
一种全自动换向器铣槽设备.pdf

森林****来了


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种全自动换向器铣槽设备.pdf
本发明提出了一种全自动换向器铣槽设备,包括工作台、送料机构、支撑机构、铣槽机构,上料槽的进料端设置在上料转盘内,上料槽的出料端设有滞留阀门;上料杆沿Y方向布置,第一端设有与上料槽出料端连通的用于卡住换向器的卡口,上料杆第二端与第二驱动机构连接并由第二驱动机构驱动沿Y方向移动;支撑轴、推杆均沿X方向布置且支撑轴、推杆相对布置在上料杆延长线两侧位置,刀轴沿Y方向布置且刀轴第一端朝向支撑轴,铣刀安装在刀轴第一端,刀轴第二端安装在滑块上,滑块滑动安装在工作台上。本发明通过设置上料机构、支撑机构、铣槽机构、卸料机构

全自动铣槽机.pdf
本发明的目的在于提供全自动铣槽机,包括基座、箱体、上工作台、下工作台,箱体固定在基座上,第一电机安装在基座上,第一电机连接电机输出轴,电机输出轴连接丝杠轴,螺母与下工作台相固定,电机输出轴上套装小齿轮,箱体上安装传动轴和套筒,传动轴上套装大齿轮和圆柱销轮,大齿轮与小齿轮啮合,圆柱销轮上设置圆柱销,套筒里固定有输出轴,套筒外套装槽轮,圆柱销安装在槽轮上的孔里,输出轴的端部安装夹具,上工作台上安装刀具夹紧机构,刀具夹紧机构上安装刀具,上工作台上固定齿条,齿条上设置与其啮合的齿轮,第二电机连接齿轮,第三电机连接
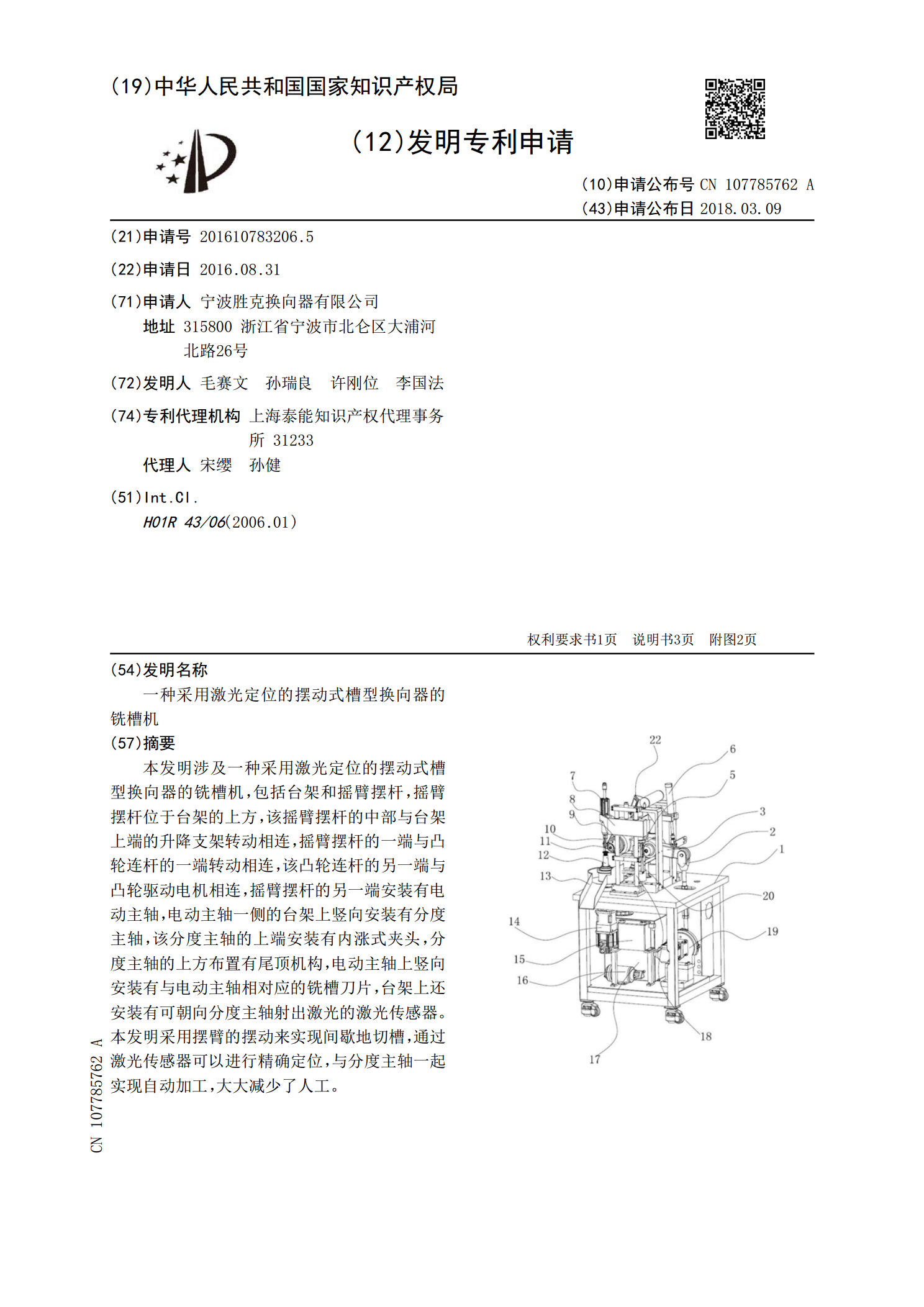
一种采用激光定位的摆动式槽型换向器的铣槽机.pdf
本发明涉及一种采用激光定位的摆动式槽型换向器的铣槽机,包括台架和摇臂摆杆,摇臂摆杆位于台架的上方,该摇臂摆杆的中部与台架上端的升降支架转动相连,摇臂摆杆的一端与凸轮连杆的一端转动相连,该凸