
一种注塑件氮气成型的调控方法.pdf

雨星****萌娃


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种注塑件氮气成型的调控方法.pdf
本发明公开了一种注塑件氮气成型的调控方法,其包括以下步骤:S1:基于注塑件形状,将模具中注塑件所对应的成型腔划分为多个温控区;S2:预设多组冷却参数;S3:提供一种模具,通过驱动装置驱动模具闭合;S4:通入熔融材料,并记录通入熔融材料量;S5:从预设的冷却参数中选择一组对注塑件进行冷却;S6:通入氮气,将中心熔融材料排出,并获取材料排出量;S7:成型出料得到样件;S8:若预设的冷却参数组中所有项测试完毕,执行步骤S9,若未测试完毕,执行步骤S3;S9:基于材料通入量与材料排出量,获得工件中空度,并基于工件

一种注塑件用氮气顶出装置.pdf
本发明公开了一种注塑件用氮气顶出装置,包括后模底板、后模板、前模板、前模底板、型芯、定位环、上气流通道、气顶组件、安装腔、水冷孔、下气流通道和进气口,所述后模底板顶部固定安装有后模板,所述后模板顶部中心位置处垂直嵌入安装有型芯,所述前模底板底部固定安装有前模板,所述前模底板底部位于型腔两侧对称位置和型芯顶部两侧对称位置均设置有两组对称的气顶组件,所述气顶组件分别设置于前模底板底部两侧和型芯顶部两侧开设的安装腔内,所述前模底板外侧对应安装腔的位置处开设有联通安装腔的上气流通道;本发明,通过气顶代替顶针或顶块
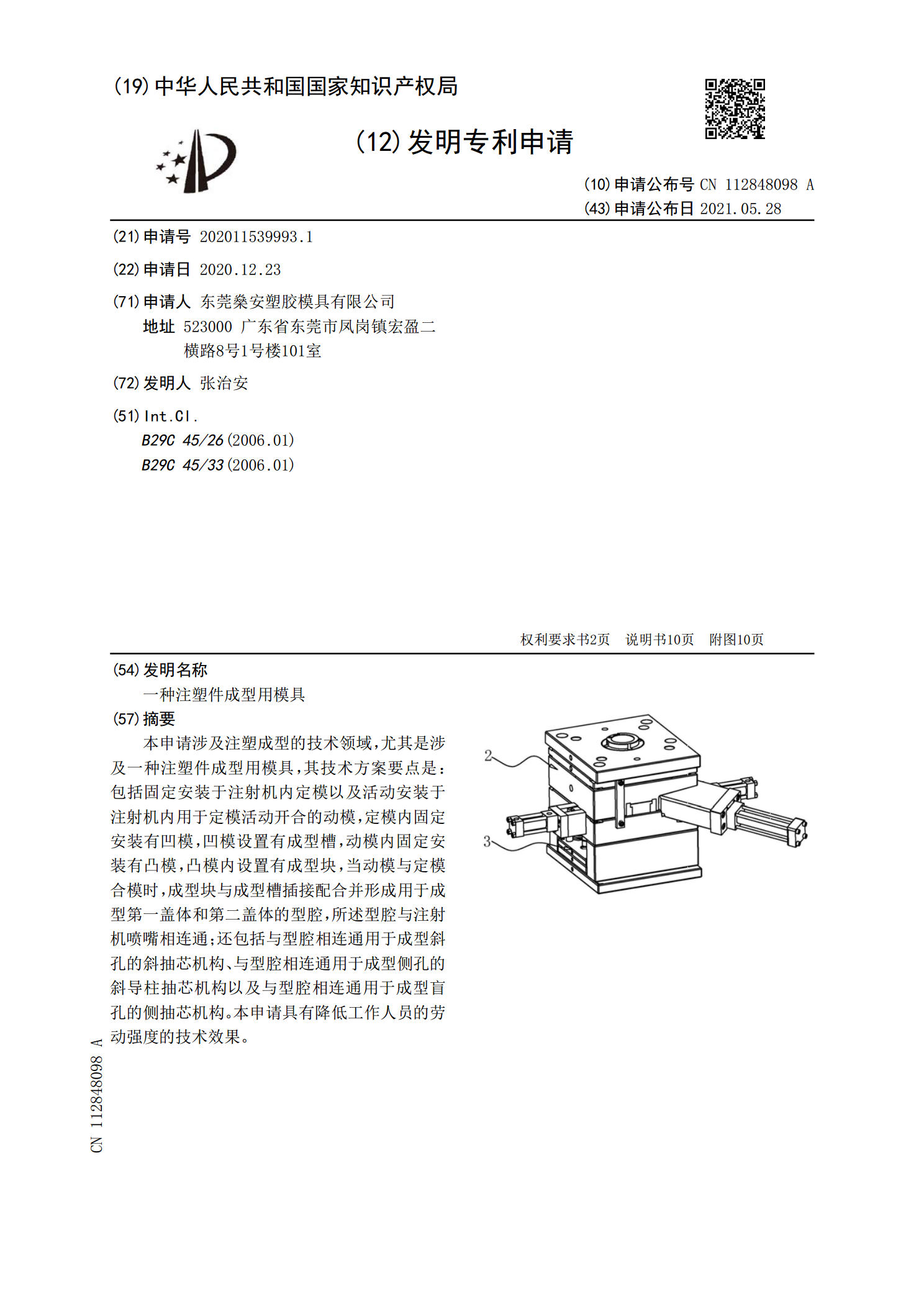
一种注塑件成型用模具.pdf
本申请涉及注塑成型的技术领域,尤其是涉及一种注塑件成型用模具,其技术方案要点是:包括固定安装于注射机内定模以及活动安装于注射机内用于定模活动开合的动模,定模内固定安装有凹模,凹模设置有成型槽,动模内固定安装有凸模,凸模内设置有成型块,当动模与定模合模时,成型块与成型槽插接配合并形成用于成型第一盖体和第二盖体的型腔,所述型腔与注射机喷嘴相连通;还包括与型腔相连通用于成型斜孔的斜抽芯机构、与型腔相连通用于成型侧孔的斜导柱抽芯机构以及与型腔相连通用于成型盲孔的侧抽芯机构。本申请具有降低工作人员的劳动强度的技术效

一种注塑件的模内装配注塑成型方法.pdf
