
一种工件自动铣槽设备.pdf

是你****馨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种工件自动铣槽设备.pdf
本发明公开了一种工件自动铣槽设备,包括机架以及设置在机架上的储料槽、接料槽、传送组件和打磨座,储料槽供工件排列码放,该储料槽在靠近接料槽位置设置有出料口,储料槽的工件通过出料口依次转移至接料槽内,打磨座包括供工件夹持的第二夹持位,打磨座设置有铣刀组件,该铣刀组件对夹持在第二夹持位上的工件进行铣槽,传送组件将接料槽传送的工件转移至第二夹持位;传送组件设置有转向调位机构,该转向调位机构用于调整工件方向,将工件待铣槽面与铣刀组件垂直设置,其整体结构自动化程度高,实现了工件的自动铣槽。

一种针杆自动铣槽设备.pdf
本发明公开了一种针杆自动铣槽设备,涉及纺织设备领域,包括:基座、位移机构和送料机构,所述位移机构与所述送料机构设置在同一所述基座上,其中,所述位移机构包括X轴位移、Z轴位移、所述位移机构上设有主轴电机与主轴机头,所述送料机构包括送料机构底板、送料机构垫块、针杆导料槽块、针杆上料装置、针杆压紧装置与推料装置,所述针杆导料槽块与所述推料装置设置在所述送料机构底板上,所述针杆上料装置与所述针杆压紧装置设置在所述针杆导料槽块上。采用上述技术方案,由于位移机构与送料机构均采用伺服电机来控制针杆铣槽过程的送料与铣削工

一种环形工件的端面铣槽装置.pdf
本发明提供一种环形工件的端面铣槽装置,属于机械加工技术领域。它包括压板、拉簧,转盘通过转盘支承轴可转动设置在机架上,转盘支承轴和转盘电机同轴连接,转盘的外侧均布设置有送料孔,送料孔中同轴心设置有定位柱,压板通过压板销轴可摆动设置在机架上,压板的上端设置有弹簧拉槽,压板的下端设置有U形铣刀进槽,拉杆水平安装在固定支座上,并通过左调节螺母和右调节螺母锁紧,拉簧的左端和压板上端的弹簧拉槽连接,拉簧的右端和拉簧支杆连接,铣刀通过铣刀支承轴可转动设置在机架上,并且铣刀位于转盘的右侧。本发明实现对环形工件的连续上料夹

