
片材成型体的制造方法.pdf

文宣****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

片材成型体的制造方法.pdf
一种片材成型体的制造方法,具备:通过利用第一模具对成型用片材进行热成型,而成型具备主体部、和主体部周围的周缘部的成型体的工序,该主体部被赋予转印了第一模具的形状;将成型体从第一模具取下,并使主体部表背反转的工序。

装饰成型用片材、预成型体及装饰成型体.pdf
本发明使用一种装饰成型用片材及将该装饰成型用片材赋形为三维形状的预成型体,该装饰成型用片材具备:人工皮革基体,其包含含有平均纤度0.001~1dtex的极细纤维的无纺布和赋予到无纺布的高分子弹性体,具有仿皮革加工面;树脂层,其形成于人工皮革基体的与仿皮革加工面相对的背面,包含氯乙烯-醋酸乙烯酯共聚物。

光学片材成型装置以及光学片材成型方法.pdf
提供一种能够高精度地挤出成型出预先设定好的形状轮廓的薄片材的光学片材成型技术。具有挤出单元、成型辊单元和厚壁部成型机构。挤出单元具有能够排出片状的熔融树脂的排出用狭缝(18)。排出用狭缝包括基准间隙部(29)和扩大间隙部(30)。基准间隙部沿横穿挤出方向的方向以具有恒定大小的间隙的方式构成。扩大间隙部构成为在与厚壁部对应的位置处具有比基准间隙部的间隙大的间隙。成型辊单元在使排出的熔融树脂固化的同时沿挤出方向搬运该熔融树脂。厚壁部成型机构沿挤出方向对片状的熔融树脂连续地成型出一个或多个厚壁部,上述一个或多个
成型体及成型体的制造方法.pdf
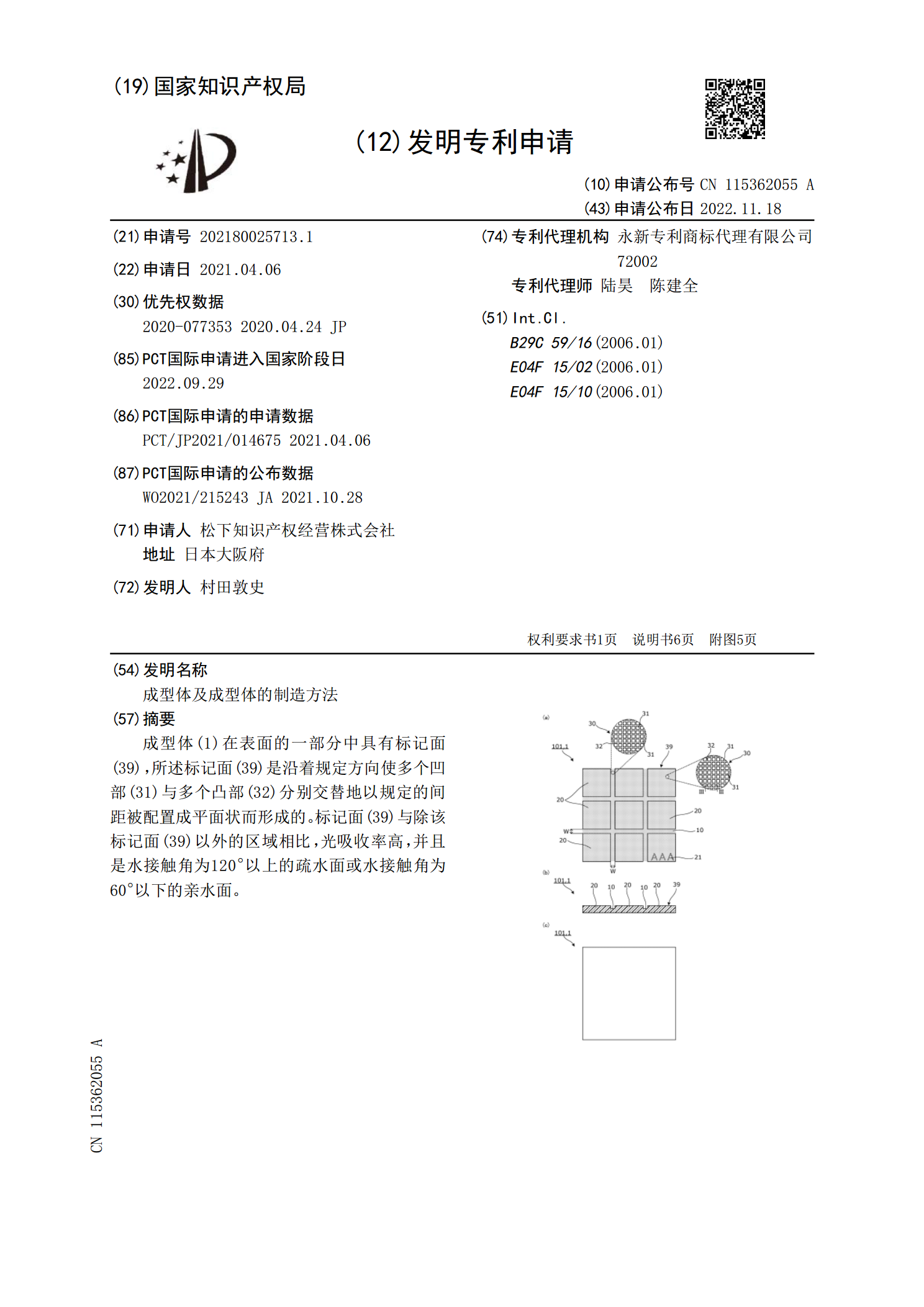
成型体(1)在表面的一部分中具有标记面(39),所述标记面(39)是沿着规定方向使多个凹部(31)与多个凸部(32)分别交替地以规定的间距被配置成平面状而形成的。标记面(39)与除该标记面(39)以外的区域相比,光吸收率高,并且是水接触角为120°以上的疏水面或水接触角为60°以下的亲水面。

纤维增强复合材料-皮革一体模压成型片材的方法及片材.pdf
本发明公开了一种纤维增强复合材料‑皮革一体模压成型片材的方法及片材,其中方法包括:提供预浸料和皮革,所述预浸料为纤维与合成树脂的混合材料;对所述预浸料进行开料和叠层,以得到待压制预浸料;将所述待压制预浸料与所述皮革进行固化成型,以得到固化型体;利用CNC技术加工所述固化型体的边缘和结构位置,以得到目标片材。本发明通过在固化成型时将包括纤维与合成树脂的待压制预浸料与皮革一体成型,使得纤维与合成树脂的混合材料由于热固性而与皮革稳固结合,且由于是一体成型后再利用CNC技术加工边缘和结构位置的,无对位偏移问题,另