
筛网过滤器的注塑成型方法、注塑成型模具及筛网过滤器.pdf

飞飙****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

筛网过滤器的注塑成型方法、注塑成型模具及筛网过滤器.pdf
本发明的课题在于减轻注塑成型品即筛网过滤器的筛网部的开口部分与注塑成型模具的开口部分形成销的脱模阻力、降低作用于开口部分形成销的应力。对筛网过滤器的过滤部成形的第三腔部17形成为,用于对过滤部的多个正八边形的开口部分成形的开口部分形成销21与开口部分数量相同。开口部分形成销21沿X轴方向和Y轴方向等间隔地形成有多个,正八边形的内接圆22的直径与沿X轴方向和Y轴方向相邻的开口部分形成销21、21之间的尺寸相等。沿与X轴方向所成的角为45°的方向等间隔地形成有多个的开口部分形成销21的第一列和与该第一列相邻的

筛网过滤器的注塑成型模具及筛网过滤器的注塑成型方法.pdf
课题:一种筛网过滤器的注塑成型模具,抑制腔室内的熔融树脂的充填速度不均,抑制在过滤器部的开口部产生毛边。解决方案:在注塑成型模具(10)的内筒用腔室部分(14)的一端面(14a),浇口(18)沿着内筒用腔室部分(14)的周向设置有四处。