
自动撕膜切割机.pdf

St****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动撕膜切割机.pdf
本发明公开了一种自动撕膜切割机,包括机架、送片装置、撕膜装置及切割装置;所述的送片装置、撕膜装置均安装在所述的机架上;所述的送片装置用于传送片材;所述的撕膜装置用于撕去片材的上薄膜和下薄膜;所述的切割装置包括纵向切割组件和横向切割组件;所述的机架上还设有预压装置,所述的预压装置用于预压片材。该自动撕膜切割机结构较完善,撕膜切割复合材料效果较好。

自动撕膜装置.pdf
本发明公开了一种自动撕膜装置,包括固定板及至少两个撕膜机构。撕膜机构包括放料轮、收料轮、压头及胶带,放料轮和收料轮可转动地设于固定板,胶带的两端分别缠绕于放料轮和收料轮,压头固定于固定板下方。压头远离固定板的一面为下压面,胶带具有粘性面和非粘性面,非粘性面抵接于压头下压面。压头下压,胶带压紧于待撕膜产品上的覆膜,压头上移,胶带粘性面粘取待撕膜产品上的覆膜。本发明中,每一压头均单独存在于不同的撕膜机构,且每一撕膜机构内的胶带的传送速度和拉扯力度均可通过改变对应撕膜机构内放料轮和收料轮的转动速度来进行调整。如
自动撕膜机.pdf
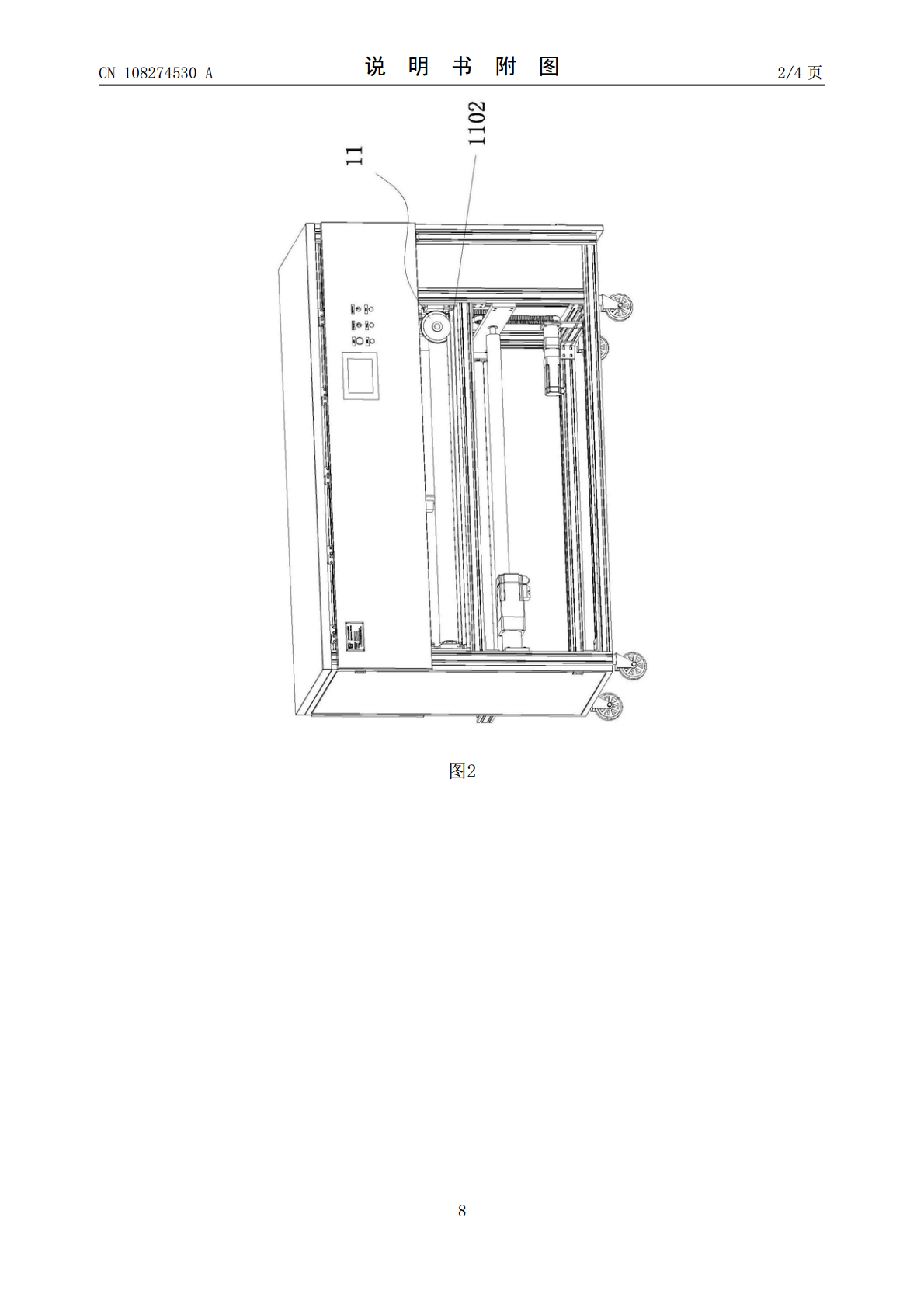
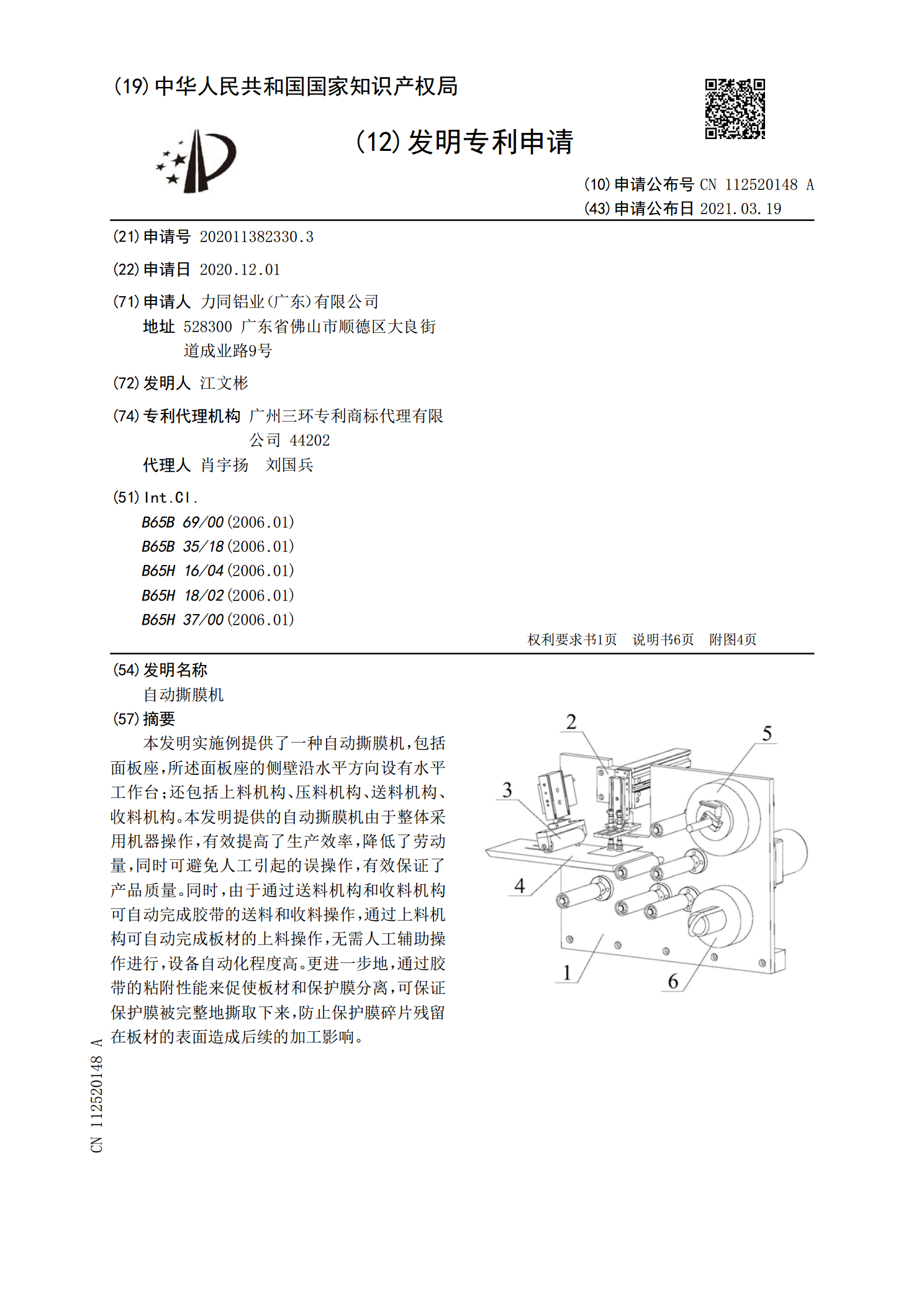
本发明实施例提供了一种自动撕膜机,包括面板座,所述面板座的侧壁沿水平方向设有水平工作台;还包括上料机构、压料机构、送料机构、收料机构。本发明提供的自动撕膜机由于整体采用机器操作,有效提高了生产效率,降低了劳动量,同时可避免人工引起的误操作,有效保证了产品质量。