
一种滚刀的加工方法.pdf

是飞****文章

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚刀的加工方法.pdf
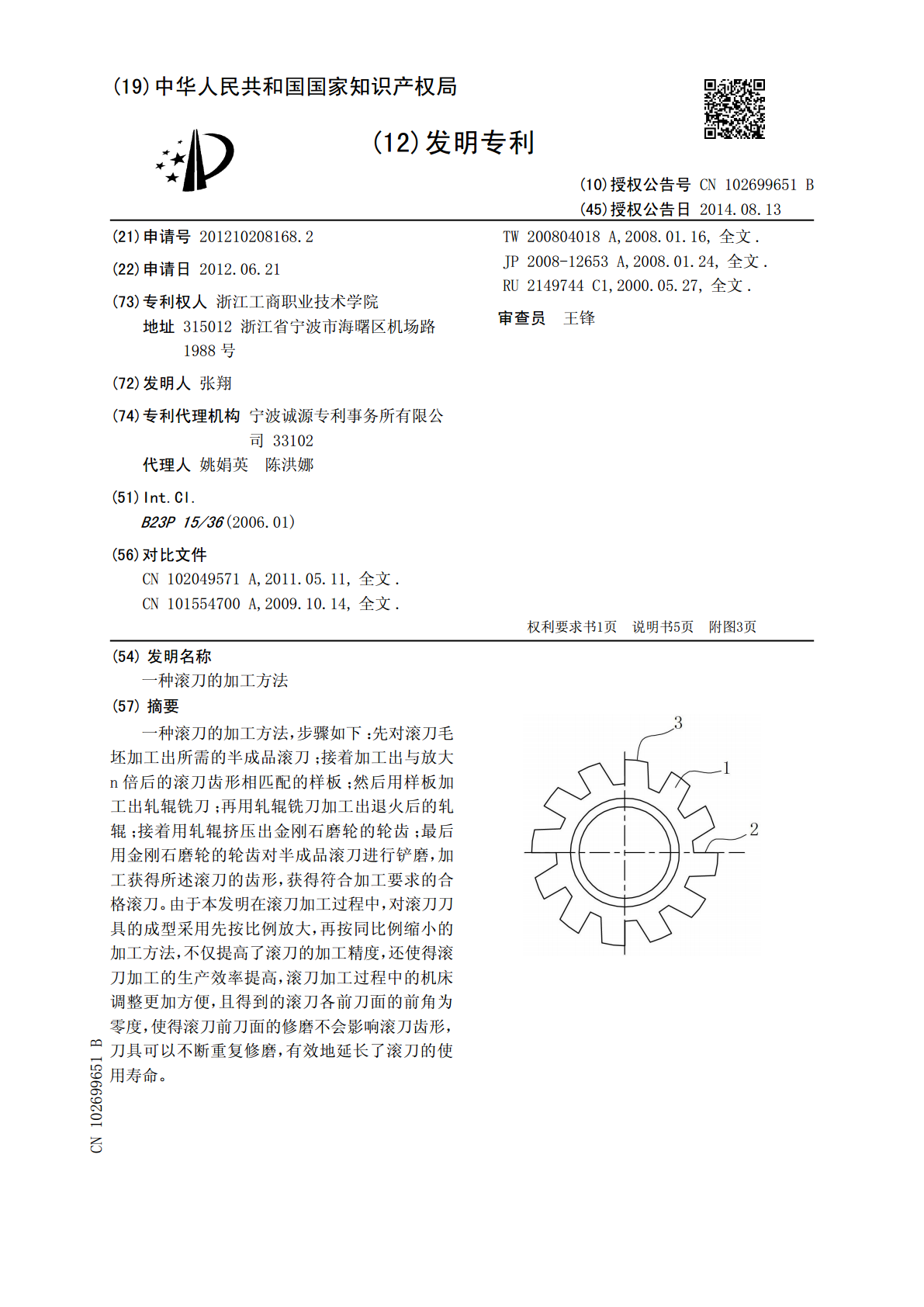
一种滚刀的加工方法,步骤如下:先对滚刀毛坯加工出所需的半成品滚刀;接着加工出与放大n倍后的滚刀齿形相匹配的样板;然后用样板加工出轧辊铣刀;再用轧辊铣刀加工出退火后的轧辊;接着用轧辊挤压出金刚石磨轮的轮齿;最后用金刚石磨轮的轮齿对半成品滚刀进行铲磨,加工获得所述滚刀的齿形,获得符合加工要求的合格滚刀。