在与内筒用腔室部分(14)的中心轴(17)正交的X-Y平面,如果将通过内筒用腔室部分(14)的中心且与X轴平行的中心线设为第一中心线(20),将通过内筒用腔室部分(14)的中心且与Y轴平行的中心线设为第二中心线(21),则浇口(18)配置于第一中心线(20)与第二中心线(2
一种气体辅助成型注塑模具及注塑方法.pdf
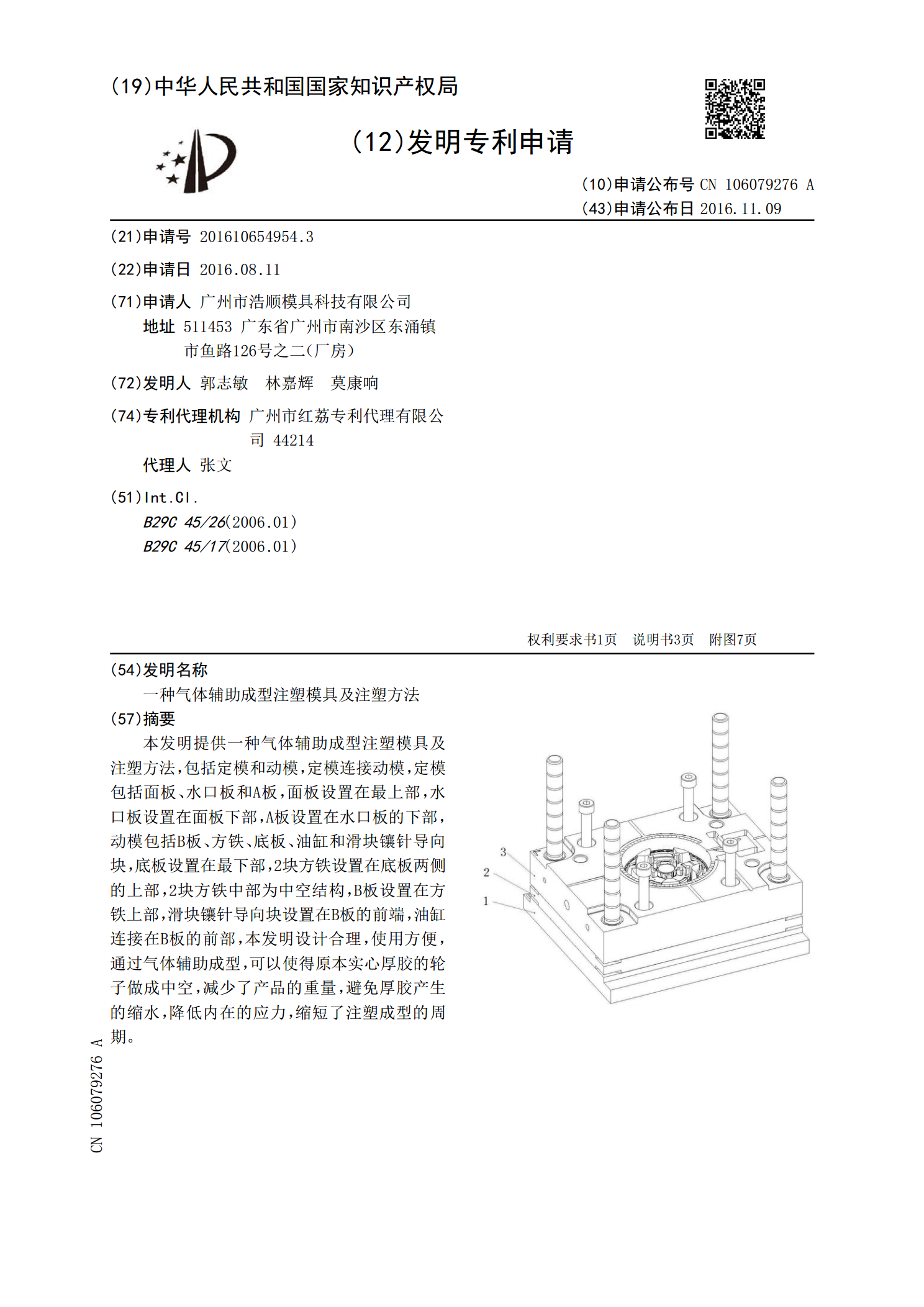
本发明提供一种气体辅助成型注塑模具及注塑方法,包括定模和动模,定模连接动模,定模包括面板、水口板和A板,面板设置在最上部,水口板设置在面板下部,A板设置在水口板的下部,动模包括B板、方铁、底板、油缸和滑块镶针导向块,底板设置在最下部,2块方铁设置在底板两侧的上部,2块方铁中部为中空结构,B板设置在方铁上部,滑块镶针导向块设置在B板的前端,油缸连接在B板的前部,本发明设计合理,使用方便,通过气体辅助成型,可以使得原本实心厚胶的轮子做成中空,减少了产品的重量,避免厚胶产生的缩水,降低内在的应力,缩短了注塑成型

一种注塑成型的发热组件、注塑模具和注塑方法.pdf
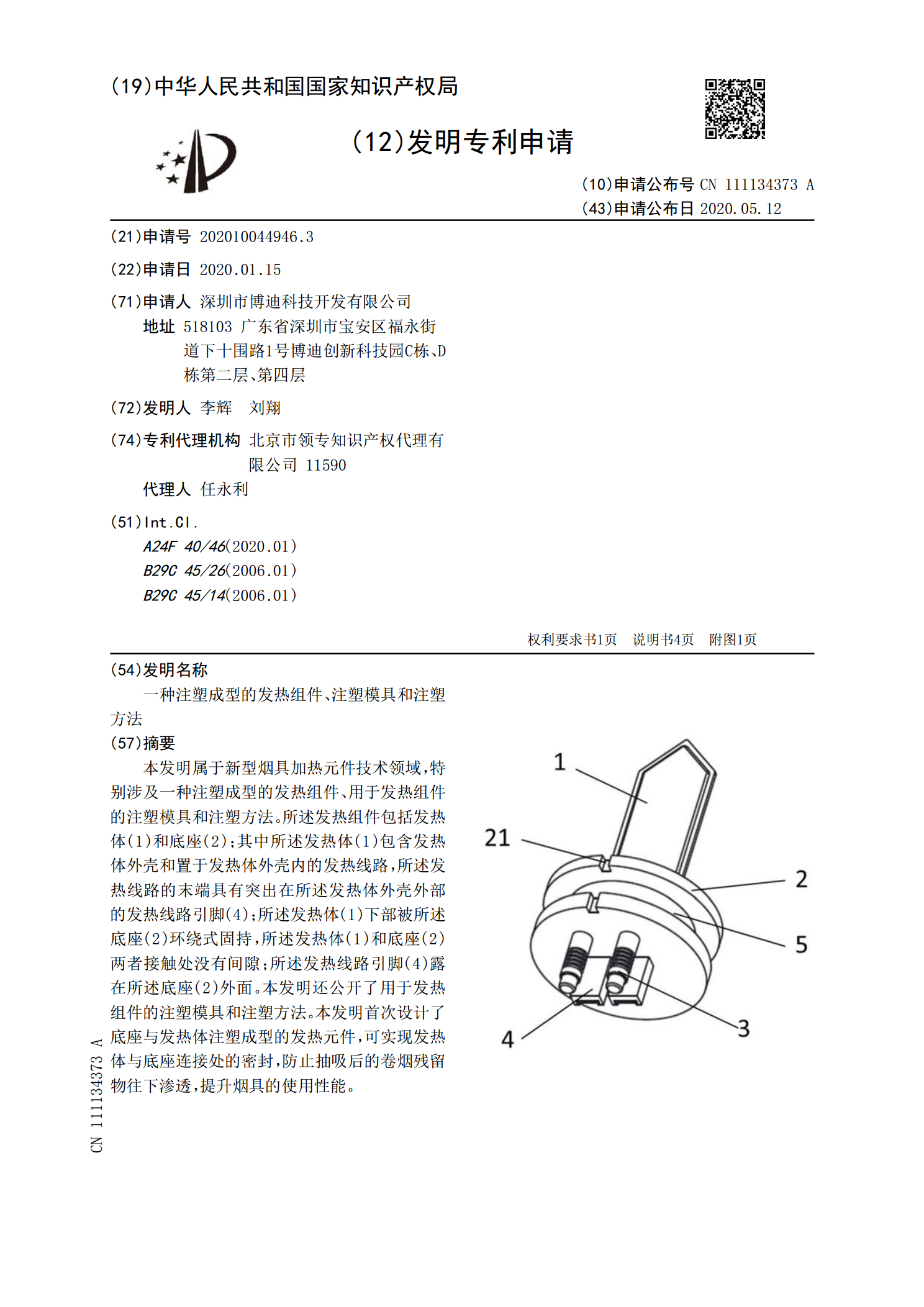
