
封装膜焊接定位设备.pdf

盼易****君a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

封装膜焊接定位设备.pdf
本发明涉及一种封装膜焊接定位设备,包括焊接台、检测装置、驱动装置及焊接头,焊接台上设有吸附装置,吸附装置用于吸附柔性发电薄膜产品,检测装置用于获取敷设在柔性发电薄膜产品上的封装膜的尺寸信息和位置信息,检测装置与驱动装置电性连接,焊接头安装在驱动装置上,驱动装置用于接收尺寸信息和位置信息并根据尺寸信息和位置信息驱动焊接头对封装膜进行焊接。相较于人工或工业机械手配合工装夹具对封装膜进行焊接定位,这种方式基于封装膜的尺寸信息和位置信息完成焊接定位,有利于保障柔性发电薄膜产品的加工一致性,提高生产效率,保持封装膜
焊接定位装置、顶盖焊接设备及焊接定位方法.pdf
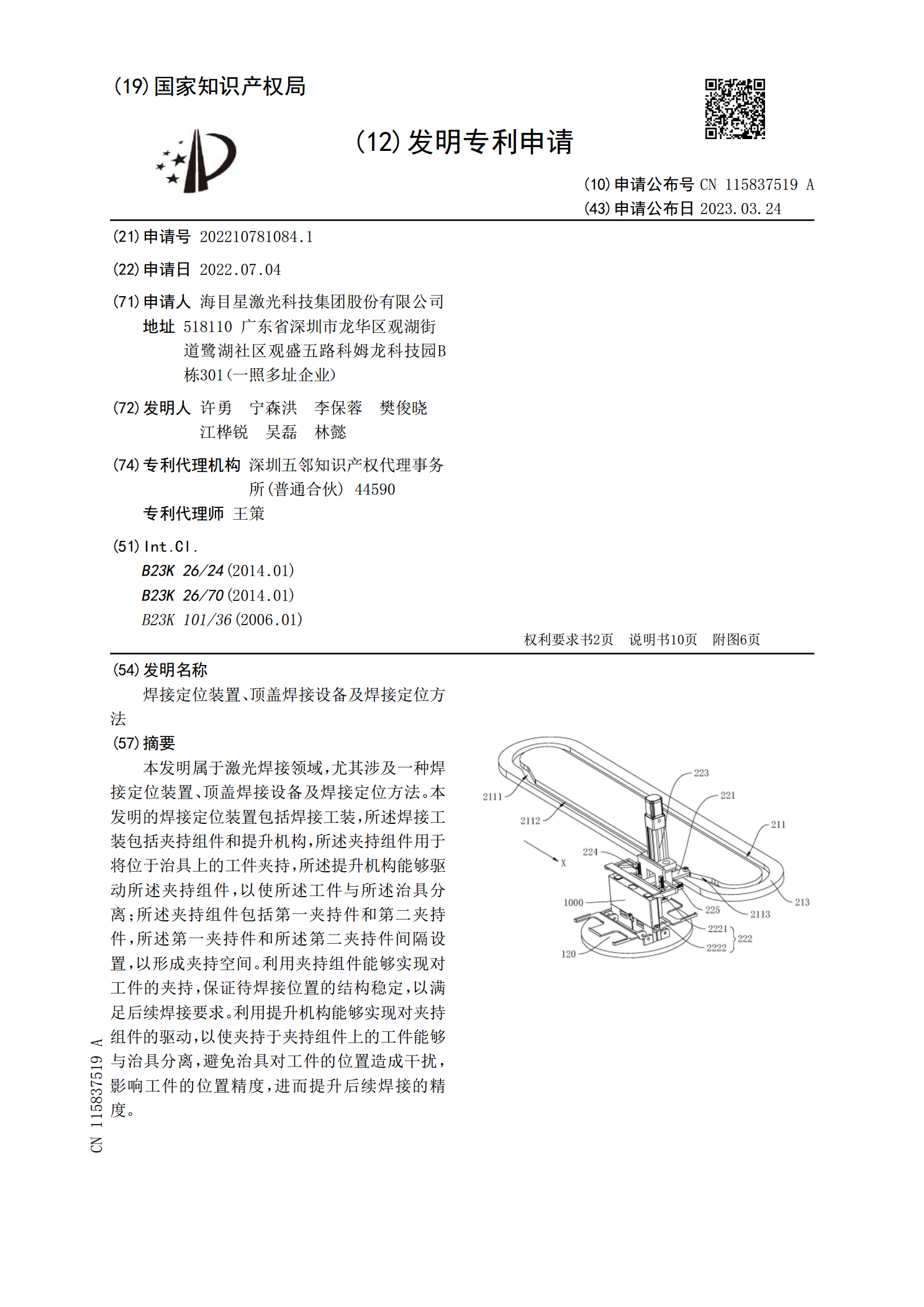
本发明属于激光焊接领域,尤其涉及一种焊接定位装置、顶盖焊接设备及焊接定位方法。本发明的焊接定位装置包括焊接工装,所述焊接工装包括夹持组件和提升机构,所述夹持组件用于将位于治具上的工件夹持,所述提升机构能够驱动所述夹持组件,以使所述工件与所述治具分离;所述夹持组件包括第一夹持件和第二夹持件,所述第一夹持件和所述第二夹持件间隔设置,以形成夹持空间。利用夹持组件能够实现对工件的夹持,保证待焊接位置的结构稳定,以满足后续焊接要求。利用提升机构能够实现对夹持组件的驱动,以使夹持于夹持组件上的工件能够与治具分离,避免

封装膜及其制造方法以及使用封装膜的有机发光显示设备.pdf
公开了一种封装膜及其制造方法以及使用封装膜的有机发光显示设备。所述封装膜包括:金属层和粘结层,所述金属层和所述粘结层配置成用作有机发光显示设备的封装部,其中所述粘结层包括粘度高于其他区域的一区域,以防止在制造所述有机发光显示设备的工艺中所述粘结层过多伸展。在一个实施方式中,由于粘结层的外部部分的固化度设为高于粘结层的中央部分的固化度,因而防止了由于粘结层在制造工艺中伸展而发生的驱动缺陷,并防止了由夹具导致的各种缺陷,由此提高了有机发光显示设备的可靠性和产率。

BGA封装的焊接技术.pdf
2008年第09期,第41卷通信技术Vol.41,No.09,2008总第201期CommunicationsTechnologyNo.201,Totally·其他·BGA封装的焊接技术黎全英(中国电子科技集团公司第三十研究所,四川成都610041)【摘要】随着电子通信产品的迅速发展,作为大规模集成电路封装领域的BGA封装技术受到业界的密切关注,解决了高密度、高性能、多功能及高I/O数的难题,已大量应用于数字通信领域。文中介绍了BGA封装器件的结构特点,从印制电路板设计、印制电路板制作要求、元器件焊接前处

QFN封装手工焊接.doc
焊接前的准备工作:合适的工具和材料是做好焊接工作的关键。下面列出推荐的工具和材料。其它的工具和材料也能工作。因此用户可以自由选择替代品。所需的工具和材料1焊台温度可调带ESD保护,应支持温度值800℉(425度)。烙铁尖要细,顶部的宽度不能大于1mm。2焊料10/18有机焊芯0.02(0.5mm)直径。3焊剂液体型4吸锡带C尺寸0.075(1.9mm)5放大镜最小为4倍本例中使用的是Donegan光学公司的头戴式OptiVISOR放大镜6ESD垫板或桌面及ESD碗带两者都要接地7尖头镊子8异丙基酒精9小硬