由于本发明在滚刀加工过程中,对滚刀刀具的成型采用先按比例放大,再按同比例缩小的加工方法,不仅提高了滚刀的加工精度,还使得滚刀加工的生产效率提高,滚刀加工过程中的机床调整更加方便,且得到的滚刀各前刀面的前角为零度
一种剪草滚刀的加工方法.pdf
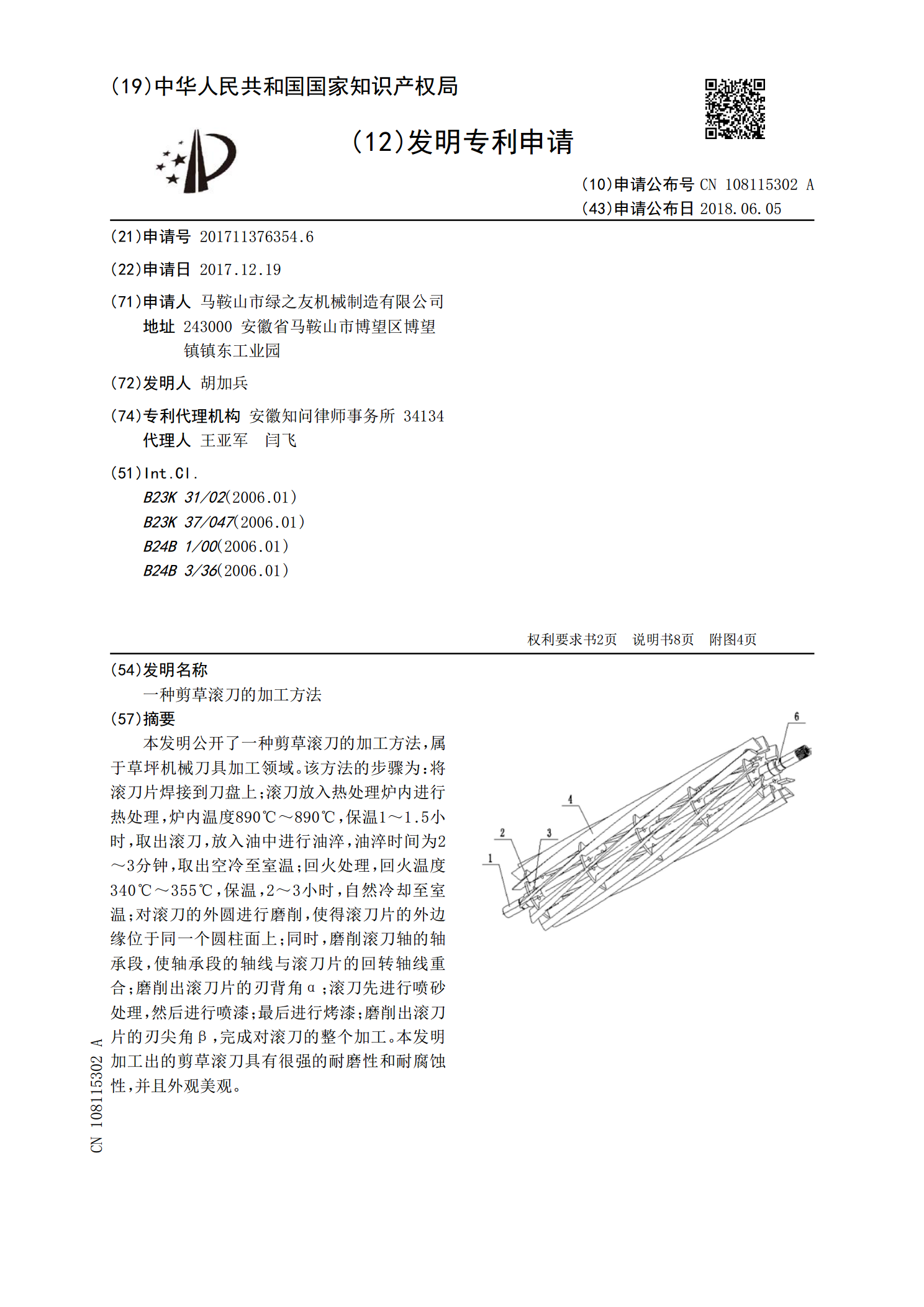
本发明公开了一种剪草滚刀的加工方法,属于草坪机械刀具加工领域。该方法的步骤为:将滚刀片焊接到刀盘上;滚刀放入热处理炉内进行热处理,炉内温度890℃~890℃,保温1~1.5小时,取出滚刀,放入油中进行油淬,油淬时间为2~3分钟,取出空冷至室温;回火处理,回火温度340℃~355℃,保温,2~3小时,自然冷却至室温;对滚刀的外圆进行磨削,使得滚刀片的外边缘位于同一个圆柱面上;同时,磨削滚刀轴的轴承