同时,由于通过送料机构和收料机构可自动完成胶带的送料和收料操作,通过上料机构可自动完成板材的上料操作,无需人工辅助操作进行,设备自动化程度高。更进一步地,通过胶带的粘附性能来促使板材和保护膜分离,可保证保护膜被完整地撕取下来,防止保护膜碎片残留在板材
贴模机自动撕膜机构及撕膜方法.pdf
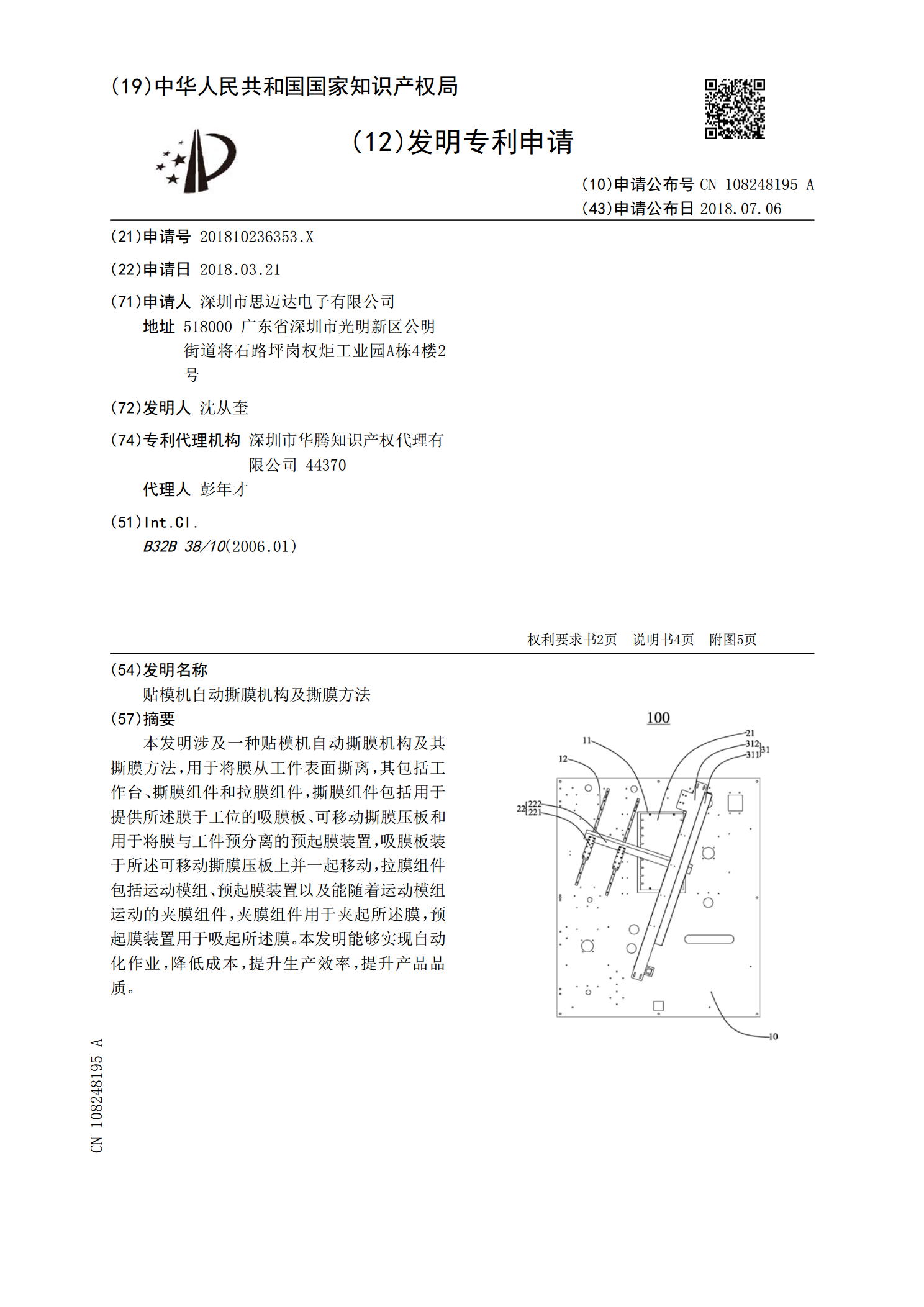
本发明涉及一种贴模机自动撕膜机构及其撕膜方法,用于将膜从工件表面撕离,其包括工作台、撕膜组件和拉膜组件,撕膜组件包括用于提供所述膜于工位的吸膜板、可移动撕膜压板和用于将膜与工件预分离的预起膜装置,吸膜板装于所述可移动撕膜压板上并一起移动,拉膜组件包括运动模组、预起膜装置以及能随着运动模组运动的夹膜组件,夹膜组件用于夹起所述膜,预起膜装置用于吸起所述膜。本发明能够实现自动化作业,降低成本,提升生产效率,提升产品品质。