本发明属于新型烟具加热元件技术领域,特别涉及一种注塑成型的发热组件、用于发热组件的注塑模具和注塑方法。所述发热组件包括:发热体(1)、底座(2);其中:所述发热体(1)包含发热线路和包覆在所述发热线路周围的发热体外壳,所述发热线路(11)和所述发热体外壳两者接触处没有间隙;所述发热体(1)下部被所述底座(2)环绕式固持,所述发热体(1)和底座(2)两者接触处没有间隙。本发明还公开了用于发热组件的注塑模具和注塑方法。本发明首次设计了底座与发热体注塑成型,且发热线路和发热体外壳注塑成型的发热元件,可实现发热体
一种注塑成型的发热组件、注塑模具和注塑方法.pdf
本发明属于新型烟具加热元件技术领域,特别涉及一种注塑成型的发热组件、用于发热组件的注塑模具和注塑方法。所述发热组件包括发热体(1)和底座(2);其中所述发热体(1)包含发热体外壳和置于发热体外壳内的发热线路,所述发热线路的末端具有突出在所述发热体外壳外部的发热线路引脚(4);所述发热体(1)下部被所述底座(2)环绕式固持,所述发热体(1)和底座(2)两者接触处没有间隙;所述发热线路引脚(4)露在所述底座(2)外面。本发明还公开了用于发热组件的注塑模具和注塑方法。本发明首次设计了底座与发热体注塑成型的发热元