一种全自动换向器铣槽设备.pdf
本发明提出了一种全自动换向器铣槽设备,包括工作台、送料机构、支撑机构、铣槽机构,上料槽的进料端设置在上料转盘内,上料槽的出料端设有滞留阀门;上料杆沿Y方向布置,第一端设有与上料槽出料端连通的用于卡住换向器的卡口,上料杆第二端与第二驱动机构连接并由第二驱动机构驱动沿Y方向移动;支撑轴、推杆均沿X方向布置且支撑轴、推杆相对布置在上料杆延长线两侧位置,刀轴沿Y方向布置且刀轴第一端朝向支撑轴,铣刀安装在刀轴第一端,刀轴第二端安装在滑块上,滑块滑动安装在工作台上。本发明通过设置上料机构、支撑机构、铣槽机构、卸料机构
一种自动打孔铣槽机.pdf
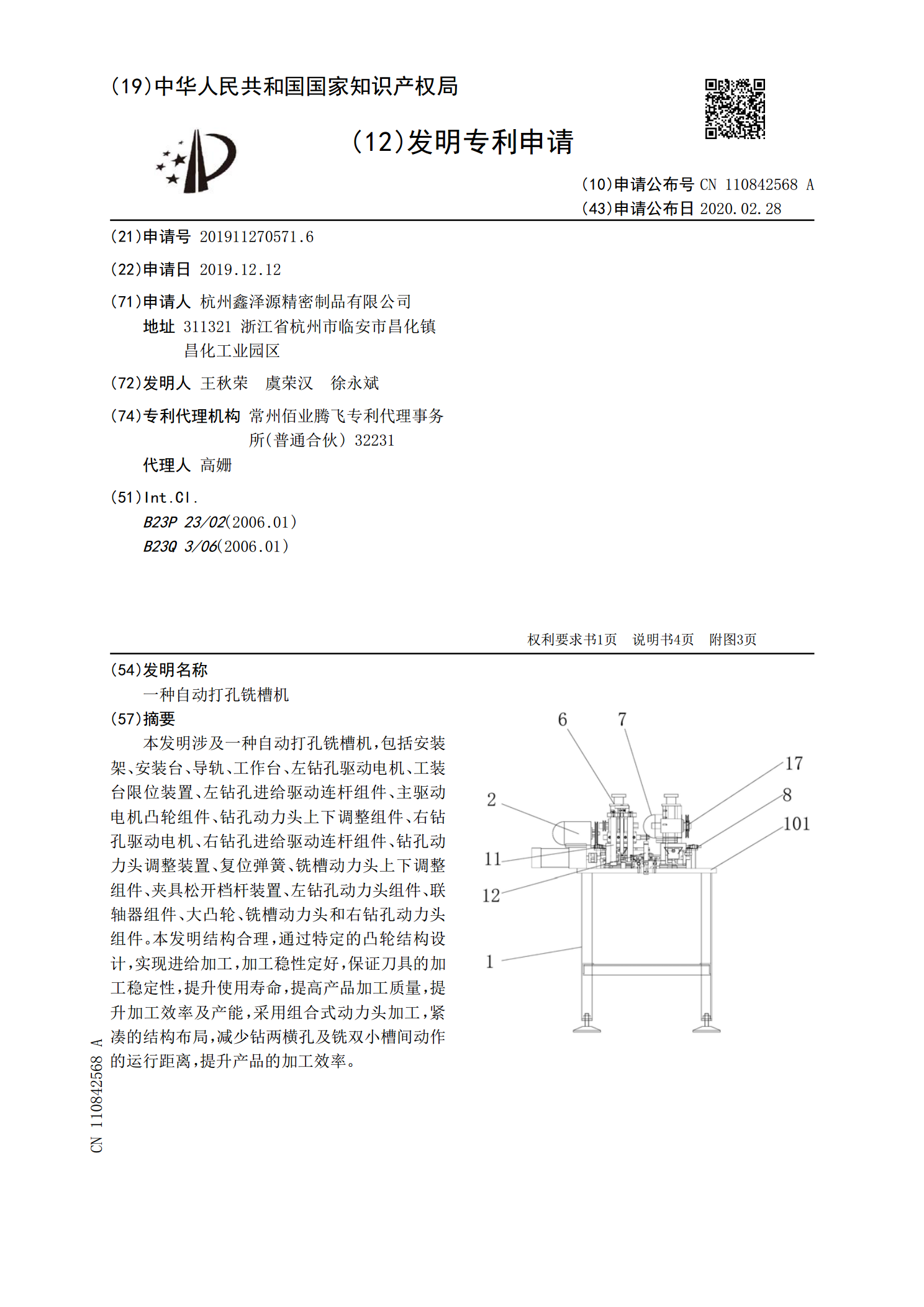
本发明涉及一种自动打孔铣槽机,包括安装架、安装台、导轨、工作台、左钻孔驱动电机、工装台限位装置、左钻孔进给驱动连杆组件、主驱动电机凸轮组件、钻孔动力头上下调整组件、右钻孔驱动电机、右钻孔进给驱动连杆组件、钻孔动力头调整装置、复位弹簧、铣槽动力头上下调整组件、夹具松开档杆装置、左钻孔动力头组件、联轴器组件、大凸轮、铣槽动力头和右钻孔动力头组件。本发明结构合理,通过特定的凸轮结构设计,实现进给加工,加工稳性定好,保证刀具的加工稳定性,提升使用寿命,提高产品加工质量,提升加工效率及产能,采用组合式动力头加工,紧