轮连杆的另一端与凸轮驱动电机相连,摇臂摆杆的另一端安装有电动主轴,电动主轴一侧的台架上竖向安装有分度主轴,该分度主轴的上端安装有内涨式夹头,分度主轴的上方布置有尾顶机构,电动主轴上竖向安装有与电动主轴相对应的铣槽刀片,台架上还安装有可朝向分度主轴射出激光的激光传感器。本发明采用摆臂的摆动来实现间歇地切槽,通过激光传感器可
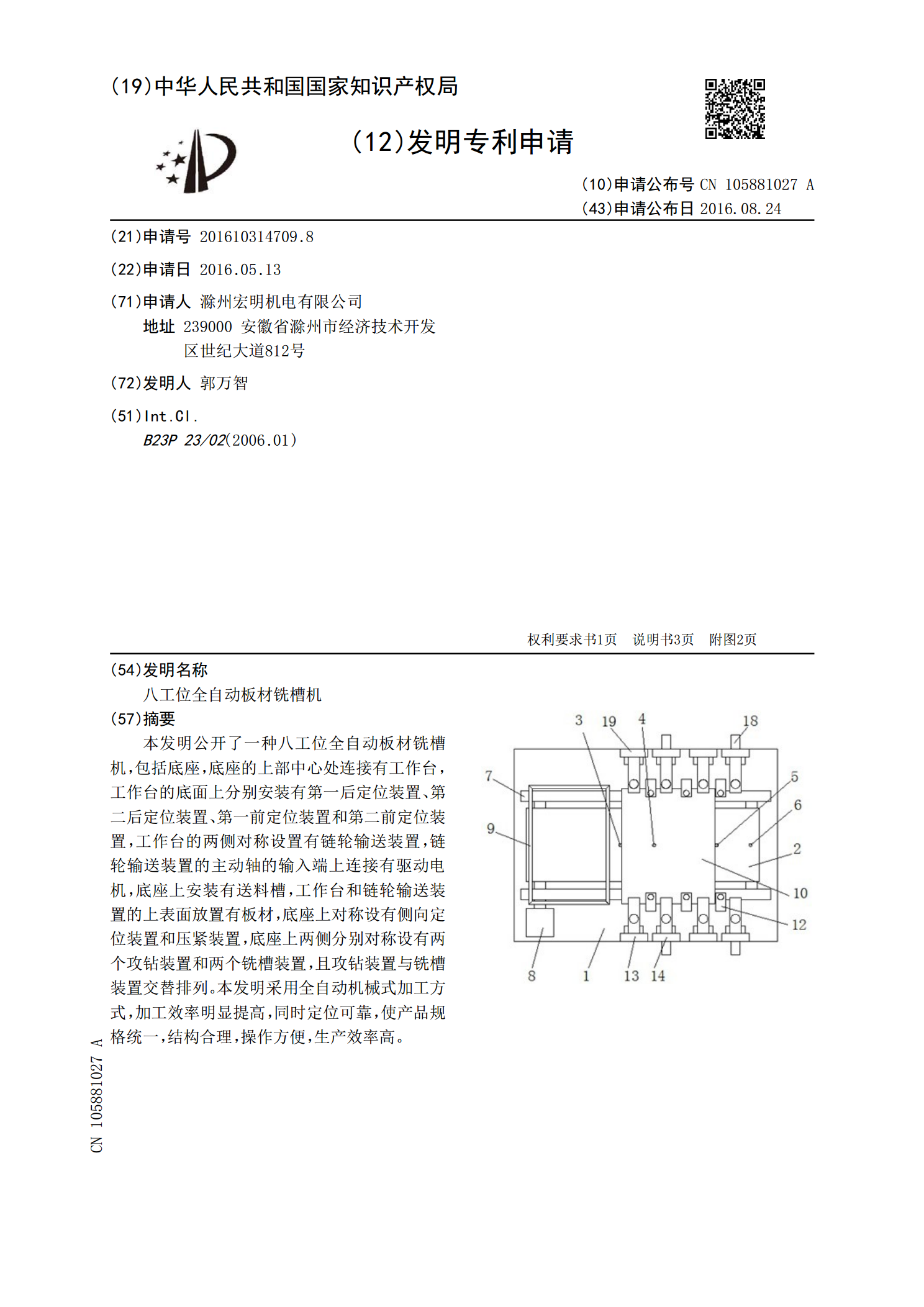
八工位全自动板材铣槽机.pdf
本发明公开了一种八工位全自动板材铣槽机,包括底座,底座的上部中心处连接有工作台,工作台的底面上分别安装有第一后定位装置、第二后定位装置、第一前定位装置和第二前定位装置,工作台的两侧对称设置有链轮输送装置,链轮输送装置的主动轴的输入端上连接有驱动电机,底座上安装有送料槽,工作台和链轮输送装置的上表面放置有板材,底座上对称设有侧向定位装置和压紧装置,底座上两侧分别对称设有两个攻钻装置和两个铣槽装置,且攻钻装置与铣槽装置交替排列。