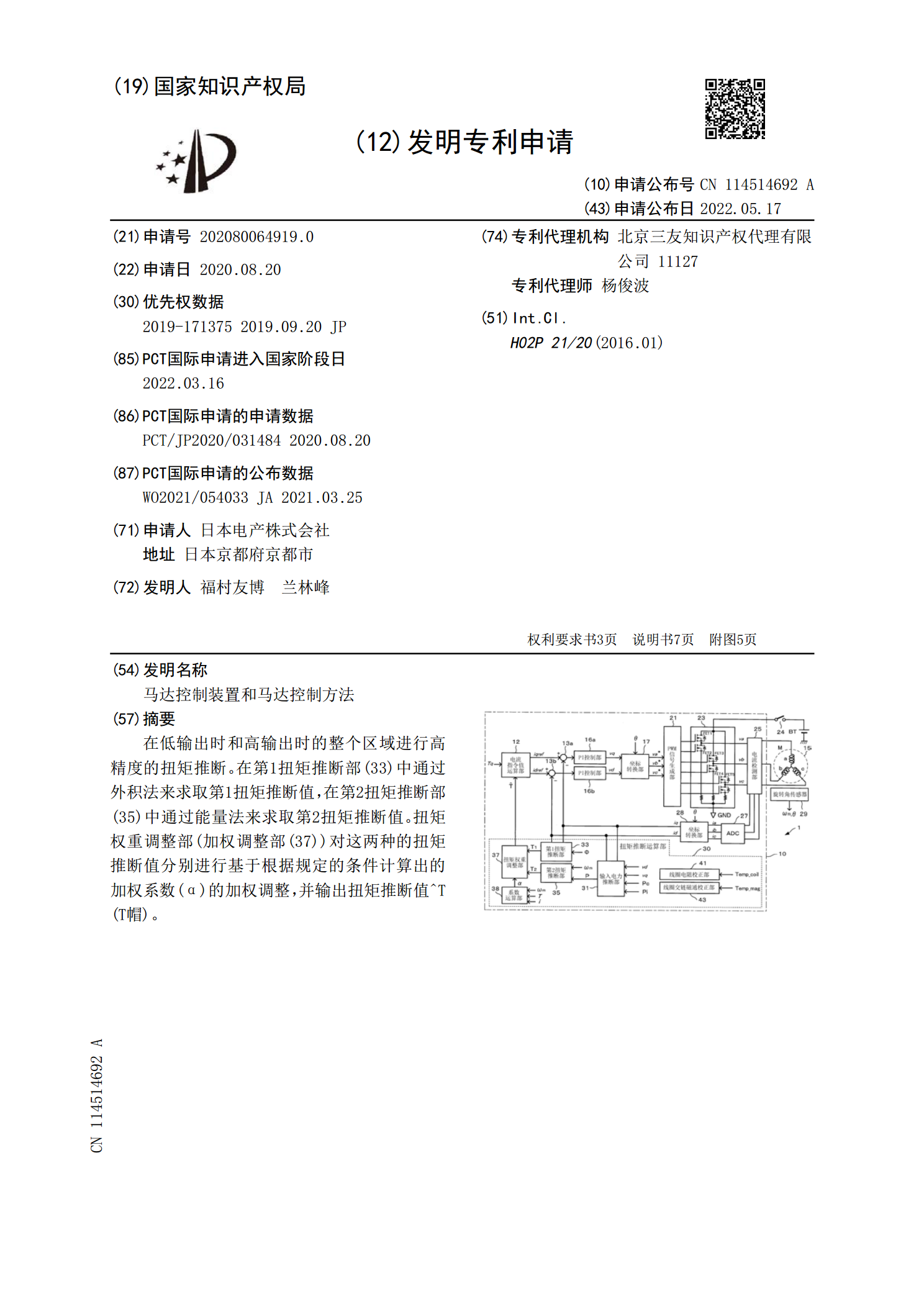
在低输出时和高输出时的整个区域进行高精度的扭矩推断。在第1扭矩推断部(33)中通过外积法来求取第1扭矩推断值,在第2扭矩推断部(35)中通过能量法来求取第2扭矩推断值。扭矩权重调整部(加权调整部(37))对这两种的扭矩推断值分别进行基于根据规定的条件计算出的加权系数(α)的加权调整,并输出扭矩推断值^T(T帽)。
马达控制装置以及马达控制方法.pdf
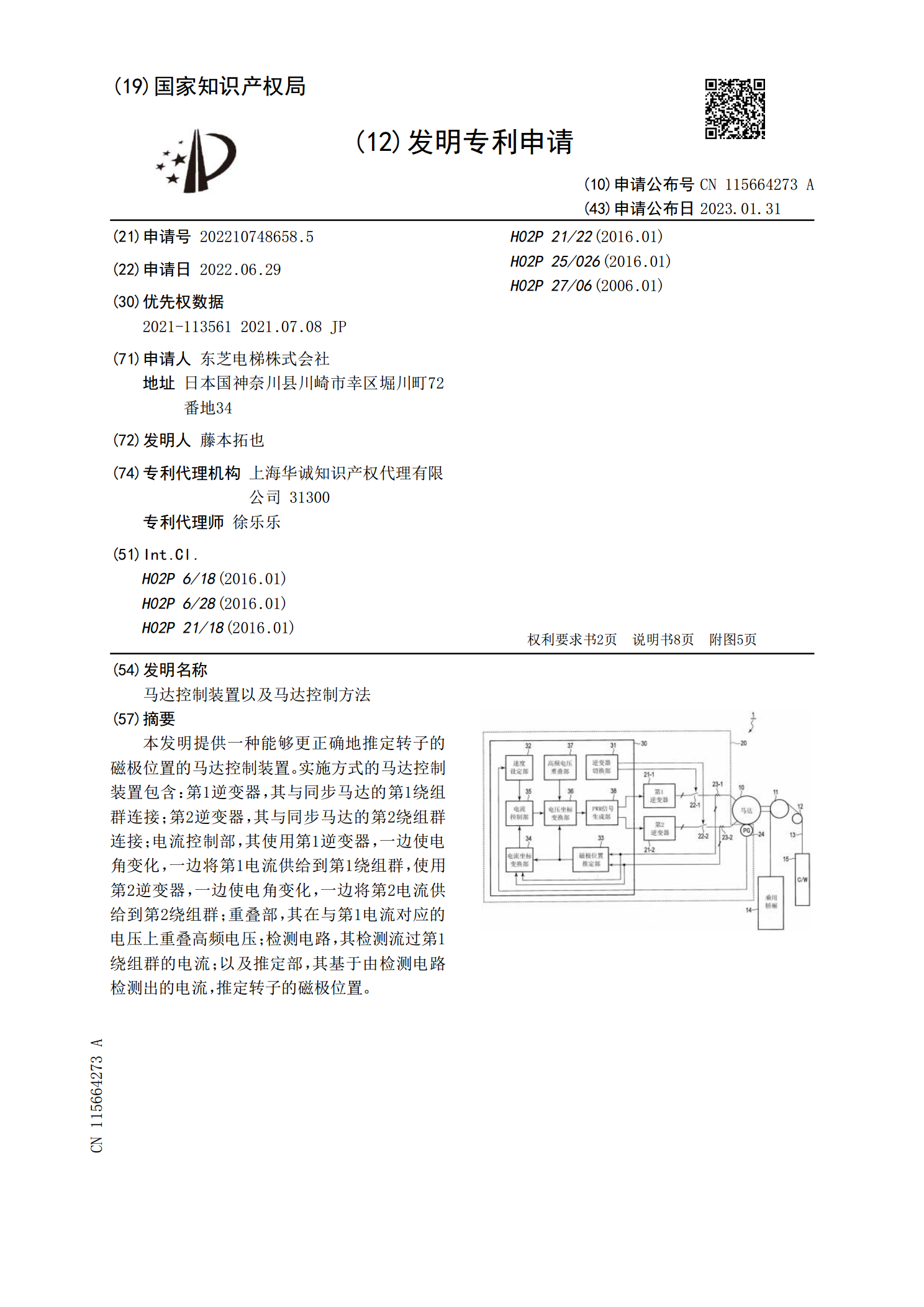
本发明提供一种能够更正确地推定转子的磁极位置的马达控制装置。实施方式的马达控制装置包含:第1逆变器,其与同步马达的第1绕组群连接;第2逆变器,其与同步马达的第2绕组群连接;电流控制部,其使用第1逆变器,一边使电角变化,一边将第1电流供给到第1绕组群,使用第2逆变器,一边使电角变化,一边将第2电流供给到第2绕组群;重叠部,其在与第1电流对应的电压上重叠高频电压;检测电路,其检测流过第1绕组群的电流;以及推定部,其基于由检测电路检测出的电流,推定转子的磁极位置。