段,使轴承段的轴线与滚刀片的回转轴线重合;磨削出滚刀片的刃背角α;滚刀先进行喷砂处理,然后进行喷漆;最后进行烤漆
一种螺杆转子滚刀的加工方法.pdf
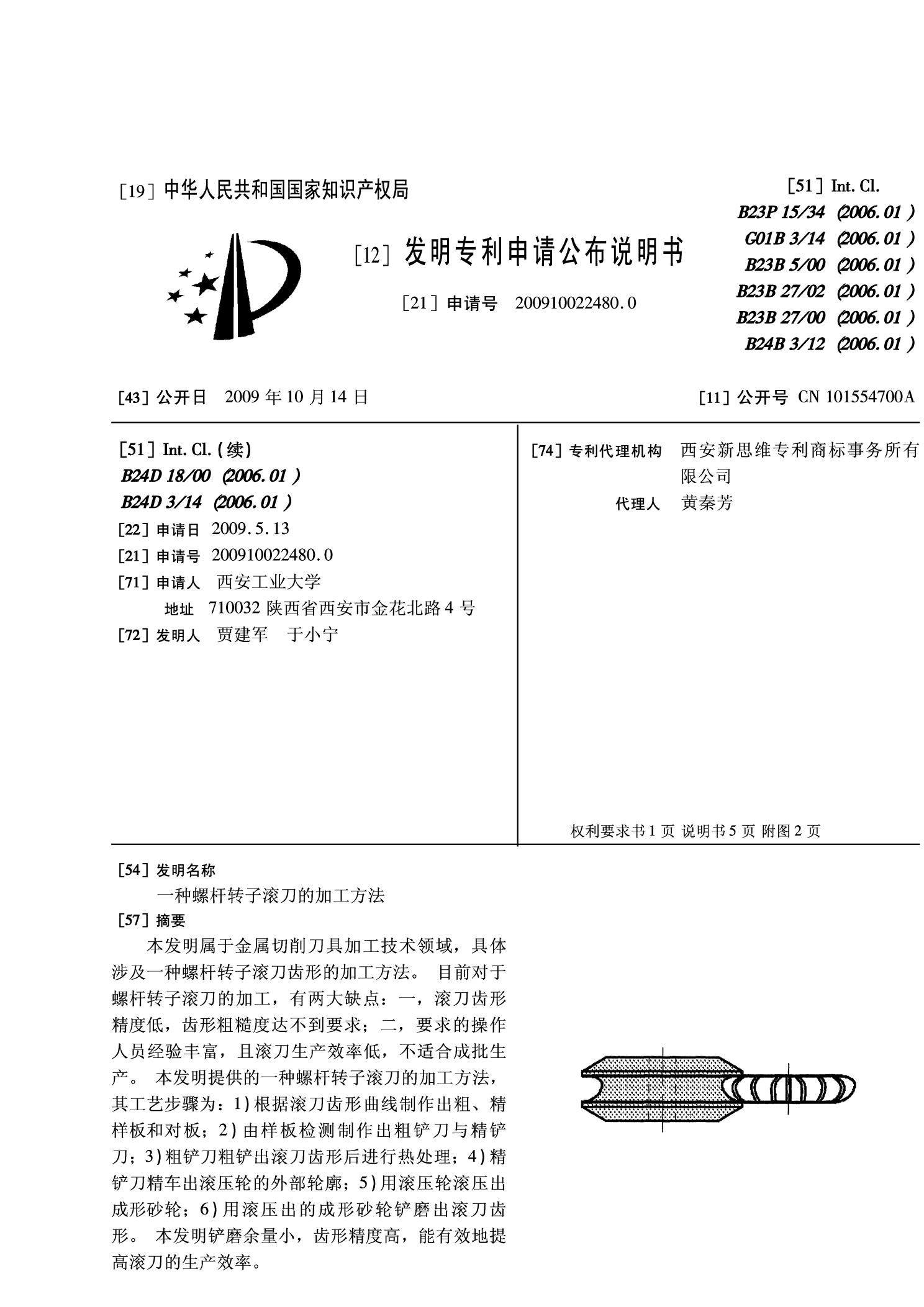
本发明属于金属切削刀具加工技术领域,具体涉及一种螺杆转子滚刀齿形的加工方法。目前对于螺杆转子滚刀的加工,有两大缺点:一,滚刀齿形精度低,齿形粗糙度达不到要求;二,要求的操作人员经验丰富,且滚刀生产效率低,不适合成批生产。本发明提供的一种螺杆转子滚刀的加工方法,其工艺步骤为:1)根据滚刀齿形曲线制作出粗、精样板和对板;2)由样板检测制作出粗铲刀与精铲刀;3)粗铲刀粗铲出滚刀齿形后进行热处理;4)精铲刀精车出滚压轮的外部轮廓;5)用滚压轮滚压出成形砂轮;6)用滚压出的成形砂轮铲磨出滚刀齿形。本发明
