
一种滚刀式指甲刀刀片加工方法.pdf

一只****ua


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚刀式指甲刀刀片加工方法.pdf
本发明公开了一种滚刀式指甲刀刀片加工方法,步骤1:制备刀具毛坯;刀具毛坯为圆柱状或圆筒状毛坯;步骤2:初步加工;在刀具毛坯上加工出内孔、外圆(即外侧面,或称为外筒面)以及两个端面;步骤3:刀刃加工;在刀具毛坯的侧面加工右倾斜刃口,并在右倾斜刃口的刃面两侧做出倒角;在刀具毛坯的侧面加工左倾斜刃口。该滚刀式指甲刀刀片加工方法易于实施,加工效率高。

一种滚刀的加工方法.pdf
一种滚刀的加工方法,步骤如下:先对滚刀毛坯加工出所需的半成品滚刀;接着加工出与放大n倍后的滚刀齿形相匹配的样板;然后用样板加工出轧辊铣刀;再用轧辊铣刀加工出退火后的轧辊;接着用轧辊挤压出金刚石磨轮的轮齿;最后用金刚石磨轮的轮齿对半成品滚刀进行铲磨,加工获得所述滚刀的齿形,获得符合加工要求的合格滚刀。由于本发明在滚刀加工过程中,对滚刀刀具的成型采用先按比例放大,再按同比例缩小的加工方法,不仅提高了滚刀的加工精度,还使得滚刀加工的生产效率提高,滚刀加工过程中的机床调整更加方便,且得到的滚刀各前刀面的前角为零度

