
用于热压印的热轧涂覆钢板、热压印涂覆钢部件以及用于制造其的方法.pdf

努力****甲寅


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于热压印的热轧涂覆钢板、热压印涂覆钢部件以及用于制造其的方法.pdf
一种用于制造厚度在1.8mm至5mm之间的热轧涂覆钢板的方法,该方法包括:提供具有包含以下成分的组成的半成品:0.04%≤C≤0.38%、0.40%≤Mn≤3%、0.005%≤Si≤0.70%、0.005%≤Al≤0.1%、0.001%≤Cr≤2%、0.001%≤Ni≤2%、0.001%≤Ti≤0.2%、Nb≤0.1%、B≤0.010%、0.0005%≤N≤0.010%、0.0001%≤S≤0.05%、0.0001%≤P≤0.1%、Mo≤0.65%、W≤0.30%、Ca≤0.006%;以最终轧制温度FRT

用于制造经压制硬化的涂覆钢部件的方法和能够用于制造所述部件的预涂覆钢板.pdf
本发明涉及一种用于制造压制硬化部件的经冷轧、退火和预涂覆的钢板,所述钢板由用于热处理的碳含量C

用于制造涂覆钢板的方法.pdf
本发明涉及用于制造涂覆钢板的方法。
用于涂覆部件的涂覆设备.pdf
本发明涉及一种使用涂覆剂涂覆部件的涂覆设备,特别是用于涂覆机动车车身部件(1)的涂覆设备,包括喷印头(3)、多轴涂装机器人(2)和启动涂装机器人(2)的机器人控制器(5)。此外,本发明提供了单独的喷印头控制器(7),其启动喷印头(3)的喷印头阀。
一种用于预涂覆钢板的热冲压成形方法.pdf
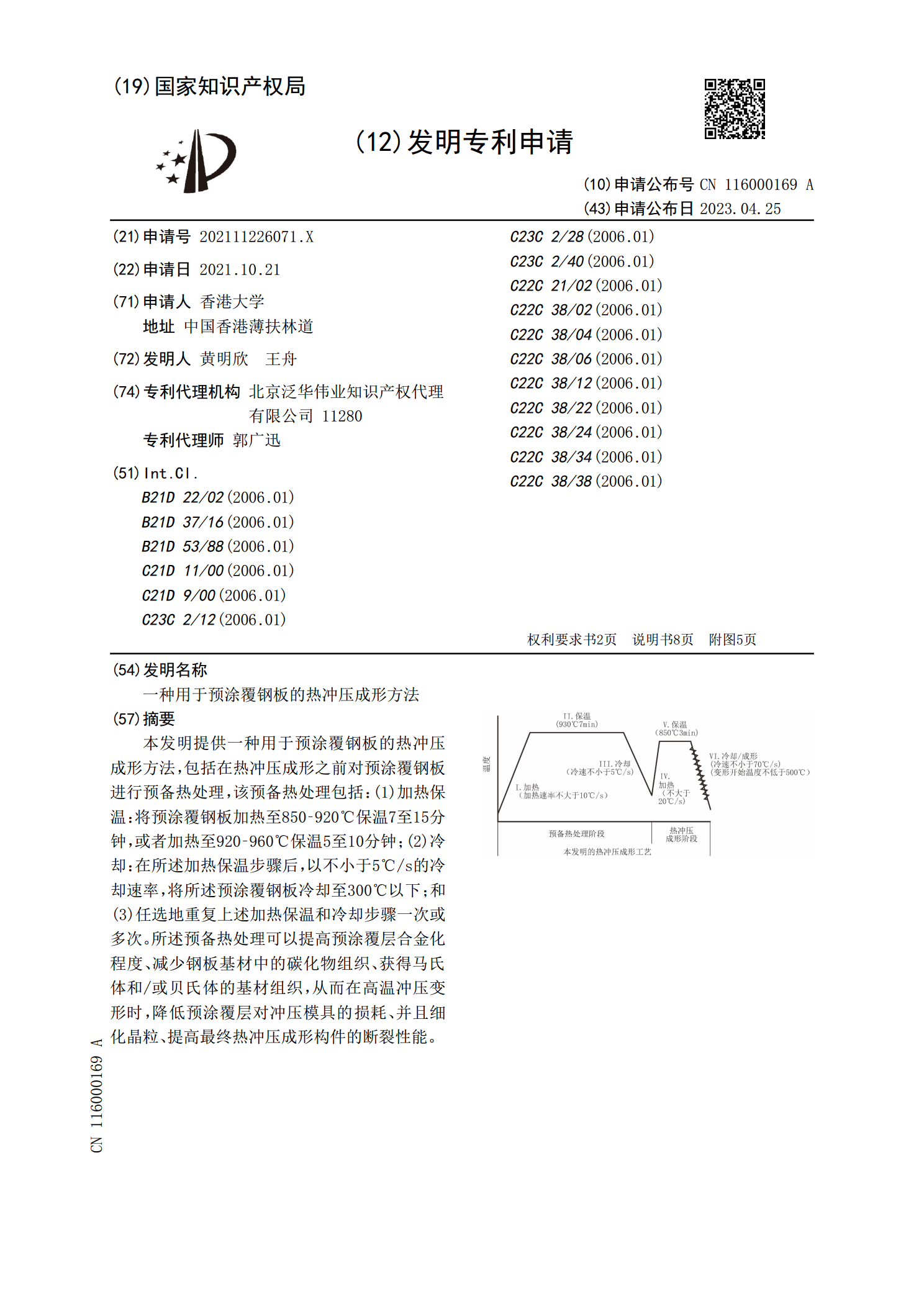
本发明提供一种用于预涂覆钢板的热冲压成形方法,包括在热冲压成形之前对预涂覆钢板进行预备热处理,该预备热处理包括:(1)加热保温:将预涂覆钢板加热至850‑920℃保温7至15分钟,或者加热至920‑960℃保温5至10分钟;(2)冷却:在所述加热保温步骤后,以不小于5℃/s的冷却速率,将所述预涂覆钢板冷却至300℃以下;和(3)任选地重复上述加热保温和冷却步骤一次或多次。所述预备热处理可以提高预涂覆层合金化程度、减少钢板基材中的碳化物组织、获得马氏体和/或贝氏体的基材组织,从而在高温冲压变形时,降低预涂覆