本发明公开了一种注塑件的模内装配注塑成型方法,通过注塑模具成型所述注塑件,所述注塑模具包括上模板和下模板,所述上模板和下模板之间形成有用于成型所述注塑件的成型型腔,在所述注塑模具开模时,所述注塑件留在下模板上,该注塑件包括主体以及通过铰链连接于主体一侧顶部的盖体,所述下模板中活动穿设有用于顶出主体的顶杆,所述盖体呈水平布置;所述注塑模具还包括装配机构,且注塑模具在开模时通过装配机构将盖体盖合在主体上,以实现注塑件的模内装配。本发明一种注塑件的模内装配注塑成型方法,其通过在注塑模具上增设装配机构,并通过该装
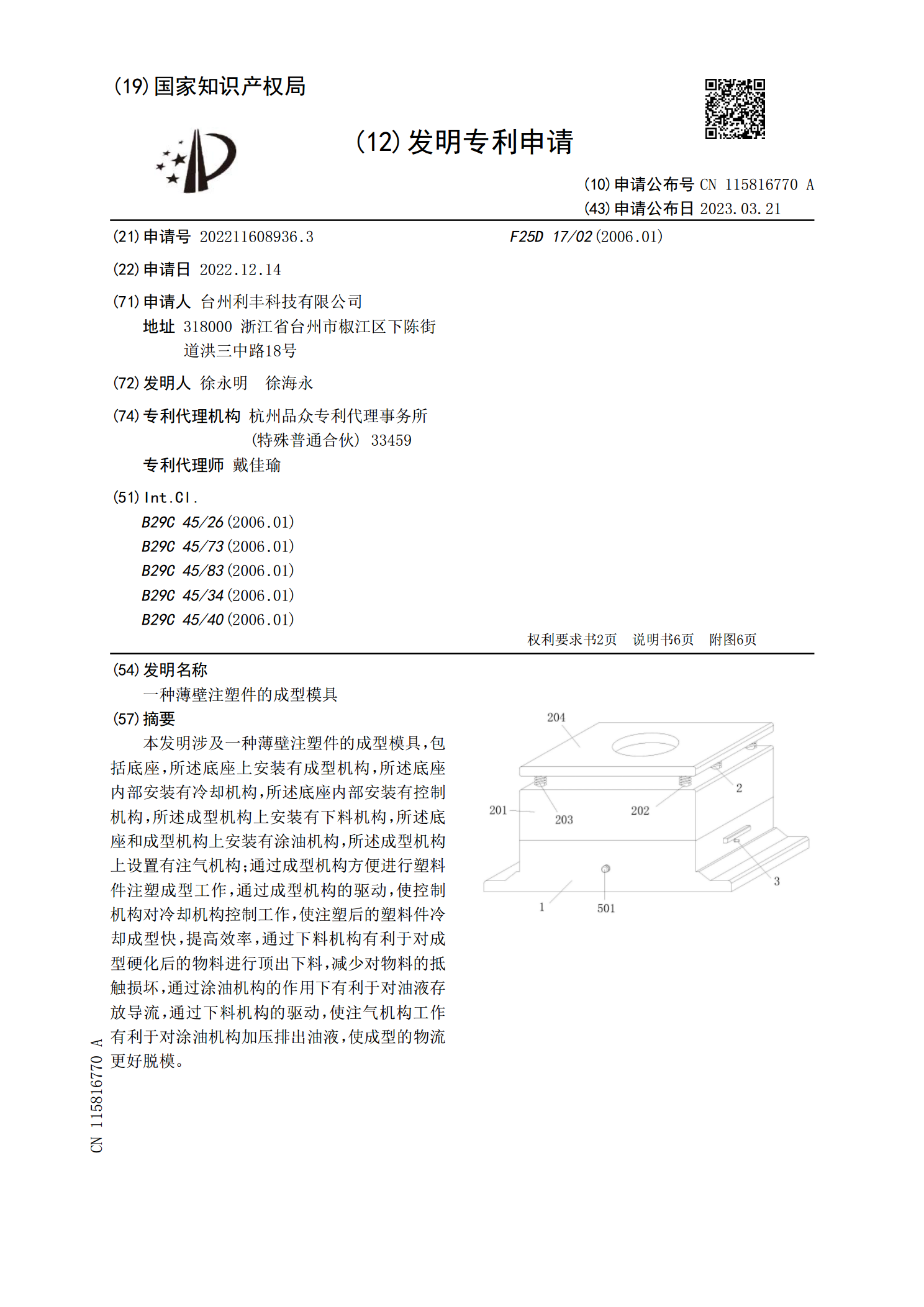
一种薄壁注塑件的成型模具.pdf
本发明涉及一种薄壁注塑件的成型模具,包括底座,所述底座上安装有成型机构,所述底座内部安装有冷却机构,所述底座内部安装有控制机构,所述成型机构上安装有下料机构,所述底座和成型机构上安装有涂油机构,所述成型机构上设置有注气机构;通过成型机构方便进行塑料件注塑成型工作,通过成型机构的驱动,使控制机构对冷却机构控制工作,使注塑后的塑料件冷却成型快,提高效率,通过下料机构有利于对成型硬化后的物料进行顶出下料,减少对物料的抵触损坏,通过涂油机构的作用下有利于对油液存放导流,通过下料机构的驱动,使注气机构工作有利于对涂