一种新型磨削式指甲刀.pdf
一种新型磨削式指甲刀,由机壳、曲柄摇杆机构、传动齿轮和磨削砂轮构成,曲柄摇杆机构、传动齿轮和磨削砂轮均设置在机壳上;所述的曲柄摇杆机构由摇杆、传动杆、曲柄和固定杆组成,固定杆固定设置在机壳上,在摇杆和机壳之间设有弹性拉紧机构,由摇杆的摆动转化成曲柄的圆周运动,所述的曲柄为一回转齿轮,回转齿轮与传动齿轮啮合,传动齿轮和磨削砂轮同轴设置,回转齿轮通过传动齿轮带动磨削砂轮旋转,在机壳上设有与指甲形状相匹配的卡槽,磨削砂轮的一部分伸出卡槽并裸露在机壳外部。该指甲刀结构简单,使用更加方便,而且由于采用磨削方式避免了
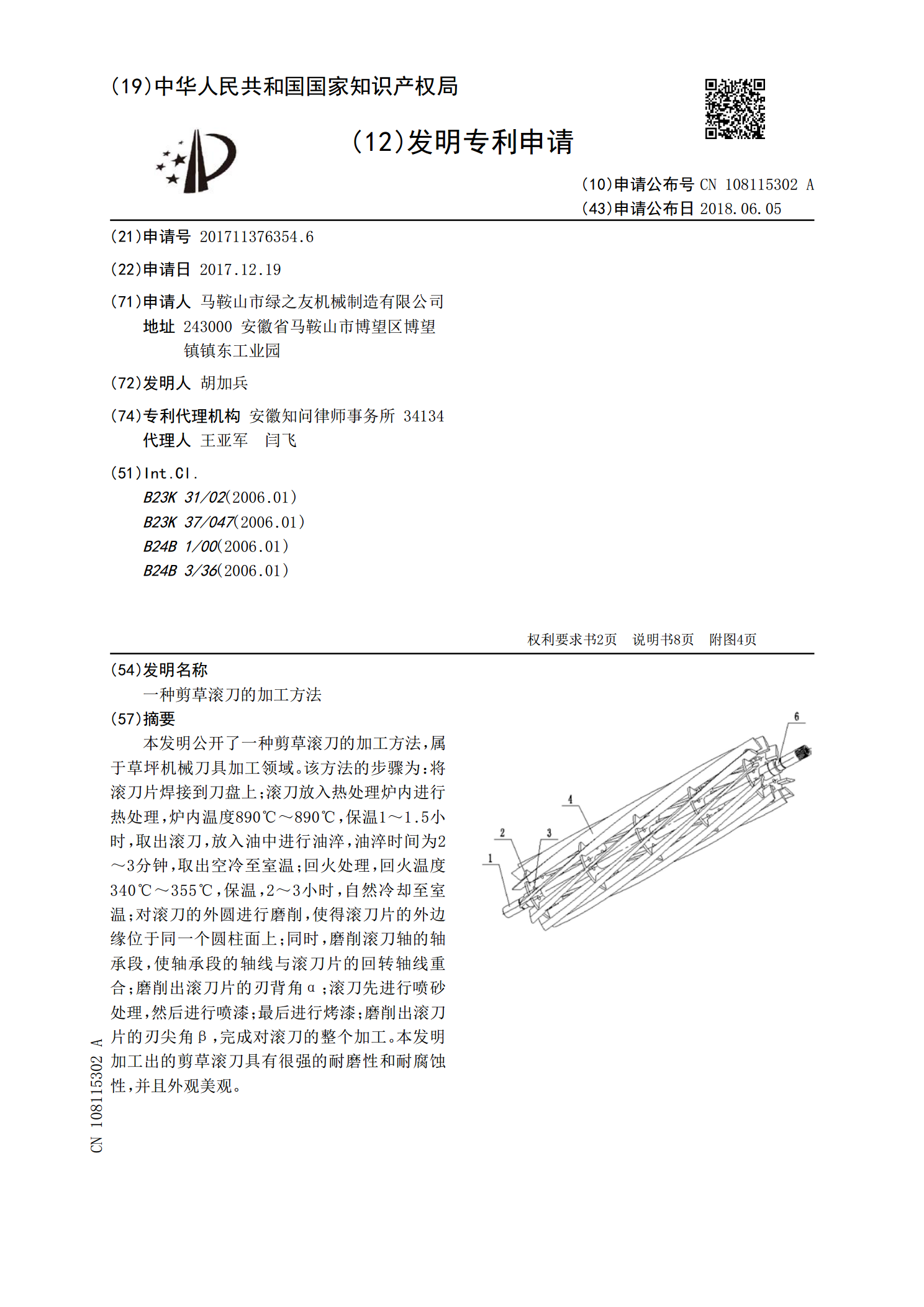
一种剪草滚刀的加工方法.pdf
本发明公开了一种剪草滚刀的加工方法,属于草坪机械刀具加工领域。