一种自动撕膜机及其撕膜工艺.pdf
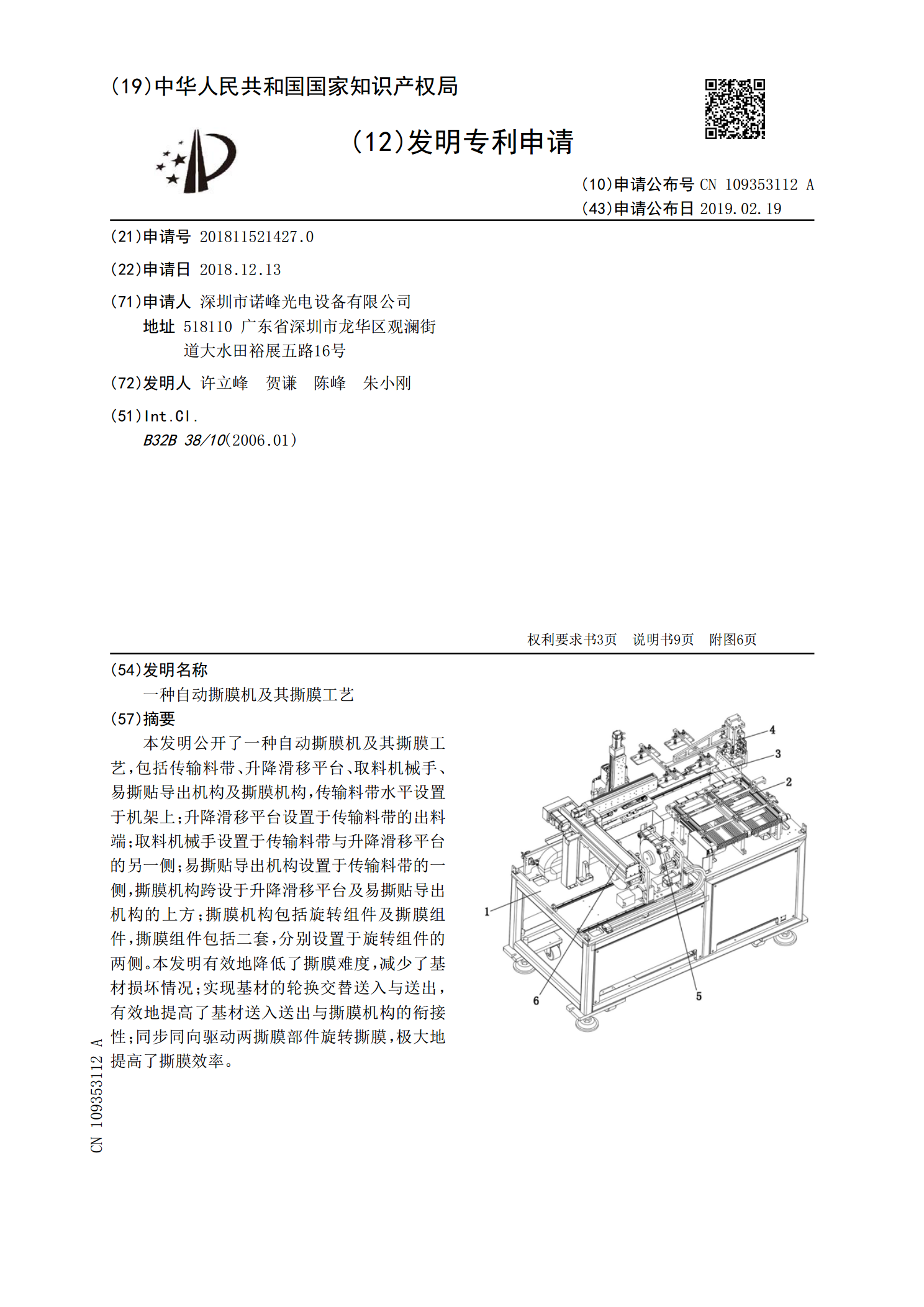
本发明公开了一种自动撕膜机及其撕膜工艺,包括传输料带、升降滑移平台、取料机械手、易撕贴导出机构及撕膜机构,传输料带水平设置于机架上;升降滑移平台设置于传输料带的出料端;取料机械手设置于传输料带与升降滑移平台的另一侧;易撕贴导出机构设置于传输料带的一侧,撕膜机构跨设于升降滑移平台及易撕贴导出机构的上方;撕膜机构包括旋转组件及撕膜组件,撕膜组件包括二套,分别设置于旋转组件的两侧。本发明有效地降低了撕膜难度,减少了基材损坏情况;实现基材的轮换交替送入与送出,有效地提高了基材送入送出与撕膜机构的衔接性;同步同向驱