一种加工蜗轮滚齿的对刀方法.pdf
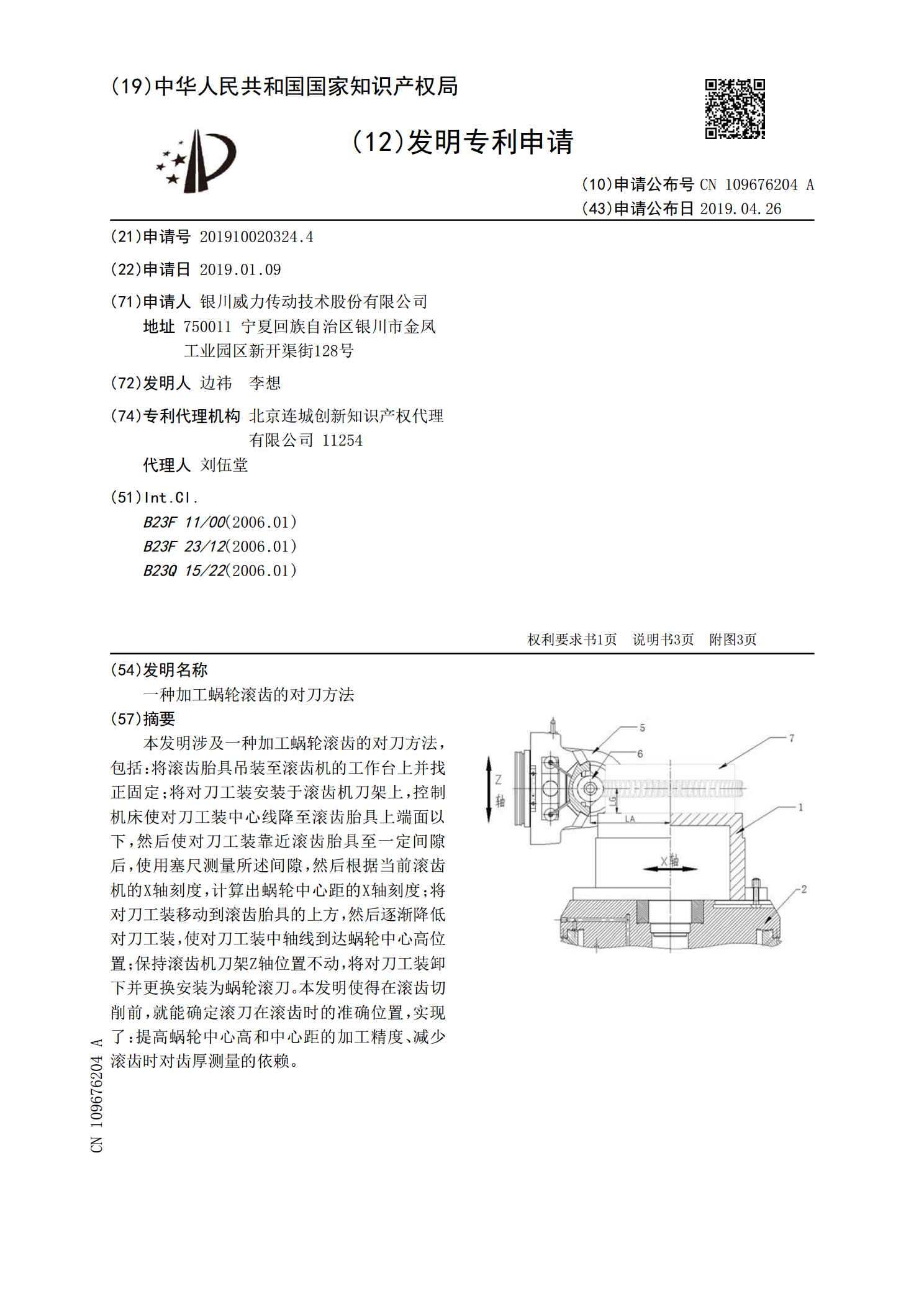
本发明涉及一种加工蜗轮滚齿的对刀方法,包括:将滚齿胎具吊装至滚齿机的工作台上并找正固定;将对刀工装安装于滚齿机刀架上,控制机床使对刀工装中心线降至滚齿胎具上端面以下,然后使对刀工装靠近滚齿胎具至一定间隙后,使用塞尺测量所述间隙,然后根据当前滚齿机的X轴刻度,计算出蜗轮中心距的X轴刻度;将对刀工装移动到滚齿胎具的上方,然后逐渐降低对刀工装,使对刀工装中轴线到达蜗轮中心高位置;保持滚齿机刀架Z轴位置不动,将对刀工装卸下并更换安装为蜗轮滚刀。本发明使得在滚齿切削前,就能确定滚刀在滚齿时的准确位置,实现了:提高蜗

一种加工准端面圆弧齿轮的滚刀及其滚刀齿形的计算方法.pdf
一种加工准端面圆弧齿轮的滚刀及其滚刀齿形的计算方法,属于基础机械零件领域,具体涉及一种端面齿形接近圆弧的准端面圆弧齿轮加工用滚刀齿形的计算方法。首先,根据滚刀基准齿形参数,确定滚刀齿形段的参数(Ei,Fi,ρi),在这一组参数不变的情况下,令参数αi从αi′依次变换到αi″,求φi值,求出的φi值代入式(3)依次求得坐标yi和zi;进而代入式(4)求得准端面圆弧齿轮滚刀前刃面齿形曲线上的坐标值(Xi,Yi);求得准端面圆弧齿轮滚刀齿形曲线上一系列坐标点,根据这些值画出滚刀前刃面齿形图。本发明解决了准端面圆