该方法的步骤为:将滚刀片焊接到刀盘上;滚刀放入热处理炉内进行热处理,炉内温度890℃~890℃,保温1~1.5小时,取出滚刀,放入油中进行油淬,油淬时间为2~3分钟,取出空冷至室温;回火处理,回火温度340℃~355℃,保温,2~3小时,自然冷却至室温;对滚刀的外圆进行磨削,使得滚刀片的外边缘位于同一个圆柱面上;同时,磨削滚刀轴的轴承段,使轴承段的轴线与滚刀片的回转轴线重合;磨削出滚刀片的刃背角α;滚刀先进行喷砂处理,然后进行喷漆;最后进行烤漆
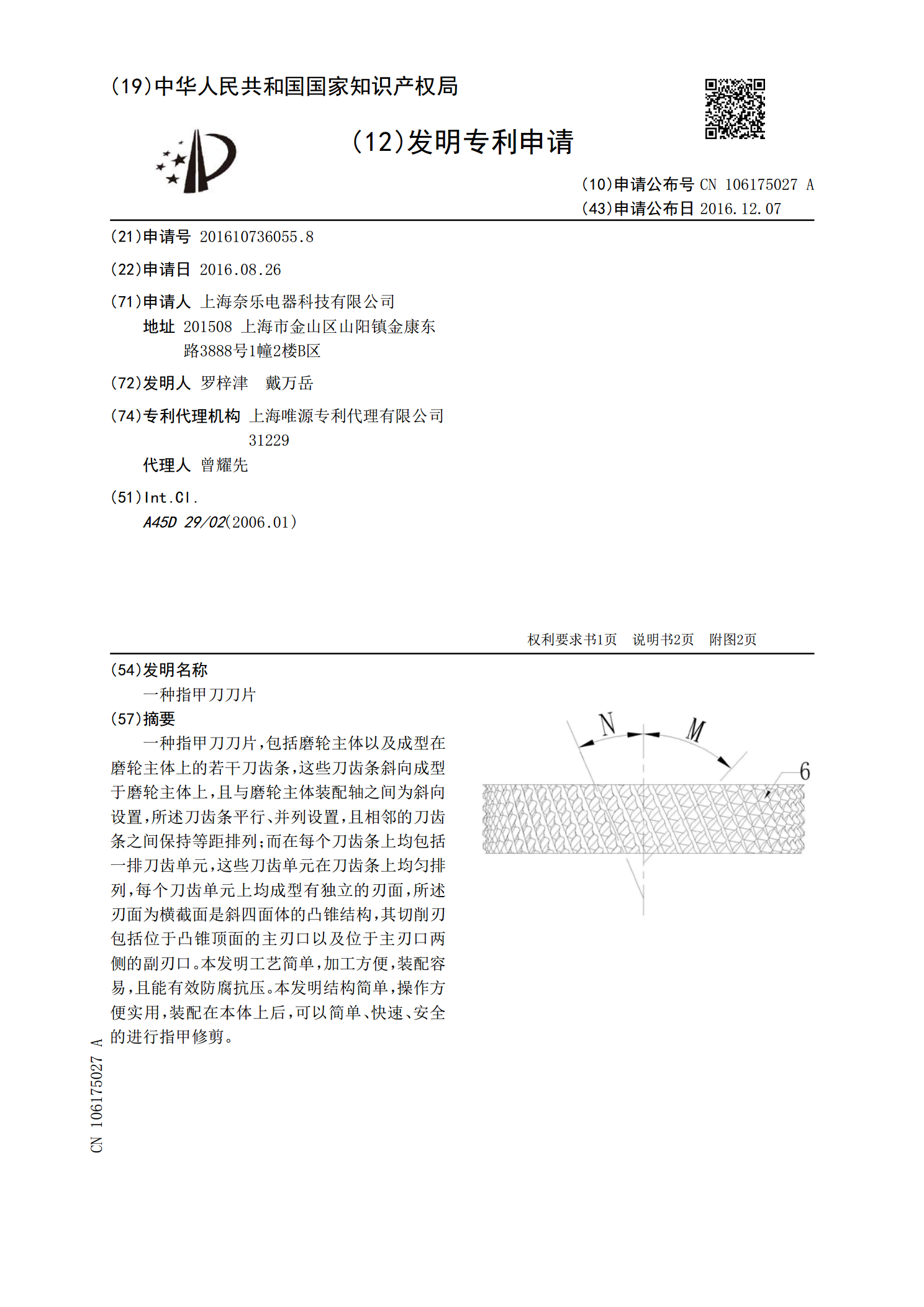
一种指甲刀刀片.pdf
一种指甲刀刀片,包括磨轮主体以及成型在磨轮主体上的若干刀齿条,这些刀齿条斜向成型于磨轮主体上,且与磨轮主体装配轴之间为斜向设置,所述刀齿条平行、并列设置,且相邻的刀齿条之间保持等距排列;而在每个刀齿条上均包括一排刀齿单元,这些刀齿单元在刀齿条上均匀排列,每个刀齿单元上均成型有独立的刃面,所述刃面为横截面是斜四面体的凸锥结构,其切削刃包括位于凸锥顶面的主刃口以及位于主刃口两侧的副刃口。本发明工艺简单,加工方便,装配容易,且能有效防腐抗压。本发明结构简单,操作方便实用,装配在本体上后,可以简单、快速、安全的进