本发明采用全自动机械式加工方式,加工效率明显提高,同时定位可靠,使产品规格统一,结
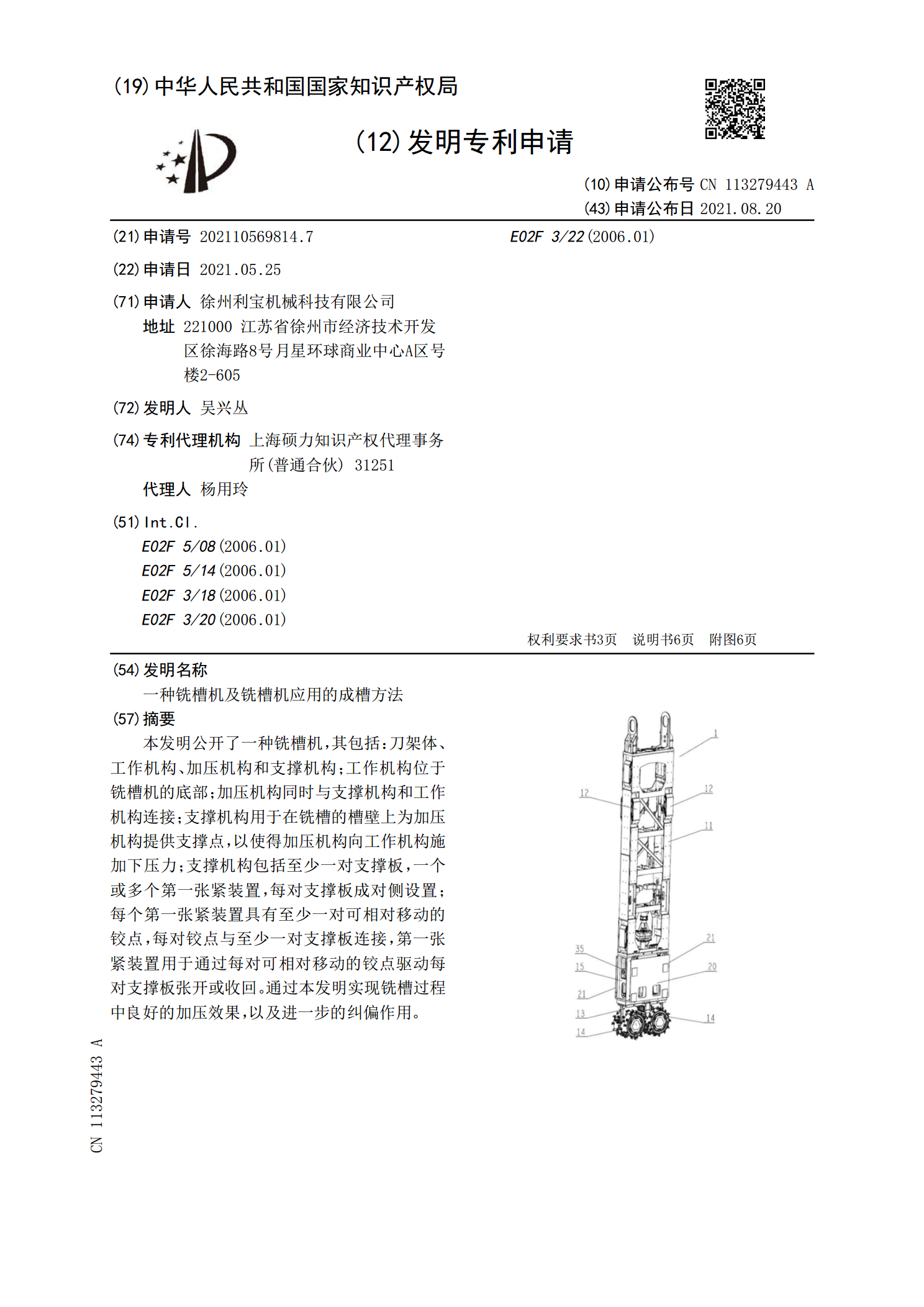
一种铣槽机及铣槽机应用的成槽方法.pdf
本发明公开了一种铣槽机,其包括:刀架体、工作机构、加压机构和支撑机构;工作机构位于铣槽机的底部;加压机构同时与支撑机构和工作机构连接;支撑机构用于在铣槽的槽壁上为加压机构提供支撑点,以使得加压机构向工作机构施加下压力;支撑机构包括至少一对支撑板,一个或多个第一张紧装置,每对支撑板成对侧设置;每个第一张紧装置具有至少一对可相对移动的铰点,每对铰点与至少一对支撑板连接,第一张紧装置用于通过每对可相对移动的铰点驱动每对支撑板张开或收回。通过本发明实现铣槽过程中良好的加压效果,以及进一步的纠偏作用。